


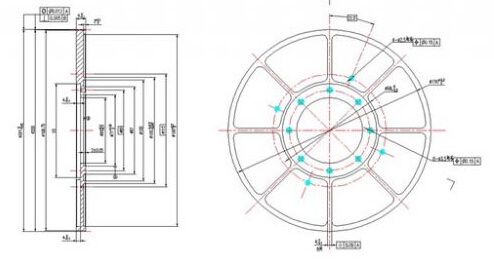
圖1 盤形零件圖
盤形零(líng)件因其(qí)零件長度與直徑比很大,零件厚度不足導致剛性差,加工工藝性不好。零件加工時,在切削力、夾緊力(lì)、切削(xuē)振動等因素作用下,極易加工變形,精度不能(néng)保證(zhèng)。
零件的(de)特點及加工難點
盤形(xíng)齒輪零件如圖1所示,零件材料為(wéi)鈦合金TC4-R,零件外徑φ2010 mm,零件總厚度為9mm。零件兩端的表麵上分別(bié)設計有減輕槽,一(yī)個表麵均布(bù)有6處扇形減(jiǎn)輕槽,另(lìng)一表麵有兩處(chù)環形減輕槽,零件(jiàn)中間部分厚度變為3mm。齒輪齒數為400,模數為0.5mm,齒(chǐ)輪精度等(děng)級為6級。此零件長徑(jìng)比最大處達到1:67,屬於薄壁(bì)零件,它有(yǒu)以下特點:
(1)零(líng)件壁厚(hòu)不足,剛(gāng)性差,在夾緊力或(huò)切削力(lì)作用下(xià),零件厚(hòu)度不足以抵抗夾緊力的作用,極易產生變形,無法達(dá)到尺寸精度、形(xíng)位精度(dù)、齒輪精度要求。
(2)零件質量重,外徑大而薄,兩麵有多種(zhǒng)減輕槽(cáo),定位、支撐、著力點(diǎn)小,定位夾緊(jǐn)困難。
(3)在切削力特別是軸向力的作用下,很容易產生振動和變形,影響零件尺寸精度、形位精度、齒輪精度和表麵粗糙(cāo)度。
工藝措施及注意事項
對盤形齒(chǐ)輪零件的設計圖進行分析,將毛坯加工至成品零件,材料的(de)去除率為60%以上,較大的材料去除率,如果(guǒ)不能很好地處理殘餘(yú)應力釋放問題,容易造成(chéng)零件加工過程中(zhōng)及加工後的變形,從而不能滿足設計要求。
為減少零件變形對加工精度的影響,工藝流程劃分為粗加工→時效(xiào)→精加工→加工。粗加工主要是去除各(gè)表麵大餘量。時效是去除精加工(gōng)的殘餘應力(lì)。精加工中定位麵的精加工是(shì)關鍵工序,為後續的精加工、齒輪(lún)加工做工藝準備。齒輪加工安排(pái)在精加工後進行。
工藝(yì)流程的每個工序都要考慮釋放應力和控製(zhì)零件加工變形,無論哪個階段,都把控製變形作為零件加工的重要內容進行分析和考慮,以確保零件的加工精度。
粗加工保留了精(jīng)加(jiā)工餘量以後,零件基本結構(gòu)已經全部加工成形。粗加工為精加工所留餘量,在保證精加工要求的前(qián)提下,盡量減少餘量留存,以保證精加工在去除餘量後不會造成大的變(biàn)形。根據(jù)經驗(yàn)和實踐,外圓留餘量單邊0.3~0.4mm,端麵留0.15~0.2mm.同時粗加工時對零件端麵的平麵(miàn)度(dù)要有限製(zhì)。
精加工時,定(dìng)位基準的選擇和加工精度對保證零件精度至(zhì)關重要。任何高精度表麵加工前(qián)一定要先選好、加工好定位基準。為了保證6級齒輪精度,應考慮將零件加工基準和齒輪的加工基準重(chóng)合;定位基準穩定可靠;所使用(yòng)的(de)定位基(jī)準設計的(de)夾具結構簡(jiǎn)單,易操作的原(yuán)則。根據這些原則,此零件選擇一個(gè)孔和一個端麵作為定位基(jī)準。φ71 mm台階孔(基準A)及其端(duān)麵(基(jī)準B),是設計和裝配基(jī)準,但是孔長太短(duǎn),端麵也(yě)太小。用(yòng)它們做定位基準顯然不合適。所以選用φ65 mm孔定位,定位麵相對較(jiào)長,又是通孔,夾具好製造且裝卸零件也方便。但(dàn)是φ65 mm孔公差大(dà),也沒有形位公差限製。因此在選用此孔做定(dìng)位基準時,要(yào)對其尺寸精度、對設計(jì)基準φ71的同軸度(dù)提高要求(qiú),根據經驗和試驗一般孔公差按IT7級,同軸度不大於0.005mm,以消除工藝基準與設計基準不重合造成的誤差。定位端麵的選用,因兩(liǎng)個大端麵多溝槽,不是一個完整(zhěng)的平麵,其形狀(zhuàng)精度不高,而齒輪精度等級為6級,齒向誤(wù)差為0.006mm,因此做定位麵(miàn)的端麵要提高形位公差要求,根據實踐平麵度應不大於0.005 mm,端麵對定位孔φ65 mm的垂直度要求應不大於0.005mm,對基準(zhǔn)麵B的平行(háng)度要求應不大(dà)於0.005 mm,同(tóng)時按齒輪精度等級查表選擇零件另一端麵對定位孔的跳動值。選用φ65 mm孔和一大端麵作為(wéi)定位基準麵,保證精加工、齒輪加工、檢驗和安(ān)裝時的基準統一。雖然(rán)基準進行了轉換,但工藝(yì)采取措施滿足了設計要求。
零件的精度要求高(gāo),精(jīng)加工定位孔與定位(wèi)端麵的加工是加工(gōng)的關鍵技術,主要是(shì)由鉗(qián)工和車工進行。鉗工配合車床保證零件定位孔、定位(wèi)端麵的形位公差要求。首先由車工車定位麵(miàn)和一個孔φ93 mm,要求一次(cì)加工完成,然後鉗(qián)工研磨加工過的端(duān)麵,保證平麵度0.005 mm,車工以研(yán)過的端麵和φ93 mm定位,軸向壓緊加工φ65 mm、φ71 mm、環(huán)形(xíng)槽、端麵和最大(dà)外徑φ201 mm,要求一次加工完成。這(zhè)樣保證了零件(jiàn)的形位公差要求。
值得注意的是:加工過程(chéng)要降低切削力,控製走刀量,防(fáng)止(zhǐ)零件振顫(chàn);夾緊力控製適當,既要保證零件夾緊又不能使零件變形(xíng),為控製零件在裝夾過程的受力變形量可(kě)以采用端麵打表的方式進行控製;端麵接刀要避開裝配位置、零件定位、壓緊位置(zhì);平麵度0.005mm檢測,因為不是設計要求,是工藝過程的要求,不一定(dìng)要有實測數據,隻要能滿足(zú)最終齒輪加工精度要求即可。通(tōng)過(guò)跟蹤現場,發現隻(zhī)要將零件定位麵放在檢驗(yàn)平台上推,感覺有均勻的(de)相互吸(xī)力,零件的平(píng)麵度就能滿足後續零件的加工精度,同時也可(kě)采(cǎi)用在平台上用表打(dǎ)端麵的方(fāng)法配合使用,這種檢驗方法(fǎ)易操作也好掌(zhǎng)握。
在保證滾齒夾具必要的硬度、精(jīng)度的同時,夾具定(dìng)位麵以及(jí)壓緊麵的設計很關鍵,根據零件的結構,為消除因定位麵(miàn)不平,零件在壓緊過程產(chǎn)生的變形,使零件獲得準確可靠的裝夾,選用(yòng)零件兩(liǎng)端麵靠近齒根部的環形實體麵作為定位和壓緊位置。因此夾具的定位端麵及壓緊塊上應加(jiā)工出一個大的環形槽,以便讓開零件的非定位部分,這樣可減輕夾具重量(liàng),夾具也(yě)容易製(zhì)造。
夾具裝在滾齒機上之後,應對夾具進行找正。找正夾具的定位軸與工作台同心;找正夾具(jù)定位軸與(yǔ)工作(zuò)台垂直;找正夾具定位端麵與工作台平行。注意夾具的徑向跳動不(bú)大於(yú)加工零件(jiàn)徑向跳動量要(yào)求的三(sān)分之一。對(duì)定位部(bù)分較長的夾具,需要校正兩點,並使兩點跳動的方向一致,以(yǐ)免夾具安裝與工作台不垂直。夾具的(de)端(duān)麵跳動根據夾具支撐端麵(miàn)半徑大小決定,一般在0.006~0.01mm。
零件的安裝關係著加工出的齒輪精度好壞,故(gù)零件應可靠固定,同時檢查零件外徑,應與夾具同心,並(bìng)且在零件夾緊情況下不應產生(shēng)變形,可用打表的方(fāng)式(shì)來檢查(chá)工件的裝(zhuāng)夾情況。
由於(yú)齒輪模數較大,加工精度高,零件材料為鈦合金,這種材料強度大、硬(yìng)度高(gāo)、耐(nài)衝擊、加工中容易硬化、切削溫(wēn)度高刀具磨損嚴重(chóng),屬難加工材料,選用AA級硬質(zhì)合金滾刀,並分多次走刀加工。
表1 齒輪參數與檢驗項目
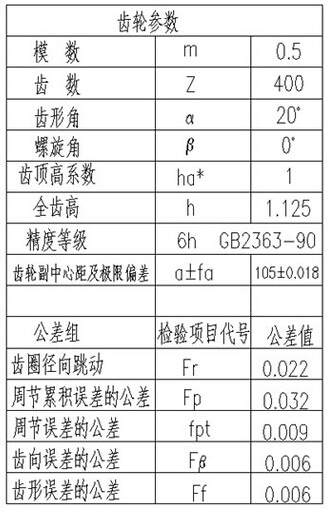
從表1中(zhōng)可以看出,通過利用三坐標測量機上Quindos測量軟件中齒輪測量功(gōng)能,一次性完成(chéng)了齒向、齒形、周節誤差、周節累積誤差及齒圈徑向跳動(dòng)的測量,並可輸出測量結果,滿足用戶檢測要求(qiú)。
零件材料為鈦合金,毛刺堅韌,不易去除幹(gàn)淨,需(xū)要(yào)用尖銳的刀具在放大鏡下鏟去較大的毛(máo)刺及齒(chǐ)麵粘結物,然後局(jú)部修光,再用常規的齒輪去毛刺辦法去毛刺(cì),最後用超聲波清(qīng)洗機(jī)處理(lǐ),這樣(yàng)齒輪表麵(miàn)才會幹淨。
上述工藝方法在現場多批零件中進行應用,經受了(le)考驗。為現場生產加工解決了生產難題,零件合格率(lǜ)可以達到99%,加工300件(包括φ181和φ201兩種齒輪)保守估(gū)計可創造上百萬(wàn)的經濟效益,同時也積澱了精密零(líng)組件加工經驗。
如果(guǒ)您有機(jī)床行業、企(qǐ)業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

調查")
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬(shǔ)切削(xuē)機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基(jī)本(běn)型乘用(yòng)車(chē)(轎車)產(chǎn)量數據
- 2024年11月 新(xīn)能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量(liàng)數據
- 2024年10月(yuè) 金屬切削(xuē)機床產量數據
- 2024年9月(yuè) 新能源汽(qì)車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據