


摘要: 本文主要介紹基於FANUC係統上自動行程潤滑的應用。
關鍵詞:FANUC係統、行程潤滑
引言:
數控機床是集機械、電氣、液壓(yā)於(yú)一身(shēn)的高速、高精度、高效(xiào)率的加(jiā)工設備,擁有較高(gāo)的自動化水平(píng),有利於提高機械加工生產效率,如今以廣泛運用於加工、石油、汽車等領域。而數控機床的保養,可靠運行、維修,以及如何延長使用壽命,是(shì)機床製造廠家和廣大用戶密切關(guān)注的問(wèn)題(tí)。其中機床導軌、絲杠等機械部件能(néng)否充分(fèn)潤滑是(shì)至關重要的,行程潤滑的提出就是基於我國數控機床的發展(zhǎn)及用戶對機床本身性能及保養而提(tí)出的。
以往數控機床大都(dōu)采用手動潤滑或定時潤滑,其中手動潤滑費(fèi)時費事,直接影響到加工效率,而定時潤滑在機床上電後不加工的狀態下也潤滑,造成了不(bú)必要的浪費,增加了成(chéng)本。我們知道,機床在一次充分潤滑後,會在導軌、絲杠等機械部件上形成一層(céng)薄薄(báo)的油膜,當機床進給軸來回移動時,油膜會由於摩擦逐漸被消耗掉,通過經驗可以得知進給軸來回移動多少有效行程,需要再次潤滑(huá)一次。利用這個原理可以規定一個最大行程,當(dāng)進給軸來回移動的有效行程超過最大值時,就啟動潤滑泵(潤滑時間用戶可(kě)自行設定),我們稱之為“行程潤滑(huá)”,關鍵問題就在於如何獲(huò)得進給軸移動距離的數據。
FANUC數控係統提供了一個特殊的功能(néng),“窗口(kǒu)功(gōng)能”,它是一條PLC編程功能指令,CNC的數據可以通過它進行讀和寫,讀寫的內容由(yóu)功能指令代碼來決定(dìng),當代碼為“28”時,窗口功能讀取的就(jiù)是各進給軸的機械(xiè)坐標值(zhí)。當然讀取的數據還需作進一步處理,才可用於潤滑的自(zì)動控製,下麵(miàn)就工作原理和部分PLC程序作簡要(yào)說(shuō)明。
1、工作原理:
如右圖所示,當(dāng)進給(gěi)軸由A點向B點正向移動(dòng)的同時讀取A點(diǎn)的坐標值,並存到1#寄存器,當進給軸由B點向A點負向移動的同時(shí)讀取B點的坐標值,並存到2#寄存器,然後每當反向移動的同時,讓2#寄(jì)存器(qì)的數值減1#寄存器的數值(zhí)並存到3#寄(jì)存器中,即2#-1#=3#,同時再把3#寄存器每次得到的差值累加(jiā)到4#寄存器中,那麽4#寄存器中的數據就是進給軸移動的有效行程值,最後拿4#寄存器(qì)中的數(shù)據與5#寄存器中設定的參考數據進(jìn)行比較,當4#≥5#時,就啟動潤滑(huá)泵,同時把1#、2#、3#、4#寄存器的數據清零(líng),直到潤滑延時到達由計時器設(shè)定的值(zhí),以(yǐ)上寄存器開始重新記數。由於以上數據的采集是在進給軸反向移動的瞬間,而在移動過程中是不運算的,所以此功能所得到(dào)的數據存在誤差,最大誤差就是進給(gěi)軸的最大行程(chéng)。當然(rán)此誤差對於行程潤滑的設(shè)定(dìng)值來說可以忽略不記,或者用戶可以把誤(wù)差考慮進去(qù),減小潤滑(huá)的(de)設定值即可。
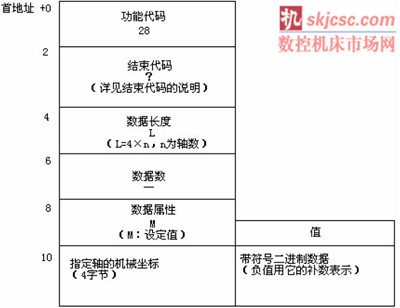
窗口功能指令數據格式如下所示:
首(shǒu)地址給定的是功能代碼“28”,表示此指令的功(gōng)能是讀(dú)取進給軸的機械坐標(biāo)值;
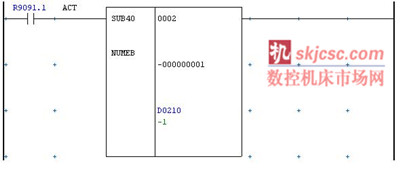
數據屬性M:當M=-1時,讀取所有進給軸數據;當M=n(n為自然數)時(shí),隻讀取n號進給軸的數據;
10號地址就是個進(jìn)給(gěi)軸的機械坐標(biāo)數據區(每個(gè)軸的數據為4個(gè)字節)。
2、PLC程序:
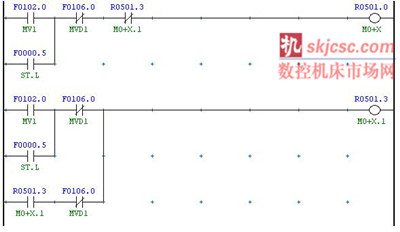
上(shàng)圖為第一軸(即X軸)正向移(yí)動時的(de)脈(mò)衝信號PLC程序,其周期為PLC的一個掃描周(zhōu)期。其中F102.0為第一軸移動中信號(hào),當它為0時,表示第一軸處(chù)於禁止狀態,為1時表示第一軸處於移動狀態。F106.0為第一軸移動方向信號,當它為(wéi)0時,表示第一軸處於正向移動狀態,為1時表示第一軸處於負向移動狀態(tài)。最後生成第一軸成正向移動脈衝(chōng)信號R501.0。
同理可以生成第一軸負向移動(dòng)脈衝信號(hào)以及第二軸正、負移(yí)動脈衝信號。
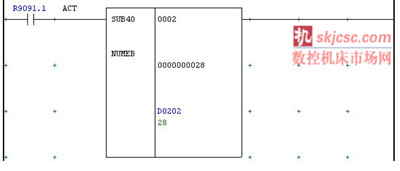
由於窗口功能指令中的(de)功能代(dài)碼和數(shù)據(jù)屬性是唯一的,所以用上圖指(zhǐ)令把數值直(zhí)接寫入到相應的數(shù)據區,使用戶不會因誤操作修改數據,而使(shǐ)此功能失效。其中R9091.1為係統默(mò)認的常“1”信號。
上圖為調用(yòng)窗(chuāng)口(kǒu)功能指令,並定義首地址(zhǐ)為D202,那麽根據數據格式的規定,第一(yī)軸的機(jī)械坐標值(zhí)存儲在D212(4個字節(jiē)),第二軸的機械(xiè)坐標值存儲在D216。

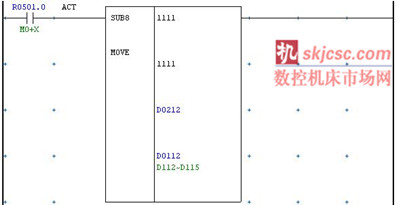
當第一軸的正向移動脈衝信號為(wéi)1時,把讀取(qǔ)的(de)機械坐標值存儲到D112(1#寄存器)中,同樣當第一軸的負向移動脈衝信號為1時(shí),把讀取(qǔ)的機械坐標值存(cún)儲到D116(2#寄存器)中。
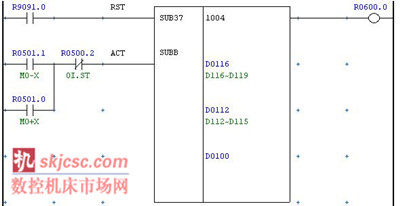
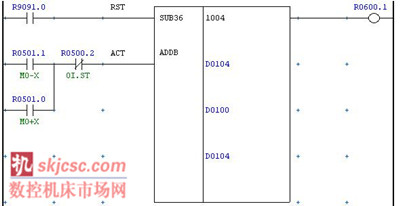
隻要有反向移動信號,就把坐標差(chà)值D116-D112存儲到D100(3#寄存器(qì))中(zhōng)(如圖(tú)1所示),同時把D100的(de)數(shù)值累加(jiā)到D104中(zhōng)(如(rú)圖2所示)。
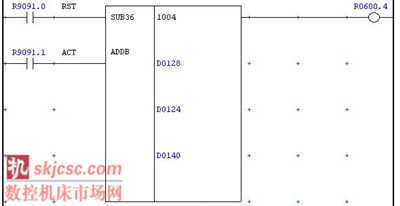
相同原理把第二軸(zhóu)的移動距離差(chà)值累加到D124中,並與第一軸距離(lí)值(由於第一軸是直徑編程,所以(yǐ)D104的數值還需除以2,並存儲到D128中,即D104÷2=D128)相加(jiā),並存儲到D140(4#寄存器(qì))中(如圖3所示)。
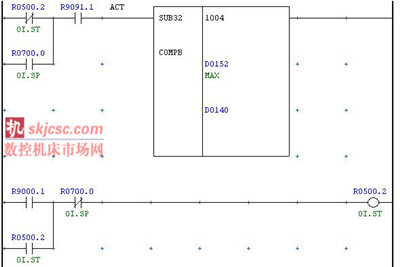
如(rú)上圖所示,把D140中所有進給軸的有效行程數據(jù)與行程設定值D152(5#寄(jì)存器(qì))進行比較。當D140≥D152時,係統信號R9000.1為1,從而啟動潤滑(R500.2),同時用下(xià)圖指令把(bǎ)中間運算的所有寄存器清(qīng)零。
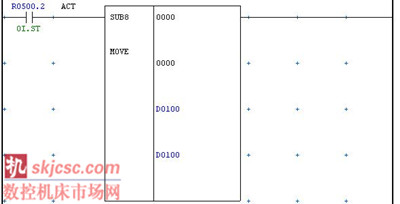
具體潤滑的時間由下圖(tú)的計時指令來完成,用戶可以根據具體情況更改潤滑時(shí)間T40(單位:ms)以及行程距離D152(單位:μ)的值(zhí),以滿足數控機床的潤滑需求。

此行程潤滑功能已廣泛應用(yòng)於我公司的HTC、VTC、CAK等係列數控機床,並得到了(le)各廠家領導及一線操作者(zhě)的廣泛認可。(文自:沈陽第一機床廠技術部)
如果您有機(jī)床行業(yè)、企業(yè)相關新聞(wén)稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型(xíng)乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據(jù)
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年(nián)10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據(jù)