


高效高(gāo)速加工技術與裝備
現今,在製造業高速數控加工中(MC)機床已得到了極為廣泛的應用(yòng),並已成為現代數字化製造(zào)企業實現產品數字化(huà)製造的關鍵基礎裝備,是實現批量定製產品(pǐn)高效(xiào)高(gāo)速加工生產的核心(xīn)設備。
高效高速加工(gōng)(HEM-HSM)通(tōng)常包含有兩方麵的(de)基本含義:
高(gāo)金屬切(qiē)除率(lǜ)
高效加(jiā)工,就意味著要求數控機床應(yīng)具有高金屬切除率,或者說要求數控機床主軸(zhóu)應能提供足夠高的(de)切削加工能(néng)力。金屬切除(chú)率(mrr)定義為單位主軸運(yùn)行時間內切削(xuē)金屬材(cái)體積(jī)或重量,典型單位為(wéi)cm3/min。
高加工零件產(chǎn)出率
高速加工,則意味著要求數控機(jī)床應具有高加工零件產出率。首先,這就(jiù)要求數控機床加工零件運行中非切削(xuē)輔助運行(非增值運行(háng),主要包(bāo)括換刀與空行程等)時間應盡可能短,或者說要求機床應具有(yǒu)高主軸運轉率(主軸運轉時間占(zhàn)零(líng)件加工周期時間的百分比)。其(qí)次,要(yào)求零件加工生產周期時間盡可能短,或者說要求機床應能提供高(gāo)切削速度、高加工(gōng)進給速(sù)度和高(gāo)坐標運動加/減速度以(yǐ)及快速刀具交換(huàn)能力。
為實現上述這(zhè)兩個基(jī)本目標,數控機床設計師們(men)在傳統高自動(dòng)化數控MC機(jī)床基礎上,經過長期持續努力創新性地研(yán)發出高速電主軸、直線電機、高速滾(gǔn)珠絲杠、力矩電機、直驅式主軸擺角頭和直驅式數控轉台(tái)等數控(kòng)機床各種關鍵功能部件,並(bìng)對傳(chuán)統數(shù)控機床結構進行(háng)優化與(yǔ)創新,研製出了能(néng)夠實(shí)現高效切削加工與高加工零件產出率的新型高速數控加(jiā)工機(jī)床,主要(yào)包括有:
高性能五坐標數控機(jī)床
通過集成更多的運動坐標(biāo)軸,配置高功率、高轉矩、高速主軸在一台高(gāo)速數控MC機(jī)床上,並采(cǎi)用“一次裝(zhuāng)夾完成全部加(jiā)工” 工藝策略,實現高速粗精多工序加工、或(huò)與3/4/5坐標聯動、或與多麵體多工序(xù)加工一次完成,或(huò)者說更多地使用高性能五(wǔ)坐標數控MC機床進行複雜產品(pǐn)零件的高(gāo)效、高速加工。
多主(zhǔ)軸高速數控機床
將多(duō)個(gè)主軸集成在一台高速數(shù)控機床上以實現大幅度提升數控機床的總切削加工能力,以取得高零件加工產出率,這就是多主軸高速數控(kòng)機床。多主(zhǔ)軸高速數控機床主(zhǔ)要包括多主軸高速數控加工中心(MSMC)機床和(hé)多主軸高速數控車削(xuē)中心(MSTC)機床等。
高速(sù)複合(hé)數控(kòng)加工機床
基於“一次裝夾完成全部加工”工藝策略,優化與創新傳統高速數控機床結構設計,實現將銑(xǐ)、車、鑽、鏜等多種不同加工工藝集成在一台高速數(shù)控MC機床上實現複合化加工,這就(jiù)是高速複合數控機床。
上述這幾類高速數控機床和普通高速數控(kòng)機床相比具有更高的加工效率和加工零件產(chǎn)出率,可歸類於一種高效高(gāo)速數控(kòng)加(jiā)工機(jī)床範疇。本文(wén)限於篇幅僅對其中多主軸數控加工中心(MSMC)機(jī)床相關技術進(jìn)行介(jiè)紹和討(tǎo)論(lùn)。
多主軸數控(kòng)MC機床
眾所周知,對普通數控加工機床(無論是數控MC機床,或是數控TC機床)通常都僅設計有一個主驅動裝(zhuāng)置—主軸裝置。顧名(míng)思義,MSMC機床則是它(tā)設計有(yǒu)多(duō)個主軸。對MSMC機床來(lái)說,一般設計有(yǒu)2~6個主軸。製造業中應用最多(duō)的是為雙主軸(zhóu)的MSMC機床,其次為3/4主軸的MSMC機床。
實際上,在普通數控MC機床上,再增加1個、2個或更多的主軸,就可構成最初始的MSMC機(jī)床。因此,MSMC機(jī)床保持了普通數控MC機床的各種主(zhǔ)要的先進功能特征,如自(zì)動刀具交換(ATC)、自動工件(jiàn)交換(AWC)和(hé)多坐標聯動(dòng)加工等功能。同時,和普通數控機床一樣,MSMC機床可設計為立式結構、臥式(shì)結構、典型低軌動龍門結(jié)構,以及高架橋式動龍門結構等,見圖1。
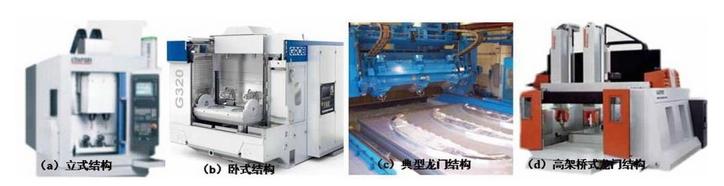
圖1 若幹不(bú)同結構的MSMC機床
應指出的是,MSMC機床(chuáng)概念並不是新近才提出的。在(zài)某些應用領域,多主軸數控機床(chuáng)已經存在好(hǎo)多年(nián),而傳統多主軸機械車床的(de)使(shǐ)用則有近百年曆史。在航宇製造業中,大型3主軸數控仿形銑床早就被推薦作為航宇工業標準,同時(shí)大型多主軸數控龍門型麵銑床在航宇製造業中應用也已有較長年頭了。這些多主軸機床都是設計為可同時加工多個零件,能有效地提(tí)高數控機床加工(gōng)效率(lǜ)與加工零件產出率。
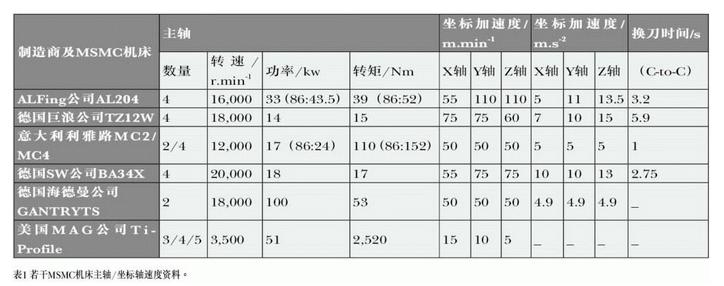
但是,當時工業界對MSMC機床技術並沒有引起太多(duō)關注和足夠重(chóng)視。直至最近20年間,隨著高速(sù)數控機床技術快速發展和廣泛工業應(yīng)用,同時由於全球化(huà)巿場的變化,製造業產品生產方式更多轉向多(duō)品種、小批量、定製加工生產,傳統高自動化生產係統費用高,以及普通數控MC機床單機加(jiā)工能力已趨向飽和,工業界開(kāi)始重新關注MSMC機床技術,並在20世紀90年代中後期得到了快速發展和更多應用,特別(bié)在歐洲汽車製造(zào)業和液壓件行業領域。可以說,現代MSMC機床實際上是基於傳統高速數(shù)控(kòng)MC機床技術為基礎(chǔ)的一種高加工生產率(lǜ)的專用型高速數控MC機床。表1給出的為若幹數控機床製造商推出的商品化(huà)MSMC機床的主軸與坐標軸相關的基本速度參(cān)數,明顯呈現了高速數控MC機(jī)床的最基本特征。這就(jiù)是說,在普通高速數控MC機床上再(zài)增(zēng)加(jiā)1、2個主軸,或更多主軸,則就可構成了現代MSMC機床(除非特別說明,後文所述的MSMC機床均指現代(dài)MSMC機床)。但是,MSMC機床(chuáng)和普通高速數控MC機(jī)床相比(bǐ)仍具有(yǒu)許多(duō)自己獨特的結構特征,其中最(zuì)大的不同是為(wéi)多(duō)主軸(zhóu)結構或與工件交換裝置的結構設計。
MSMC機床基本分類(lèi)
目前,MSMC機床(chuáng)在汽車製造業、液(yè)壓件行業和航宇製(zhì)造業領域中得到了較多實際應用,並還在日益擴展中。基於MSMC機床加工零件對象與加工批量不同,應用在(zài)汽車製造業和應用在航宇製造業的(de)MSMC機床結構存在較大不同。但基本可分為兩大(dà)類型:普通(tōng)型和大型MSMC機床。
普通型MSMC機床
應用(yòng)於汽車製造業、液壓(yā)件行業領(lǐng)域的MSMC機(jī)床,其加工零件對象多為中小尺寸範圍的複(fù)雜菱形類結構件,諸如汽車發動機缸體、缸蓋、連杆、刹車構件等,多數需要(yào)進行空間孔係(xì)切削加工,需使用4~5坐標軸數控MC機床實現空間多麵體分度定位加工,見圖2(a)。同時這類零件加工(gōng)生產的批量通常很大(dà),一般要求年產量能達數萬(wàn)至數十萬件,已屬大批量(liàng)加工(gōng)生產(chǎn)範疇(chóu)。零件大批量加(jiā)工生產,相應刀具用量極大,一般要求配有大容(róng)量刀庫,並且對機床坐標運動速度、加減速度、快速工件裝夾、加卸載操作性以及刀具交換速度等都有較高要求,或者說(shuō)這一類MSMC機床對速度和自動(dòng)化水(shuǐ)平均有(yǒu)極高要求(qiú)。這是因為單個零件加工生產周期哪怕僅是減少1s,但對(duì)要求年產數十萬(wàn)件的大批量加工生產而言卻具有重(chóng)要意(yì)義。

圖2 使用MSMC機床加工(gōng)的典型零(líng)件
目前,適合於(yú)大批量零件加工(gōng)應用的MSMC機床多(duō)采用如圖(tú)1(a)與圖1(b)結構設計。為敘述方便,將(jiāng)這一類的多主軸機床稱為普通型(xíng)或中小型MSMC機床。
大(dà)型MSMC機床
大型(xíng)MSMC機床(chuáng),主要是(shì)指應(yīng)用於航宇製造業(yè)領域的MSMC機床,其加工零件(jiàn)對象多(duō)為大(dà)尺寸或超(chāo)大尺寸範圍的複雜航宇整體結構件,諸如飛機梁(liáng)、框、肋、壁板等構件,且多為帶筋薄壁複雜空間曲麵零(líng)件,大多數須(xū)使(shǐ)用5坐標軸數控MC機床實現聯(lián)動加工複雜(zá)空間曲麵(miàn)輪廓(kuò),見圖2(b)。同時,這類零件加工生產(chǎn),通常種類較多,批量典型為數(shù)十至數千,屬(shǔ)典(diǎn)型多品種小(xiǎo)批量加工生產(chǎn)範疇。適合於這類(lèi)零件加(jiā)工應用的(de)MSMC機床多采用如圖1(c)與圖1(d)結構設計,即為典型大(dà)型動龍(lóng)門機床結構。基於(yú)航宇(yǔ)結構件切削加工時間通常較長,一般不特別要求配置有大容量(liàng)刀庫,但多要求配置大功率、高轉矩、高速主(zhǔ)軸,以適應大型航宇輕(qīng)硬合金材(cái)整體結構件高金屬切除率的高效、高速加工工藝需求,mrr通常要比汽車製(zhì)造業中應用的普通型MSMC機床的(de)要高出許多。
此外,對MSMC機床來說,若按照其在實際生產應(yīng)用中所允許采(cǎi)用的不同加工工藝方法,則還可被分為同步(bù)MSMC機床和柔性MSMC機床(chuáng)。
同步MSMC機床
所謂同步MSMC機(jī)床,是指在多個零件一次裝夾之後,MSMC機床的多個主軸(zhóu)能(néng)同時加工多個同樣的零件。通常,這一類MSMC機(jī)床的多個主軸驅動是和坐標運動捆綁(bǎng)在(zài)一起的,或者說多個主軸共享機床坐標軸運動指令數據,實現多主軸同步運行,因此被稱為同步MSMC機床。應注意的是,相對應的機床機(jī)械(xiè)設計,驅動控製和加工(gōng)編程技術等(děng)都應能適應這種基本運動控製(zhì)要求。普通型MSMC機床多設(shè)計為同步MSMC機床。
柔性MSMC機床(chuáng)
所謂柔性MSMC機床,主要是指某些雙(shuāng)主軸結構的MSMC機床,其雙主軸既可實現同(tóng)時加工兩個同樣的零件,又可采用(yòng)交替加工同一個零件,或者加工兩個不(bú)同(tóng)的零件。因(yīn)呈現出較佳應用柔性,而被稱為柔性MSMC機(jī)床。通常,這一類(lèi)MSMC機床的多(duō)個主軸(zhóu)驅動和其相應的坐標運動是設計為(wéi)可獨(dú)立控製的。同樣,相對應的機床機械設(shè)計、驅動控製和加工(gōng)編(biān)程技術等都應能適應這(zhè)種(zhǒng)基本運動控(kòng)製要求。大型MSMC機床多設計為柔性MSMC機床(chuáng)。
MSMC機床總體結構
如前所述,MSMC機床是在傳統高速數(shù)控機床(chuáng)基礎上(shàng)發展起來的,因此傳統高速數控機床基本設計概(gài)念在MSMC機床上得到較多繼承。但是,MSMC機床和(hé)普通高速數(shù)控MC機床相比,由(yóu)於多主軸同時切(qiē)削加工多個零件,因(yīn)而機床高剛(gāng)性和低熱膨脹(zhàng)結構設計是極為關鍵的。
為獲得MSMC機床高靜動態剛性,普通型(xíng)MSMC機床總體結構多采用整體框架式箱中箱結構設計(jì)技術,並且一(yī)般都將X、Y、Z正交三直線運動集成在主(zhǔ)軸刀具側,而(ér)旋轉運動(dòng)集成在工(gōng)件側,使加(jiā)工切削力合理地分配到主軸側與工件側,並盡可(kě)能直接通過整體框架床身結構或整體床身基(jī)礎框架結構吸收消散,見圖3。
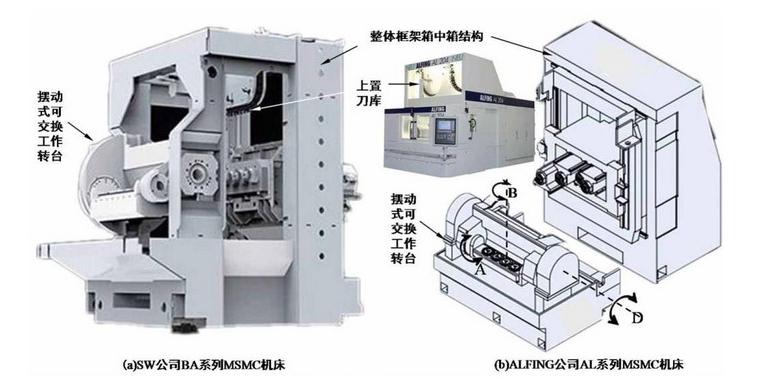
圖3 整體框架式箱中箱結(jié)構
圖3(a)所示為德國SW公司推出(chū)的BA係列MSMC機床,可作為整體框架結構設計的典型實(shí)例。從圖3(a)可清晰(xī)看出,BA係列機床采用立體整體框架式(shì)箱形床身結構設計,即將構成機床的(de)梁、柱(zhù)和基礎(chǔ)床身連成一體形成一個高剛性的整體箱(xiāng)形結構,突(tū)破(pò)了傳(chuán)統數(shù)控MC機床的床(chuáng)身-立柱-橫梁(liáng)式(shì)結構設計。SW公司BA係列機床整體框架承載有擺橋式旋(xuán)轉(zhuǎn)工作台和配置(zhì)有2/4個主軸並采用了箱中(zhōng)箱(xiāng)結構(gòu)設計的X、Y、Z坐標軸運動構件,在有限封閉空間(jiān)內結構極為緊(jǐn)湊,實現了主軸刀具(jù)和工作台間(jiān)的最優動力傳(chuán)遞(dì),提高了機床靜動態剛性(xìng),改(gǎi)善了加工精度(dù)和工藝可靠性。據SW公司宣稱,采用這種專利整體框架式設計技術,該公司的BA 400係列MSMC機(jī)床靜剛度已達(dá)7,582kg/mm(7.58 kg/μm),接近傳統單主軸數控(kòng)MC機床先進水平。
圖3(b)所示為(wéi)美國AFLING公司AL係列MSMC機(jī)床,也是采用了整體框架式結構設計,可作為整(zhěng)體框架結構設計的另一典型實例。但和SW公(gōng)司BA係列機床不同的是(shì),其擺橋(qiáo)式旋轉工作台被設計為獨立的模塊選件,用戶可(kě)根(gēn)據實際(jì)需求配置(zhì)固定式的工作(zuò)台、單軸(zhóu)(A)或多軸(n×B/A n×B)的擺橋式旋轉工作台。
實際上,從圖3已可明顯看出,普通型(xíng)MSMC機(jī)床基本上都采用了(le)由正交三軸高速數控機床的床身 單軸(zhóu)或雙軸擺橋式旋轉工作台結構(gòu)的設計方案。目前,絕(jué)大多數用於汽車製造業與液壓件行業的MSMC機床,製造商(shāng)們都采(cǎi)用了(le)整體框架式箱中箱結構床身、上置大容量刀(dāo)庫和擺(bǎi)橋式旋轉工作台的設計方案,如德國(guó)的Grob公司G係列、Licon公司LiFLEXII係列以及意大利(lì)Riello公司的MC2/MC4係列等MSMC機床都采用了相類似的結構設計(jì)技術,各具特色。
多主軸結(jié)構設計
如前所述(shù),MSMC機床的多主軸通常(cháng)是和所有的坐標軸運動捆綁(bǎng)在一起,特別是用於大批(pī)量零件加工生產的(de)普通型MSMC機床。在一般情況下,MSMC機床多主軸間距(主軸中心線間距離)被設計為固定的,主軸間(jiān)距將取決於被加工零件的尺寸範圍,常見的有200~1,000mm不等,通(tōng)常(cháng)主軸越多,其間距就(jiù)越小。同步MSMC機床的多主軸被設計為同步工作,共享各坐標軸運動(dòng)以同時加工多個同樣的零(líng)件。
大多(duō)數MSMC機床的多主(zhǔ)軸驅(qū)動都設計為可(kě)獨立控製的,僅少數被設計為主從式,一(yī)個主驅動主軸,其餘為從動主軸,每個主軸不能單獨(dú)控製與(yǔ)移動,這類MSMC機床主要為專用(yòng)於(yú)多主軸同時進行鑽削加工應(yīng)用場合而設計的。同時,考慮到實際應用中(zhōng)刀具初始位置準確定位調整,MSMC機床的多主軸一般僅(jǐn)允許一個主軸Z軸(zhóu)向可設計為固(gù)定(dìng)不能調整,其(qí)餘主軸Z向軸套都應設計成可手(shǒu)動或自動調節的。

圖4 MC2雙主軸數控MC機床
一般地說,無論立式結(jié)構,還是臥式結構的MSMC機床,其多個主軸(zhóu)通常設計為左右排列結構,見圖1~圖2。但也有被設計(jì)成上下排列結構的。如意大利 Riello(利雅路)機床公司的(de)MC2雙主軸數(shù)控MC機(jī)床,其雙主軸就采用了上下排列結構設(shè)計,見(jiàn)圖(tú)4。利雅路公司MC2機床是麵向鋁合金、鋼和(hé)鑄鐵材等中小型(xíng)零件(jiàn)變批量 (5~20萬(wàn)件/年)加工生產而設計的,機床采用帶加強筋的整體框架式結構設(shè)計,具有較高的靜(jìng)動態剛性。主軸最大功率24kW,轉速12,000r/min,機床坐(zuò)標進給(gěi)速度指標可參閱表1。雙主軸間距320mm。主軸套可沿Z軸運動,兩個刀(dāo)庫設計在同一側,也(yě)被設計為(wéi)上(shàng)下排列(liè)結構,換刀速度僅1s(C-to-C)。工件(jiàn)托盤(pán)和工作台可在立柱上實現(xiàn)上下運動(Y軸)和B軸旋(xuán)轉運動(dòng),而X軸運動為立柱側在床身上的移動。X、Y、Z行程為500×400(720)×520mm,定位精度為X、Y、Z:0.008mm,B:5弧度秒。機床采用(yòng)三(sān)點支撐設計,無需特殊地基而且占地麵積小,使得機床的整體運輸裝配和在車間的移(yí)位都非常(cháng)方便。
應用於航宇製(zhì)造業的大型MSMC機床,絕大多數都采用典型(xíng)動龍門床身結(jié)構與立式多(duō)主軸左右並列結構,見圖1(c)與(d)。瑞士StarragHeckert(斯(sī)達拉格海科特)技術公司新(xīn)推出的用於加工大(dà)型鈦合金材(cái)構件的數控型麵銑床(Big Titanium Profiler )BTP5000,為雙主軸大型五坐標MSMC機床,X坐標軸行程可達5,000mm,其雙主軸為臥式,采用了上下排列結(jié)構設計,見圖5。該MSMC機床重達200t,采用高剛性框架結構設計,為(wéi)適應硬合金材料高效切削,使用機械(xiè)齒輪傳動式主軸,單個主軸功率37kW,扭矩940Nm,最(zuì)高(gāo)轉速8,000r/min;X、Y、A、C 4個坐標軸(zhóu)運動集成在主軸刀具側,僅Z軸運動集成在工件側,具有高靜動態剛性,並可提高低頻顫震阻尼能力,可配有450把大容量(liàng)模塊化刀(dāo)庫和雙換刀機械手,換刀可同時在雙主軸上進行。據報(bào)道,該MSMC機床加工鈦合金Ti 6Al4V時金屬(shǔ)切除率mrr達754cm3/min,加(jiā)工鈦(tài)合金Ti5553時mrr已達295cm3/min。由於其主軸(zhóu)采用(yòng)臥式結構(gòu)設計,因而加工排屑效果優於典型動(dòng)龍門結構的大型MSMC機床立式主軸結構。
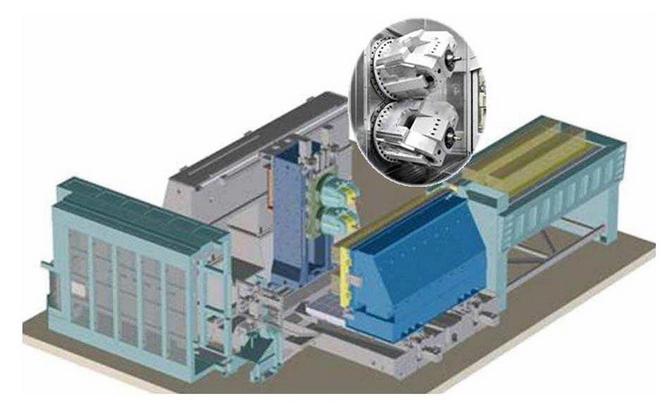
圖5 BTP5000臥(wò)式雙主軸五坐(zuò)標數控MC機(jī)床
至此,已介紹的MSMC機床(chuáng),無論其多主軸是設計為左右排列,還是(shì)設計為上下排列,均為(wéi)臥式結(jié)構或立式結構。德(dé)國Witzig & Frank有限(xiàn)公司推出的(de)Twinflex MD四主軸、雙工作站的五坐標數(shù)控MC機床,則采用(yòng)了(le)多立臥式主(zhǔ)軸相結合的(de)結(jié)構設計,即一對(duì)主軸為臥式並列結構,一對主軸為立式並列結構,見圖6。

圖6 立臥(wò)式結合的(de)四(sì)主軸數控MC機床
Twinflex MD多軸數控(kòng)MC機床(chuáng)每對主軸間距400mm,主軸功率26kW,最高轉度15,000r/min,刀具換刀機械手設(shè)計在(zài)每對主軸(zhóu)相應的兩側。每個工作(zuò)站由可獨立驅動控製的(de)擺橋式(shì)旋轉工作台組成,每個工作站都可實現五麵體加工,允許兩個工作站同時加工,或交替加工。X、Y、Z直線坐標軸行(háng)程450×450×500mm,采用直線電機驅動,快速(sù)移動速度可達100m/min。該MSMC機床主要麵向多(duō)品種、中批(pī)量,且需多麵體加工的零件。由於采用雙工(gōng)作(zuò)站結構(gòu)設(shè)計,加工切削與工件裝卸可同時進行(háng),從而(ér)可減少機床空閑時間,大大提高了零件加工生產率。
應該指出的是,目前MSMC機床多主軸概念和結構設計技術仍在持續發展之中,出現了一些(xiē)具有創新(xīn)性的新型(xíng)MSMC機床。圖7所示的為Emag LLC公司開發的一種新型多主軸數控加工機床可作(zuò)為一典型實例。該機床創新性地綜合了傳統組合加工機床和高速數控MC機床的特點,采用了整體框架式結構設計技術,多主軸刀具按零件加工需要設計在框架體的上下左右的邊框固定板上,不設置自動刀具交換裝置,節(jiē)省了輔助換刀(dāo)時間與相應(yīng)的輔助(zhù)機構,並可使用動力刀具或複合刀具,實現(xiàn)多工(gōng)序一次加工(gōng)。應用(yòng)可進(jìn)行X、Y、Z直線坐標軸與旋轉坐標軸(4軸)、並帶有液壓夾緊裝置(zhì)的高速移動的工件裝夾運動平(píng)台(tái),采用“工件找刀具”的控製(zhì)策(cè)略實現零件高效高(gāo)速切削(xuē)加工,通常可在1s內實(shí)現加工(gōng)變換(C-to-C)。這種新型多(duō)主(zhǔ)軸數控加工機(jī)床主要(yào)麵向汽車製造業(yè)諸如底盤拉杆、齒輪箱體、箱蓋等須進行(háng)多麵體加工的中小(xiǎo)型複雜結構件(jiàn)的高效(xiào)、高速、大批量加工生產。
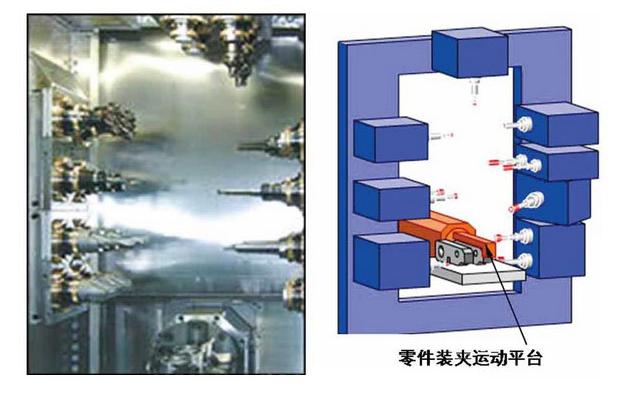
圖7 Emag LLC公司新型多主軸(zhóu)數控(kòng)加工機床(chuáng)
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進(jìn)行(háng)資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com

")
- 2024年11月(yuè) 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘(chéng)用(yòng)車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口(kǒu)情況
- 2024年10月 分地區金屬切(qiē)削機床產量(liàng)數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量(liàng)數據