


彈性夾具在軸承磨床中的應用(yòng)
2021-9-16 來(lái)源(yuán):濮陽(yáng)技師(shī)學院,濮陽(yáng)市科技谘詢(xún)服(fú)務 作者:王玉峰 陳亞兵 王曉慶
摘要:針對鍾形殼的特點 ,提出了彈性夾具在軸承磨床中的應用 。詳細介紹了幾種鍾形売所用彈性夾具的設計(jì)。采用彈(dàn)性夾具可以方(fāng)便(biàn)地在機床上實現鍾形(xíng)殼的定位與夾緊, 從而實現鍾形(xíng)売(mài)的諸如內球麵的磨削 。該應用具有很強的實用性 。
關鍵詞:彈性夾具;鍾形殼(ké) ;定位夾緊 ;磨削
1、前言
鍾形殼是為配套汽車及叉車轉 向(xiàng)器所生產的係列產品 ,其形狀變化多,尺寸差別大。有帶柄(bǐng)的和不帶柄(bǐng)的;有(yǒu)球頭的和(hé)圓柱頭的 ;內球麵直徑範圍為S4> 50 -160m 磨削寬度20-85m ;定位外徑080-200m ,工件總長度最長達到570m 。 根據以上情況 ,我們自行設計了滿足軸承精度等(děng)級的彈性夾具 。
圓柱或(huò)圓維外形的軸承套圈的磨削通(tōng)常采用電磁無心夾具 ,而對於帶(dài)柄的鍾形 殼軸承(chéng)來說(shuō) ,無法(fǎ)采用電磁無心(xīn) 夾具(jù)進行定位與夾緊(jǐn)。 定心(xīn)夾具在高精度磨床上使用需要解決好兩個主要問題 :
一是如何保證鍾形(xíng)殼加(jiā)工內球麵和鍾形殼使用中的裝配基準麵的同軸 問題 ; 二是在磨削抗力作用下保持鍾形殼工件旋轉的穩定不變。
經過大量的生產實踐檢驗(yàn) , 我們設計開發的“ 彈性夾具”能很好地解決鍾形殼內(nèi)球 麵磨削(xuē)裝夾問題(tí) 。結合現有常用鍾形殼工件類型以及(jí)不同形態的鍾形殼(ké)的(de)基準麵特征,我們精心(xīn)設計(jì)了不同(tóng)的(de)定位(wèi)麵及夾緊方案。 在基本結構相似(sì) 、 基(jī)本功能相同 、基(jī)本原件共用的(de)基礎上 ,我們開發出了五(wǔ)種具體的應用(yòng)模式 ,既增強了實用性,也兼顧了(le)零件的通用性 ,簡化了結構 ,也降低了企業的應用成本 ,提高了工人使用的自主性和積極性 。
2、彈性夾具的結構
圖1-5是針(zhēn)對不同鍾形殼工件的結構特征專門設計的(de)彈性夾具。 其中連接(jiē)盤連接在(zài)空(kōng)心的工件軸上 , 從而帶動(dòng)整個夾具及所夾持工件使其在磨削 時隨工件軸(zhóu)做旋轉運動 ;連接座是彈性夾具的座體 。 夾具座內 表(biǎo)麵 的錐麵與 彈性夾頭的錐麵相配(pèi)合, 保證工件(jiàn) 的夾緊(jǐn)定位準確 ;拉盤卡(kǎ)在彈性夾(jiá)頭上 ,通過等高導 向套與拉板連接 ;拉板(bǎn)又與拉(lā)套(tào)連接 , 拉套連(lián)接著 回 轉油缸(gāng) , 通過固定(dìng)在工件(jiàn)軸上 的回 轉油缸 的伸(shēn)、縮動作,帶動拉(lā)套 、拉板 、等(děng) 高導 向 套 、拉 盤和 彈性夾頭完成鬆 、緊的動作 ;端麵定位用於保證工件在夾緊時的(de)定位準確(què) ;夾緊工藝環(huán)用於工件定(dìng)位端比夾緊部位直徑大時的情況 ,保證工件也能夠安裝進去 。
具體情況如下 :
圖1不帶柄的(de)圓(yuán)柱形工件的(de)定位與夾緊 ,方法是鍾形殼後端麵定(dìng)位 、夾持圓(yuán)柱麵 。其中連接盤1連接在空心的工件軸上 ,從(cóng)而帶動整個夾具及所夾持工件使其在磨削 時隨工件軸做旋轉運(yùn)動 ;連(lián)接座(zuò)2是彈性夾具 的座(zuò)體; 夾具座 3 內表而的(de)錐麵與彈(dàn)性夾頭 4 的 錐(zhuī)而相配合,保證(zhèng)工件的夾緊定位準確 ;拉(lā)盤5卡在彈(dàn)性夾頭4上 ,通(tōng)過等(děng)高導向 套 6與拉板7連接 ; 拉板7又(yòu)與拉套9連接 , 拉套9連(lián)接(jiē)著回轉(zhuǎn)油(yóu)缸 ,通過固定在工件軸上的回轉油(yóu)缸的伸、縮(suō)動作(zuò) , 帶動拉套 9 、拉板7、 等高導 向套6 、拉盤 5 和彈性夾頭 4 完成鬆、緊的(de)動作 ; 端麵定位8用於保證工件在夾緊時的定位準確。
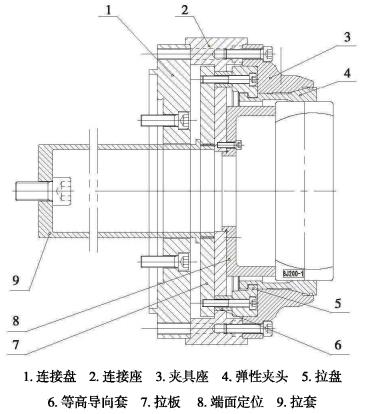
圖1 彈性(xìng)夾具簡圖-不帶(dài)柄的圓柱(zhù)形工(gōng)件
圖2帶柄的球頭形工件的(de)定位與夾緊 ,方法是在(zài)球頭的端麵(miàn)定(dìng)位、夾持(chí)外球麵。 其中連接盤1連接在空心的工件(jiàn)軸上 ,從而帶動整個(gè)夾具及(jí)所夾持工件(jiàn)使(shǐ)其在磨削 時隨工件軸做旋轉運(yùn)動 ;連接座2是彈性夾(jiá)具 的座體 ; 夾具座 3 內(nèi)表麵的錐麵與彈(dàn)性夾(jiá)頭4的 錐麵相(xiàng)配合,保證工件(jiàn)的夾緊定位準確 ; 拉盤5卡在彈性夾頭4上 , 通過等高導向套6與拉板7連接; 拉板7又與拉(lā)套9連接 , 拉套9連接(jiē)著9回轉油(yóu)缸 , 通過 固定在工件軸上的回轉油(yóu)缸的伸 、縮動作 , 從而帶 動拉(lā)套9 、
拉板7、等高導 向套6、拉盤5和彈性夾頭4完成鬆 緊的動作 ;端麵(miàn)定位8用於保證工(gōng)件在夾緊時的定位準確(què)。
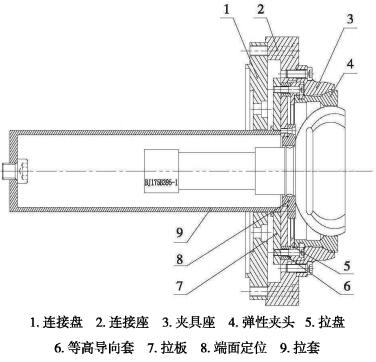
圖2 彈性夾具簡圖(tú)-短柄+球麵工件
圖(tú)3帶柄(bǐng)的球頭形工件的(de)定位與夾緊,方法是在柄 的端麵定位(wèi) 、夾(jiá)持外球麵。 其中(zhōng)連接盤1連接在空心(xīn)的(de)工(gōng)件軸上 ,從而帶動整個夾具及所夾持工件使其在磨(mó)削(xuē)時隨工件(jiàn)軸做旋轉運動 ;連(lián)接座2是彈性夾具的座體 ; 夾具座(zuò) 3 內 表麵的錐(zhuī)麵與彈性夾頭4的(de)錐麵相(xiàng)配合 ,保證工件的夾緊(jǐn)定位準確 ;拉盤 5卡在彈性夾頭4上,通過等髙導 向(xiàng)套 6與拉板7連接; 拉板7又與拉套9連接 ,拉套9連接著回(huí)轉油缸,通過(guò)固定在工件軸上(shàng)的回(huí)轉(zhuǎn)油缸的伸、縮動作, 帶動拉套 9、拉板7、 等高導向套 6、拉盤5和 彈性夾頭4完(wán)成鬆、緊(jǐn)的動作(zuò) ;端麵定位8用(yòng)於保(bǎo)證工件在夾緊時的(de)定位準確 。
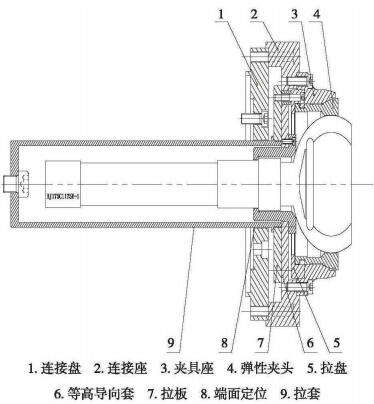
圖3 彈性夾具簡圖-長柄+球麵工(gōng)件
圖4帶柄的球頭形(xíng)工件的定位(wèi)與夾緊(jǐn) ,方法是(shì)在球頭的端麵定位(wèi)、夾持球頭端的圓柱麵。其中連接盤1連接在空心的(de)工件軸上,從而帶動整個夾具及所夾持工件使其在磨 削時隨工件軸做旋轉運動 ;
連接座2是彈性夾具的座體 ;夾具(jù)座3 內表麵的錐(zhuī)麵與彈性(xìng)夾(jiá)頭4的錐麵相配合(hé),保證工件的夾緊定位準確 ;拉盤5卡在彈性夾頭4上 ,通過等高導向 套6與拉(lā)板7連接 ;拉板7又與拉套 9連接 ,拉套(tào)9連接著回轉油缸(gāng) , 通過 固定在工件(jiàn)軸上的回轉(zhuǎn)油缸的伸、縮動作,帶動(dòng)拉套9、拉板7、等高導向套6、拉盤5和 彈性夾頭4完成鬆、緊(jǐn)的動作 ; 端麵定位8用於(yú)保證工件在夾緊(jǐn)時的定位準確 。
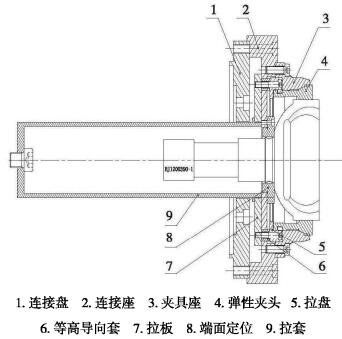
圖4 彈性夾具簡圖-短柄+圓柱(zhù)麵工件
圖5不帶柄的台階形且夾持外徑小於定位麵外徑工件的定(dìng)位與夾(jiá)緊(jǐn) ,方法是端麵定位、通過夾緊工藝環夾持工件的圓(yuán)柱麵。其中連(lián)接盤1連接在空(kōng)心的工(gōng)件軸上,從而帶動整個夾具及所夾持工件使其在磨削 時 隨(suí)工件軸做旋轉運動(dòng) ;連接(jiē)座2是彈性夾具的座(zuò)體 ;夾具座 3 內 表麵的錐麵與 彈性夾頭4 的錐麵相配合,保證(zhèng)工件的(de)夾緊定位準確 ; 拉盤5卡在彈性夾頭4上 , 通過等高導向套6與 拉(lā)板7連接 ; 拉(lā)板7又與拉套9連接,拉套9連接著回轉油缸 , 通過固 定在(zài)工(gōng)件軸上 的(de)回轉油缸的伸、 縮動作 ,帶動拉套9、 拉板7、等高導 向套6、 拉盤5 和彈性夾頭(tóu)4完成鬆 、緊的(de)動(dòng)作;端麵定位8用於保證工(gōng)件在夾緊時(shí)的 定位準確 ; 夾(jiá)緊工藝環10用於工(gōng)件定位端 比夾緊(jǐn)部位直徑大時的情況,保證工件也能夠安裝進去。
通過如圖1-5所示的幾種彈性夾具的應用可見 ,采用更換少數工裝件(jiàn)(如端麵定位8)的方法適合工件形狀變化多,尺寸差別大的狀況,可實現工件的快速可靠定(dìng)位 ,保(bǎo)證(zhèng)一次裝夾成功。
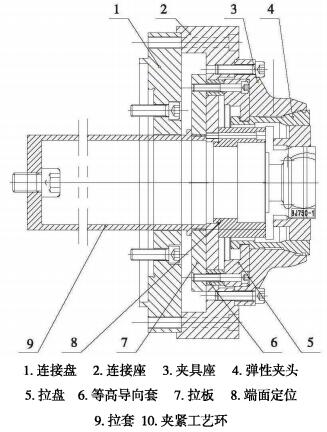
圖5 彈性夾具簡圖-不帶柄+台階圓柱麵工件
3、應用(yòng)及效果
該夾具主要應用在數控鍾形殼內球麵(miàn)磨床上 。采用該彈性夾具夾緊工件 ,保證了數控磨床在加工汽車及(jí)叉車轉 向器用鍾(zhōng)形殼時夾持快(kuài)速、定位準確 、性能可靠 ,使產品(pǐn)達到了精度要求且質量穩定 。該類鍾形殼是某軸承(chéng)廠(chǎng)為配套汽(qì)車及叉車轉向器所生產的係列產品 ,技(jì)術(shù)應用效果良好 ,受到了客戶(hù)的廣泛好評。
4、 結束語
文(wén)中所述夾具及(jí)機床的開發為解決該(gāi)類(lèi)配套汽車及叉車轉向器的(de)鍾形殼係列產品的加工提供了解決方案和(hé)設備 ,達到了國外同(tóng)類裝備的加工精度 ,在國內屬於領先地位 ,為 我(wǒ)國汽車零部件產品的國產化做出了貢獻 。
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多(duō)相關信息
金馬")
業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本(běn)型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新(xīn)能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產(chǎn)量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更多(duō)
- 機(jī)械加工過程圖示
- 判斷一台加工中心精度(dù)的幾(jǐ)種辦法
- 中(zhōng)走絲(sī)線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械老(lǎo)板做(zuò)了十(shí)多年,為何還是小作坊?
- 機械(xiè)行業最新(xīn)自殺性營銷(xiāo),害(hài)人害己!不倒閉才
- 製造業大(dà)逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前(qián),國人沉默。製造業的騰飛,要從機床(chuáng)
- 一文(wén)搞懂(dǒng)數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺旋銑(xǐ)孔加工工藝的區別