


摘 要:詳細(xì)說明了進行數控機床切削性能測(cè)試和評價的(de)意義,以及測試評價體係的研究(jiū)內容和(hé)流程。依據數控機床(chuáng)切削負荷能力、工作精度、切削狀態和加工表麵質(zhì)量等指標對數控機床(chuáng)進行切削性能考核,得出機床的加工適用範(fàn)圍、工作精度等級(jí)以及加工表現。有助於為機床製造商了解和掌握機床的真實應用性能,進行麵(miàn)向用(yòng)戶需(xū)求的數控機床開發和進一步對機(jī)床產品進行試(shì)製和優化;同時有利於為機床用戶進行機床的采購和驗收, 找出機床工作精度問題並進行定期精度檢查,尋找機床最(zuì)佳精度範圍(wéi), 減少機床應用中問題的判斷和維修時間。
關鍵詞:切削性能;性能(néng)測試;機床評價;負荷試驗;切削精度
數控機床的水平(píng)、品種(zhǒng)和生產能力直接(jiē)反映了國家的技術(shù)、經濟綜合國力。數控機床作為國防軍工的戰略裝備,是各種武器裝備(bèi)最重(chóng)要的製造手段,是國防軍工裝備(bèi)現(xiàn)代化的重要(yào)保證。數控機床的綜合性能水平,決定了國家工業製造水平。為(wéi)了滿足典型行業用戶對數控機床的應用,機床製造商除了提(tí)供功能完備(bèi)、易用(yòng)和易於維護的機床產(chǎn)品外,還應根據用戶零件的加工工藝特點,重點在機床的幾(jǐ)何精度、加工(gōng)精度、加工效率(lǜ)、設備利用(yòng)率等性能指標上滿足用戶對零件加工的要求。
1、 切削(xuē)性能測試和評價意義
數(shù)控機床的實際應用(yòng)性能(néng),主要表現為:靜態特性、動態特性、運動特性、熱特性、可靠性(xìng)、切削加工的(de)加工效率、精度和應用水平等,對(duì)其進行測試和(hé)評價,可在機床的運動學和動(dòng)力學等方麵(miàn),對機床的運動和動力學性能(néng)進行深入(rù)了解(jiě),並可進一步有針對性地提出改進意見,優化機床性能。
了解(jiě)和掌握數控機床的(de)應用性能可通過性能測試(shì)和切削加工兩種(zhǒng)方式。性能測試可以獲得機床全麵的幾何精(jīng)度、運動精度、熱力學性能、動態性能、承載和變(biàn)形、以(yǐ)及機床可靠性情況。而切削加工(gōng)可以綜合獲得機床的工作精度、負荷能力、加工質量和包含幾何精度、運動精度(dù)、熱力(lì)學性能、動態性能(néng)、承載和變形等性能的綜合表現(xiàn)。
在進行數控機床性能(néng)測試時,由於試(shì)驗測試是通過應(yīng)用先進的測試儀器進行數據的采集和處理(lǐ),與用戶處使用機床的真實環境(jìng)存在區別,測試過程中一般沒有載荷,並且不存在刀具與工具之間的相互作用,切屑(xiè)和切削過程中(zhōng)的各種狀態量無法體現,導致儀器測試得到的數據(jù)與真實切(qiē)削存在差異。另外,數控(kòng)機床的性能測試需要大量專業儀器,多數製造商和用戶不具備(bèi)完善的(de)測試條件。因此(cǐ),最直接和最真實的檢測評價方法是通過切削加工和零件的檢測來實現。
對於(yú)機床用戶(hù)來說(shuō),開展數控機床(chuáng)的切(qiē)削性能測試和評價研究,可以:
A 有利於進行機(jī)床的采(cǎi)購和驗收
B 找出機床工作精度問題或(huò)在使用中(zhōng)進行定(dìng)期精度檢查
C 尋找(zhǎo)機床最(zuì)佳精度範圍,以便獲(huò)得良(liáng)好加工品質
D 減少機床應用中問題的判斷和維修時間
核(hé)心是幫助用戶進行機床選型和應用
對於機床生產廠商(shāng)來說,開展數控(kòng)機床的切削性能測試和評價研究,可以:
A 了解(jiě)和掌握(wò)機(jī)床(chuáng)的真實(shí)應用性能
B 進行麵向用戶需求的數控機床開發
C 有利於(yú)機床新樣機試製和優化
D 獲(huò)得(dé)更高(gāo)的加工精度、更大的加(jiā)工效率
核心是提供給用戶更(gèng)優質的機床產(chǎn)品
2、評價(jià)體係研究內容和流程
依據數控機床(chuáng)切削性能的測試和評價兩個(gè)主要階(jiē)段,對數控機床切削性能測試流程劃(huá)分如圖1所(suǒ)示。首(shǒu)先,需要確定評價的對象和體係適用範圍,一般可依據測試目(mù)的分(fèn)為新型數控機床(chuáng)樣機的檢測評(píng)價、新出廠(chǎng)樣機的例行檢驗、以(yǐ)及用戶處長期使(shǐ)用的數控機床的定期(qī)檢驗。隨(suí)後需要進行具(jù)體的測試和評價(jià),主要針(zhēn)對數控機床的工作精度、承載能力、切削加工表(biǎo)現等幾個方麵開展測試和評價研究。並依據具體的測試方法和測試流程進行測試,與單(dān)純的切削加(jiā)工不同,進行(háng)數控機床切削性(xìng)能測試除了需要進行必要的機床、試料、刀具、夾具等工藝係統準備,還需要對測試儀器進行(háng)調試(shì)安裝,此外,對切削試驗的(de)方案、方法和參(cān)數進行(háng)規範化執行。試驗中,需要記錄必要的數據,並進行數據結果的統計和分析。最後依據有關國(guó)際國內標準和企(qǐ)業內部規(guī)範,確定設計目標和評價標準,並將試驗獲(huò)得的數(shù)據指標與評價標(biāo)準比(bǐ)較,綜合進行機床真實切削性(xìng)能的評價,給出機床適用(yòng)的範圍。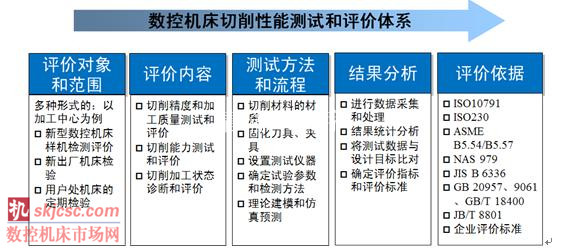
圖1. 數控(kòng)機床切(qiē)削性(xìng)能測(cè)試和評價體係流程
現行數控機床(chuáng)切削性能測試和評價方法包(bāo)括:空運(yùn)轉實驗、切削(xuē)負(fù)荷試驗、國標件或NAS件的切削和檢測等。這樣的(de)現狀存在的問題和弊端主要有:
隻關注工作精度和切削負荷,這樣的測試和評價並不(bú)全麵。
負荷試驗對機床有一定破壞作用,容易在機床未磨合應用前造成早期破壞,從而影響後期的實際應用。
根據這樣的現狀,沈陽機床高檔數控機床(chuáng)國(guó)家重(chóng)點實驗室通過大量的機(jī)床樣機定型檢驗和機床產品出廠檢驗,提出數控機床切削性能測試和評價(jià)的內容除上述負荷試驗和精度試驗檢測外,還(hái)應該包括,如(rú)圖2:
A 多種單一精度的檢測評價(jià);
B 切(qiē)削能力評估;
C 切削狀態評價;
D 加工質量評價等(děng)內容。
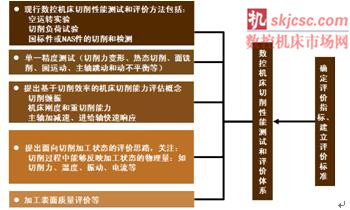
圖2. 數控機床切削性能測試和評價體係內容(róng)
3、切削性(xìng)能測試(shì)
(1)切削負荷測試
切(qiē)削(xuē)負荷試驗包括(kuò)主軸空運轉(zhuǎn)試驗、主傳動係(xì)統的最大扭矩、最大功率和最大軸(zhóu)向(xiàng)抗力試驗,以及機床剛性攻絲試驗、鏜削能力試驗等,如(rú)圖3所示。有關的參考依據為國家標準和企業根據用戶需求提出的企業內(nèi)部標準。
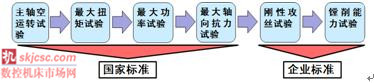
圖3. 切削(xuē)負荷試驗內容和流程
1)空運轉試驗
進行空運轉試驗是為了得出主軸在不同轉速下的實際功率,確(què)定對應功(gōng)率損耗(hào)。由於主軸的實際切削功率(lǜ)=總功率-空運(yùn)轉功率損耗。試驗中需要主(zhǔ)軸在(zài)五個不同轉速範圍進行測試,即主軸(zhóu)最(zuì)高轉速的20%,40%,60%,80%,100%。
2)主傳動係統最大扭矩測試試驗
主傳動(dòng)係(xì)統最大扭矩測試的(de)目的是為了確(què)定機床在不同加工方(fāng)式下的實際切削參數是否達到設計(jì)參數,驗證機(jī)床(chuáng)在最大切削(xuē)負荷(hé)下的材料去除率(lǜ)。
試驗需要在機床主軸恒扭矩(jǔ)調速範圍內,選(xuǎn)擇一適當的主軸轉速,采用銑削方式進行試驗。通過改變(biàn)進給速度,使機床主傳動(dòng)係(xì)統達到設計規定的最大扭矩。試驗中需要記(jì)錄:
A 出現最大扭(niǔ)矩時的主軸功率和對應(yīng)進給量,計算材料去除率
B 主軸和工作台的振動量
C 觀察加工表麵是否出現振紋
3)主傳動係統最大(dà)功率測試試驗
主傳動係統最大功率測試是為(wéi)了確定機床在不同加工方式(shì)下的實際(jì)切削參數是(shì)否達到設計參數(shù),驗(yàn)證機床在最大切削負荷下的材料去除率。
同樣,試驗需(xū)要(yào)在(zài)在機床主軸恒功率(lǜ)調速範圍內,選擇一適當的主軸轉速,采用銑削方式(shì)進行試驗(yàn)。通過改變切削(xuē)深度(dù),使機床主傳動(dòng)係統達到設計規定的最大功率。記錄:
A 出現最大功率時的主軸(zhóu)扭矩和對應切深,計算材料去除率
B 主軸和工作台的振動量
C 觀察加工表麵是否出現振紋
4)主傳(chuán)動係統最大軸向抗力測試試驗(yàn)
主傳動係統最大軸向抗力測試是為了驗證機床能夠承受設計要求的最大軸(zhóu)向切削抗(kàng)力。
試驗在機床主軸恒扭(niǔ)矩調速(sù)範圍內,選擇一適當的主軸轉(zhuǎn)速,采用鑽削方式進(jìn)行加工,並注(zhù)入水基(jī)冷卻液,通過改變進給(gěi)速度,使機床達到設計規定的軸向抗(kàng)力。記錄:
A 相應主軸負荷率下的進給速度,並計(jì)算材料去除率
B 主(zhǔ)軸軸向(xiàng)切削抗力,用以比對設計指標
5)剛性攻絲測(cè)試試驗
剛性攻絲測試是(shì)為了評(píng)定機(jī)床設計規定的螺紋加工表現。對於給定直徑絲錐,選擇一固定主軸轉速和切深,依據螺紋設(shè)計(jì)導程和進給量(liàng)進行攻絲,評價螺紋(wén)孔(kǒng)加工精度是否達到設計要求。
(2)切削精度檢測(cè)
切削精度檢測主(zhǔ)要是通過典型驗收檢驗零(líng)件的加工和檢測來(lái)實現。依(yī)據可實現的不同加工型麵分為三軸檢測零件和五軸檢測(cè)零件兩類(lèi),典型的三軸檢測零件由ISO標準零件、美(měi)國NAS三軸檢測零件和(hé)ASME檢(jiǎn)測零(líng)件,德國的(de)NCG檢測零件等。典型的五軸(zhóu)檢測(cè)零件由NAS圓錐台,日本的四角錐台,德國的NCG 2005試件,以及我(wǒ)國的S型檢測試件,如圖4。
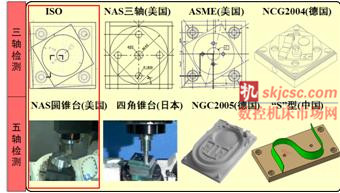
圖4. 標準試驗係(xì)統結果曲線
以ISO檢測零件和S型檢測零件為例分(fèn)別對三軸(zhóu)和五軸檢測零(líng)件的檢測(cè)內容,代表零件(jiàn)的型麵特(tè)征進行說明(míng):
1)ISO 10791標準試(shì)件
ISO檢測零件形式如圖5所示,零件由(yóu)底座正方向、菱(líng)形凸台和圓形凸台三(sān)個階梯型麵組成,在其上分別有位於中心的中心孔,四個直角出的位置孔以及底座相鄰兩個邊上的3º角斜麵。表1為ISO標準試件檢測內(nèi)容和評價允差。
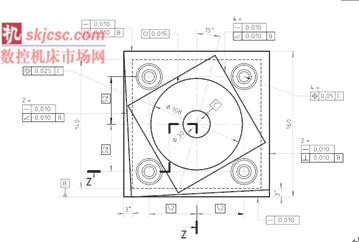
圖5. 標(biāo)準試(shì)驗係統結果曲線
表1 ISO標準(zhǔn)試件檢測內容及評定標準

2)“S”型檢測試件
“S”型試件是成(chéng)都飛機工(gōng)業(集團)有限責任公司提(tí)出的用來評價與檢驗五軸機床性(xìng)能的數控機床驗收檢驗零件,其測量結果可作為評價五軸(zhóu)機床(chuáng)工作精度的重要依據。研究(jiū)“S”型試件的加工對於機床製造企業研究機床精度與性能具(jù)有極其重要的意義,其型(xíng)麵如圖6(a)所(suǒ)示。“S”型檢(jiǎn)測試件主要由底座和S型緣條(tiáo)組成,如圖6(b),其中底(dǐ)座特征包括:安裝定(dìng)位孔、基準孔;S型(xíng)緣條包括:上下(xià)兩條S型曲線、直紋(wén)母(mǔ)線。
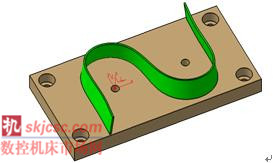
(a)S型試件
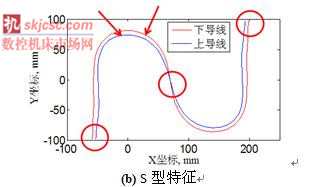
(b) S型特(tè)征
圖(tú)6. 標準試驗係統(tǒng)結果曲線
零件曲率變化劇烈,上下兩條S型曲線(xiàn)在(zài)零件中心實現穿越,要求機(jī)床(chuáng)具有更(gèng)好的換向和軸(zhóu)間(jiān)轉(zhuǎn)換能力(lì),並且由於零件屬於薄壁(bì)結構,要求(qiú)機床(chuáng)剛性高,並且具有良(liáng)好的動態性(xìng)能。該零件可綜合反映數控機床的幾何精度(dù)、動態性(xìng)能、加減(jiǎn)速性能、擺角換向能力、軸間轉換能力和機床剛度。
(3)單一精度(dù)測(cè)試
上述ISO零件和S試件的工作精度測試主要是針對典(diǎn)型驗證(zhèng)零件加工和精度檢測,參考國際標準和我國標準和規範(fàn)。典型的測試零(líng)件、加工方法、流程(chéng)等還可依據NAS標準、ASME標準、日本標準和德國標準分別對圖5所示各種零件進行切削和檢驗。
除此之外,還可以針對機床的實際應用需求進行若幹單一目標的切削精度檢驗,包括:
A 切削熱態精度
B 圓(yuán)運動切(qiē)削精度
C 主軸不平衡精度
D 刀具磨損等
E 麵銑削精度檢測
F 切削力變形檢測
4、結論
以往在進行數控機床切削有(yǒu)關測試(shì)和評價主要是針對數控機床(chuáng)切削負荷能力和切削精度進行檢驗和評價。
現在(zài),沈陽機床集團依據用戶需(xū)求和企業對產品的更高要求(qiú),對數控機床(chuáng)檢驗和評價除包含切削負荷檢驗和切削精度檢驗外,還(hái)進行多種單因(yīn)素切削精度檢測,提出切削能力預(yù)測和評價概(gài)念,引入數控機床切削加工狀態監測和評價私下,並且對(duì)加工獲得的表麵質(zhì)量進行評價,可以更全麵和係統地反映數控機床(chuáng)的實際(jì)應用性能。
將來,將注重在數控機床的工序複合能力,即在一(yī)台機床上完成全部(bù)工序的能力、切削加工振動抑製和加工誤差控製能力、節能和高效加工能力、應用和維(wéi)護便易性(xìng)等體(tǐ)現數控機床集成(chéng)性、智能化、綠色性和易維護性等方麵進行更為綜合的檢測和評價。 (本文(wén)來自:沈陽機床(集團)有限(xiàn)責任公司)
如果您有(yǒu)機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com

")
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年(nián)11月(yuè) 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據