


虛擬軸可編程(chéng)尾座在(zài)FANUC係統上(shàng)的實(shí)現
2013-12-1 來源:數(shù)控機床市場網 作(zuò)者:張(zhāng)強 李燕 趙巍(wēi)
摘要:闡述了虛(xū)擬尾(wěi)座的係(xì)統硬(yìng)件連接,說明了調試(shì)步驟,介(jiè)紹了其工作原理及應(yīng)用
關鍵詞:虛擬軸 PMC程序 數控係統
Realization on FANUC System Using Dummy Axis
Abstract: This paper illuminates the system hardware configuration, working
elements, application and presents the method of dummy axis
Keywords: Dummy Axis; PMC Program; CNC System
引言
隨著自動化的普(pǔ)及近年數控機床得到了廣泛的應用,並在機械加工行(háng)業中獲得了認可。為了更好的滿足自動化生產線的發展,數(shù)控機床(chuáng)也需要(yào)有更(gèng)好的適(shì)應性、通用性和擴展性。例如目前使用較為廣泛的液壓卡盤,液壓(yā)尾座(zuò)在實際生產中能很有效(xiào)的縮短裝夾和頂緊工件的(de)時間,提高加工(gōng)效率(lǜ)。而可編程尾座則是在液壓尾座的基(jī)礎上(shàng)進一步開發,對尾座的控(kòng)製更加合理和高效。本文以FANUC係統數控(kòng)車床上配置(zhì)液壓可編程尾座(zuò)為例,對液壓可編程尾座的實現進行(háng)論(lùn)述以便(biàn)其更廣(guǎng)泛的得(dé)到市場(chǎng)應用。
1、虛擬軸可(kě)編程尾座的工作原理
本文所指的可編程尾(wěi)座是靠液(yè)壓係統提供動力,通過控製液壓站進油和回油電磁閥帶(dài)動油缸實現尾座的前進和後退,以(yǐ)光柵尺作為反饋信號進行位置反饋,來實現編(biān)程(chéng)控製及進給運動。與傳統(tǒng)液壓尾座(zuò)相比較,操作者在更換工件時需要手動推拉尾座到某(mǒu)個(gè)固定位置通過液壓推動尾座內部套筒來頂緊(jǐn)工件,在此延長了零件的加工(gōng)時間,而通過程序來控製尾座移動相對普通的液壓(yā)尾座而言,具有更好的靈活性,擴展性。如果給機床配上自動送料器等設備,該機床便實現了全自動化機床。
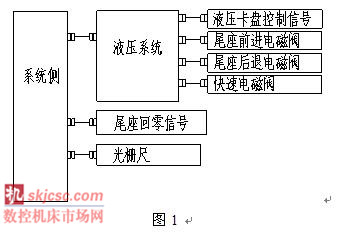
2、虛擬軸(zhóu)可編程尾座的硬件連接
以普通(tōng)的FANUC係統的數控車床為例,機床實現可編程尾座所需要(yào)的硬件配置,液壓係統、液(yè)壓卡(kǎ)盤(pán)、液壓尾座、光柵尺及尾座零點開關。(見圖(tú)1)
3、虛擬軸可編程尾座控製的(de)難點
虛擬可編(biān)程尾座(zuò)一般選用(yòng)增量式經濟型光柵尺,光(guāng)柵尺精(jīng)度要求相對較低以滿足實際加工即可。由於是增量型光柵尺,因此機床在(zài)電源斷開後重新再次上電,尾座在係統中的(de)位置隻(zhī)顯示(shì)零(líng),由於沒有實體驅動,無法與係統實現真(zhēn)正的(de)通(tōng)訊,尾座不能在係統的常(cháng)規回零方式下(xià)建立機(jī)械坐標係,因此在(zài)什麽方(fāng)式下,通過什麽(me)樣地方法來建(jiàn)立尾座的坐標(biāo)係(xì)成為該項(xiàng)目的主要攻破的對象。
3.1尾座返參考點(diǎn)時的係統狀(zhuàng)態
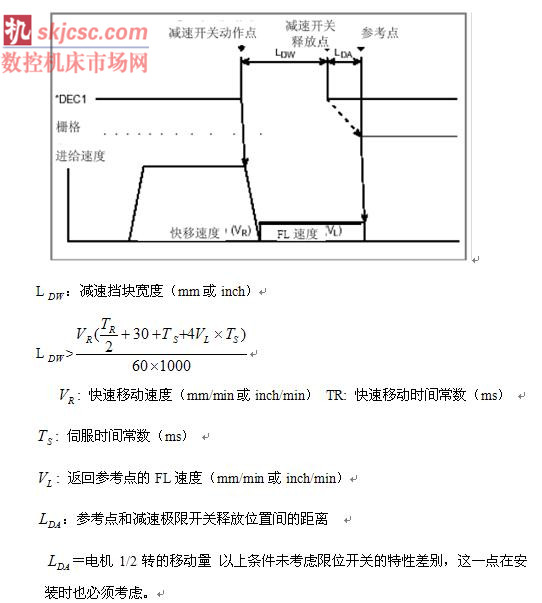
傳統的回(huí)零(líng)方法是(shì)按下操作麵板的回零鍵將係統當前狀態切換到手動參考點返回方式(shì),然後執行(háng)相應軸參考點返回動作,各個軸在參考(kǎo)點返(fǎn)回時通過安裝在機床上的回零減速開關尋找電機編碼器的一轉信號來確定機床的零點(diǎn)位(wèi)置,在安裝手動返回參考點的減(jiǎn)速開關時,要確保滿足以下條件:
對於虛擬尾座而言,由於它(tā)不具備伺(sì)服(fú)驅動器,無法係統實現真正的通訊,因此無法在手動參考點返回方式進行回零動作。經過可行性論證和實(shí)際調試,將尾座參考點返回方式和係統的自動狀態定義在一起,當按下尾座返零方式按鍵之(zhī)後,係統跳轉到自動狀態,再按下尾座返零執行按鍵之後,尾座執行回(huí)零動作。
3.2尾座返參考點的執行過程
正常的係統軸返參(cān)考點時,首先當(dāng)安裝在機床上的限位開關被壓下時,使參考點減速(sù)信(xìn)號變為“0”該軸移動速度減為0後,機床以固定的低速(sù)FL移動(參數No.1425為返回(huí)參考點的FL進給速度),然後當減速限位開關脫開後,減速信號再次(cì)變為“1”,機(jī)床會以固定進給速度(dù)繼續進給,直到到達第1個柵格點(電子柵格點),並停(tíng)止,最(zuì)後確(què)任(rèn)當前的座標位置到達到位寬度範圍內後,參考點返(fǎn)回(huí)結束和參考點(diǎn)確立信號輸出為“1”, 基本步驟(zhòu)的時序(xù)圖如下所示。
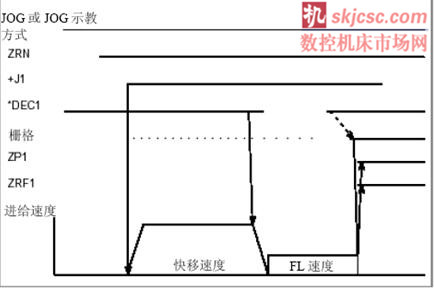
作為虛擬尾(wěi)座在執行機床返參考點動作(zuò)時,當尾座移動到限位開(kāi)關的位置(zhì)時,由限位開關發出信號(hào)給係統,係統把此信號作為第1個柵格點位置,此時通過PMC程序調用程序(G50 C0)後F60.1變為“1”,機床自動執行循環啟動(dòng)後(hòu)F60.1變為“0”,程序運行結束後係統執行坐標係偏移,利用(yòng)工件坐標係G50將該位置設為尾座零點,返參考點動作(zuò)完成。
為了安(ān)全起見,係統上電後出現可編輯“尾座未回零”報警作為提示信(xìn)息 ,以防止操作人員誤操作(zuò)出現(xiàn)危險(xiǎn),此外最好將被調用(yòng)的程序(xù)號設為9000號(hào)之(zhī)後的程序,然後更改參數NO.3202#4、#5實現對該程(chéng)序進行保護,禁(jìn)止修(xiū)改和刪除防止操作人員誤操作將(jiāng)程序改寫(xiě)發(fā)生事故。
4、實現虛擬尾座控製的條件
(1) 虛擬尾(wěi)座上必須裝有光柵尺等類似元件。依靠該元件將尾(wěi)座的(de)行程時(shí)時(shí)的(de)反饋給CNC與係統進行數據傳遞,根據光柵尺的精度,將正(zhèng)確的數(shù)值設置在參數NO.2084,NO.2085中,相當於(yú)標準伺服軸設定的(de)齒輪比。
(2) 數控係統必須具有光柵尺(chǐ)接口。該接口用(yòng)來接收由虛擬尾(wěi)座光柵尺反饋給(gěi)CNC的信(xìn)號,並將該信號轉換成液(yè)壓尾座的(de)實(shí)際位置反映在係統的顯示窗口中。
(3) 數(shù)控係統PMC程序語言必須具(jù)有窗口讀功能指令。通過該功能在編程的(de)時候輸(shū)入想(xiǎng)要尾座移動的距離,PMC就會通過讀窗口功能(néng)將程序中要移動的距離讀入(rù)PMC,之後與當前坐標進行比較控製尾座前進或(huò)者後退,當到達預定目標後停止移動。
5、虛擬軸的參數調試
將外部接(jiē)線按照係統硬件連接(jiē)圖接好之後,檢查電源電壓無誤之後(hòu),接通電源,導入編好的PMC程(chéng)序,按表1設定係統參數後,係統斷電重啟,無報(bào)警後在根據需要進行其他功能調試。(NO.2084,2085根據光柵尺精(jīng)度進行設置,)
表1 虛擬軸參數(shù)設置

6 、 結(jié)語
虛擬軸可(kě)編程尾座的應用不僅提高了機床小批量加工細長軸類零件的效率,還方便客戶(hù)組建自動柔性生產線。為那些對(duì)自動化要求較高的企業和客戶提供了選擇空間(jiān),對於機床生產製造(zào)商而言(yán),則是對數控係統資源的充分利用,因此該功能具有很大的推廣空間。(文自:沈陽機床股份有限(xiàn)公(gōng)司)
投稿箱(xiāng):
如果您有(yǒu)機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係(xì)本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係(xì)本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查")
行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽(qì)車銷量情(qíng)況(kuàng)
- 2024年10月 新能源汽車產量數據(jù)
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地區金(jīn)屬切(qiē)削機床(chuáng)產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據