


軋輥磨床數控化改造與應用(yòng)
2024-8-22 來(lái)源: 江蘇省高(gāo)淳(chún)中等專業學校 作者(zhě):張芬(fēn)芬
摘要: 以某冷軋薄板廠軋輥(gǔn)磨床改造項(xiàng)目為例,對數控技術在軋輥磨床改造中的應用展開分析。結果(guǒ)表明,對(duì)軋輥磨(mó)床數控係統(tǒng)改造後,輥形偏差縮小,磨削時間(jiān)縮短,人機交互界(jiè)麵更加友好,可以顯示圖形,磨(mó)床(chuáng)的整體性能得到提升。
關鍵詞(cí): 數控技術; 軋輥磨床; 改造
數控技術在多個(gè)領域得到(dào)了廣泛的應用(yòng),其中軋輥磨床(chuáng)是製造業不(bú)可或缺的重要設備,其磨削精度(dù)與產品質量密切相關。為提高軋輥磨床(chuáng)的磨削精(jīng)度,需對數控係統進行改(gǎi)造升級。某冷軋薄板廠興建於 20世紀 90 年代末,建廠時的設計(jì)產量為 70 萬 t,共有(yǒu) 9條生產線,12 套機組,設備與技術基(jī)本上都是從國外引進(jìn),能夠生產高檔的(de)冷軋板、彩塗板(bǎn)等,其產品在汽車製造、石化油工、建築等行業中有著廣泛應用。該廠磨輥車間采用的支撐輥磨床是從美國引進的,主(zhǔ)要負責酸洗冷軋聯合機組與平整機組的支撐輥修磨任務。磨床在長時間(jiān)服役中數控係統不斷老化,部分功能喪失。而(ér)客戶對板麵的質量(liàng)要求逐步提高,軋(zhá)輥磨(mó)床的加工精(jīng)度(dù)對生產形成了一(yī)定的製約,亟需對軋輥磨床進行改造,以便更好地滿足生(shēng)產需(xū)要。
1、改造原因及目標(biāo)
1. 1 改造原因
近年來,軋鋼技術逐步(bù)完善,帶鋼質量逐步提升,為生產出能夠滿足不同客戶需求的(de)帶鋼產品,需提升軋(zhá)輥(gǔn)修磨技(jì)術,令軋輥(gǔn)的輥型(xíng)複雜程度更高,磨削精度(dù)更高,偏心度、錐度(dù)偏(piān)差更小,操作更(gèng)加方便,自動化程度更高(gāo),磨削速度更(gèng)快,以(yǐ)適應更多的軋輥材質,應(yīng)用範圍更廣。該廠的支撐輥磨床數控係統由插件版計算機、德(dé)國西門子公司出品的 S5 係列 PLC 組成,計算機與 PLC 之間以點對點(diǎn)方式傳輸信號[1]。受到計算機(jī)軟、硬件方麵的(de)限製,導致該磨床的自動化程度偏低,使用過(guò)程中經常出現(xiàn)問題,具體表現在以下(xià)幾方麵:
偏差(chà)大。磨削(xuē)加工後的軋輥輥形存在較大的(de)偏差,影響(xiǎng)了(le)冷軋板質量。輥形偏差是指磨削加工的輥(gǔn)形與預(yù)先設定的輥形之(zhī)間的差值。軋輥作為軋鋼生產中鋼板的變形工具,對精度要求較高,尤(yóu)其是對平直度要求較高,即 < 50μ。軋輥(gǔn)磨床存在的主要(yào)問題是磨削輥形偏差較大(dà),約為(wéi) 100μ,無法滿足冷軋鋼板(bǎn)的板形精度要(yào)求,對冷軋板質量的提升產生了嚴重製約,無法(fǎ)滿足高精度、高質(zhì)量產品的生產需要。
磨削效率低。磨床(chuáng)對(duì)軋輥中心校準的時間較長,數(shù)控程序中不具備補償功能,導致磨(mó)削效率低,平均每根軋輥的磨削用時約為 60 min 左右。由於效率過低,導致磨削至規定精度所需的道次增多,軋輥及砂輪的損耗隨之增大,致使輥耗降低。為供應質量(liàng)合格、精度達標的軋(zhá)輥,需保證軋輥的周轉(zhuǎn)量充足,這樣將導致生產成本增加。若是能夠在現有條件基礎上提高軋輥磨床的磨削效率,則可使軋輥的周轉量隨之減少。
自動化程度偏低(dī)。從軋輥磨床的操作性能來看(kàn),係統采用的操作界麵較差(chà),無法顯示圖形,導致生產過程中無法隨(suí)時(shí)查看圓度、磨削偏(piān)差等情(qíng)況[2]。磨削程序較(jiào)落後,無法自由編程,不(bú)具備硬件擴(kuò)展功能,無法實(shí)現聯網通信及集中控製,不利於磨(mó)輥(gǔn)間生產率的提升。
故障率(lǜ)偏高。由(yóu)於磨床的控製及傳動係統結構較為複雜,致使設(shè)備(bèi)故障率增加。該軋輥磨床的傳動係(xì)統為直流係統,穩定性與可維護性較差(chà),不但會對作業效率的提升產生影響,還會增加維護成本(běn)。直流電動機的缺(quē)點是需要經常保養碳(tàn)刷,如果維護不及時將可能引(yǐn)發故(gù)障(zhàng)。係統插件版采用分立元(yuán)件(jiàn),與 PLC 之(zhī)間的(de)通(tōng)信方式為(wéi)點對點,PLC 與現場元件的通信方式也是點對點,需要敷設的電纜數量較多,故障率隨之增高,發生故(gù)障後查(chá)找及處理難度較大[3],因此對軋輥磨床的數控係統進行升級(jí)改(gǎi)造勢在必行。
1. 2 改造目標
結合軋鋼生產及磨輥需求,對軋(zhá)輥磨床數控係統進行升(shēng)級改造,主要目標如下:
係統改造後,使磨削加工的輥形偏差小於 10 μ,提(tí)高板形質量,為(wéi)高品質、高精度產(chǎn)品的批量生產提供保障。在數控係統軟件程序中增加補償功能,縮短磨削時間,提高磨削效率,使每根軋輥的磨削時(shí)間從原來(lái)的 60 min 縮減至(zhì) 40 min 以內,以降低軋輥(gǔn)的周轉量[4]。引入友好型的人(rén)機操作界麵,增加圖形顯(xiǎn)示(shì)功能,采用模塊化思路設計磨削(xuē)程序,為自由編程提供支撐。進一步簡化(huà)控製與傳動係統的結(jié)構,避免發生故障,提高磨床運行穩定性。用工業(yè) PC 機替代 CNC 係統,數控係統與(yǔ) PLC 的通信及 PLC 與現場元件的通信(xìn)全部改為程序總線網(wǎng)絡( Profibus) ,減少電纜敷設量。
2、改造內容
本次改造屬於整體項(xiàng)目範疇,數控係統的選擇(zé)是改造的重點內容,要求所(suǒ)選的數控係統具備良好的控製性及通用性,在提升軋輥磨削精度及質量的基礎上降(jiàng)低工作強度。
2. 1 改(gǎi)造方案
可用於軋輥磨床數控係(xì)統改造的方案有以(yǐ)下幾種:
方案一(yī): 工業 PC 機 + CNC + PLC。該(gāi)方案(àn)的係統架構如圖 1 所示。
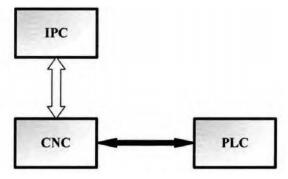
圖 1 工業 PC 機 + CNC + PLC 架構示意圖
該方案 中,數控係統的所(suǒ)有單元均獨立,通 過840D 將獨立 PC 機、CNC、PLC 等單元集中於一塊插件版上,各自獨立運行程序。其最突出(chū)的特(tè)點是 840D的應用,係統具有較強的通用性,故障率相對較低,便於維修[5]。
方案(àn)二: CNC + PLC,以工業 PC 機替代 CNC。該方案的係統架構如圖 2 所示。
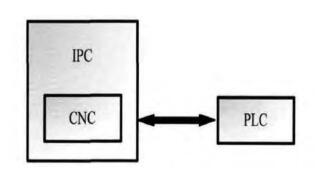
圖 2 CNC + PLC( 以工業 PC 機替代 CNC) 架構(gòu)示意圖
該方(fāng)案中,CNC 被工業 PC 機取代,PLC 得以保留,將 PC 機(jī)劃分為兩部分,即操作和控製,前者主要負責對控(kòng)製部分發出的指令信息進行接(jiē)收與執行,後者可實現控製及(jí)圖形處理等(děng)功能。CNC 被工業 PC 機所取代,係統的硬件結構變(biàn)得更加簡單(dān),因 PC 機為工業專用,故而該係統的通用性較差,但專業性(xìng)非常強,維修難度增大。
方案三: 工業 PC 機代替 CNC 與 PLC。該方案的架構如圖 3 所示(shì)。
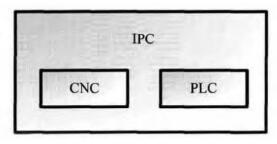
圖 3 工(gōng)業 PC 機代替 CNC 與 PLC 的架構示意(yì)圖
該方案(àn)中,CNC、PLC 的功能均在 PC 機上,以軟件控製方式實現,PC 機具有超強(qiáng)的邏輯運算能力,利用擴展的總(zǒng)線接口,可與外部的驅動單(dān)元相連接。軟件(jiàn)型控製(zhì)係統為實時操作(zuò)係統,能夠對 CPU 資源自主使用,借助 Windows 操(cāo)作係統,可完成畫(huà)麵顯示、數(shù)據通(tōng)信、邏輯掃描、控製任務等。該係統突出的特點是運算(suàn)功能強(qiáng)大,現場總線技術的運用,豐富了控製係統對外圍輸(shū)入(rù)及輸出(chū)信(xìn)號的監控(kòng)。
從硬件結構(gòu)、操作界麵、編程方式、磨削(xuē)功能等方麵對上述 3 種改造方案進行比較,確定將(jiāng)方案一作為本次軋輥磨床數控係統改造的主(zhǔ)要方案,選用某(mǒu)機床廠提供的(de)支撐輥磨床 MK84125,因為 840D 係統的(de)通用性強,能夠使現場設備保持正(zhèng)常運轉,加之係統價格較低,故將其作為首選。840D 數(shù)控係統由(yóu)德國(guó)西(xī)門子公司(sī)研發,功能強大(dà),包括人機界麵、可編程控製(zhì)器、數控內核、驅動(dòng)控製等。係統各部分功能如圖 4 所示。
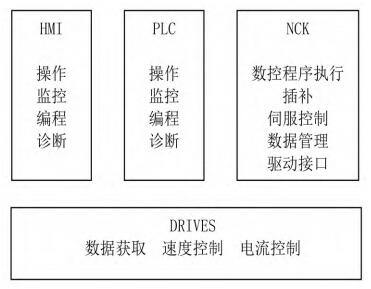
圖 4 係統各部分功能示意圖
2. 2 操作界(jiè)麵的開發
選(xuǎn)好(hǎo)數控係統後,依托相關(guān)的開發軟件(jiàn),對操作界麵進行定義,通過操作界(jiè)麵的開發,實現(xiàn)全麵自動化操作,以提升磨床的磨削效力及(jí)加工質量,輔助用戶以分層方式管理機床。對軋輥磨床的加工工藝進行融合設計(jì),包括工件中(zhōng)心自動校正、砂輪自(zì)動修整、磨削自(zì)動循環、輥形偏差自動測量與修整及補償,按照實際需求,對加工工序進行靈活組合,實現不同軋輥及表麵質量的整合。操作界(jiè)麵由 6 個窗口組成,具體開發過程如(rú)下:
手動調整。軋輥磨床在非磨削加工狀態時,可運用手動調整窗口,以實現對磨床伺服軸、頭架主軸電機(jī)、砂輪主軸電機、測量(liàng)臂等的手(shǒu)動調整。
參(cān)數設置。該窗口的主要功能(néng)是設置軋輥(gǔn)磨床的基本參數,由於參數對磨床的控製(zhì)過程具有直接影響,故(gù)應正確、合理進行設置。大部分參數是在軋輥磨床調試期(qī)間完成設置,少部分(fèn)參數需在特定情況下(xià)按磨床運行特點修改設置[6]。在修改設置參數時,用戶應具備相應的權限,參數修(xiū)改完畢後予以保存,以替(tì)代之前的(de)參數。
加工程序編輯。該(gāi)窗口能(néng)夠編製軋輥磨床的加工程序,將係統提供的加工工序整合後,輸入最佳的磨(mó)削參數,使軋輥加工實現最優目標。
曲線參數。該窗口能夠完(wán)成軋輥輥形曲線參數的錄(lù)入、修改、保存等操作。可編程的(de)曲(qǔ)線類型包括平輻(fú)輥形、正弦輥輥形、錐度輥輥形(xíng)、曲(qǔ)線(xiàn)輥形等。在默認的情況下,係統(tǒng)保存數十條輥(gǔn)形參數,用戶可對曲線進行修改,並新增所需的曲線。
磨削。該窗(chuāng)口能夠對軋輥磨床自動磨削加工(gōng)過程進行(háng)控製,係統裝載大量的程序,可提供多種控製方案,實現由簡到(dào)繁的自動磨(mó)削控製。
3、結束語
在軋輥磨床數控係統改造過程中,需合(hé)理應用先進的數控技(jì)術(shù),根據生產需要選擇最為適宜(yí)的係統,達到改(gǎi)造目的,提高軋輥磨床(chuáng)的磨削精度,提升產品質量。未來一段時期,要加大數控技術研究力度,逐步改進完善,研發新技(jì)術,使其更好地為工(gōng)業生產服務。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿(gǎo)件發表,或(huò)進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿(gǎo)件發表,或(huò)進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量(liàng)數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新(xīn)能源汽車(chē)銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年(nián)10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床(chuáng)產量(liàng)數據
- 2024年10月 金屬切削(xuē)機(jī)床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據