


基於數控成型磨(mó)齒機的高精度齒輪加(jiā)工方案
2020-12-15 來源:中車戚墅堰機車車輛工藝研究所有限公司 作(zuò)者:薑(jiāng)連(lián)傑;陸堰龍;曹 斌;楊 虎
摘 要:通過分析數控成型磨齒機的磨削係統與(yǔ)檢(jiǎn)測係統,簡化齒形的壓力角偏差與公法(fǎ)線之間的關係,實現了高精度(dù)齒輪的(de)不良品修複和加工快速換產( SMED) 。
關鍵詞:數(shù)控成型磨齒機; 漸開線齒輪; 磨削係統
作為(wéi)國家鐵路(lù)傳動係統(tǒng)的重要(yào)供應商(shāng),中車戚墅堰(yàn)機車車輛工藝研究所有限公司每年都(dōu)要加工大量的鐵(tiě)路機車齒輪、風電齒輪、礦山機械齒輪等,品種眾多,精度要求(qiú)極高。一般(bān)使用(yòng)德國(guó)進(jìn)口的HOFLER、NILES 兩類數控成型磨齒機。經過幾年的經驗積累,總結出了一套精(jīng)確的數控成型磨齒機磨削係統與測量係統之間的(de)關係公式,為車間的生產提供寶貴的技術支撐。
1、基於數控成(chéng)型(xíng)磨齒(chǐ)機的高精度齒輪快速修磨(mó)方(fāng)案
目前常用的數控(kòng)成型磨齒機以德(dé)國進口HOFLER、NILES兩類為主,下文主要對 NILES 成型磨齒機使用及故障修複進行闡述。設備在(zài)進行換(huàn)產時,一般考慮圓柱(zhù)齒輪的技(jì)術要求,包括公法線、齒(chǐ)形的壓力角偏差 f Hα、齒向角的偏(piān)差 f Hβ、齒形修形、齒向修形等。齒向角的偏差主(zhǔ)要是由機(jī)床導(dǎo)軌的幾何偏差導致的,但在(zài)對設備驗(yàn)收時這項參數已調試好,所(suǒ)以不(bú)做特別說明。齒形修形、齒向修形兩項技(jì)術要求在調試機床過程中(zhōng),按照檢測報告進行對應修改即可滿足技術要求。所(suǒ)以比較難控製的是公法線、壓力角,由於漸(jiàn)開線是曲(qǔ)線,公法線的公式(shì)為 Wnk = cosαn × mn[π × ( K - 0.5) + Z × invαt]+2mnXnsinαn,式中:Wnk 為公法線,αn 為法相(xiàng)壓力角,K 為跨齒數,Xn 為變位係數,invαt 為漸開線函數。從公式可以看出公法線與壓力角的關係相對複雜,αn 的微小變化會引起公法(fǎ)線 Wnk 的變化。然而αn 的微小變化(huà)又需要通過設(shè)備的測量(liàng)係統檢測f Hα,再次計算由(yóu) f Hα 轉換(huàn)到壓力角的數值。計算量太(tài)大,作業人員無法在短時間內計算(suàn)出來。以往調試新的產品都要經過多次反複試切加(jiā)工,先將壓力角調試合格後,對應此時的公(gōng)法線,再次更改公法線進行正常加工,換產效率非常(cháng)低。
2、數控(kòng)成型磨齒機磨削係統解析
2.1、數控成(chéng)型磨齒機工作原理分析
( 1) 數控成型(xíng)磨齒機(jī)是依靠計算機的計算能力,根(gēn)據砂輪與齒槽齧合角的關係,運用金剛滾輪將(jiāng)砂輪(lún)經過擬合運動修整,從而得到最終形狀。
( 2) 為得到最終的公法線 f Hα 尺寸。磨頭相對漸開線齒輪的主要運動軌跡為: 雙麵磨削為徑向進(jìn)給,單麵磨削為切向進給。
( 3) 微調漸(jiàn)開線齒(chǐ)輪 f Hα 的補償路徑: 徑向為軸 dy,切向為軸 dz。
( 4) 齒向加工是(shì)根(gēn)據齒向(xiàng)的修型設定,砂輪軸做軸向往複四軸聯動加工。
( 5) 齒輪的(de)周節累積誤差主(zhǔ)要依靠工作台的精確分度,砂輪(lún)磨損(sǔn)量的補償等保證。
( 6) 高精密數控成型磨齒機所(suǒ)處(chù)的環(huán)境(jìng)必須為恒(héng)溫的狀態(tài)。
2.2、NILES 成型磨齒機產(chǎn)品調試方法
( 1) 輸入漸開線齒輪的(de)參數,齒輪公法線(xiàn)應離上差 0.10 mm ~0.15mm,編輯合適的切削參數,選擇合適的砂輪,工裝(zhuāng)量具等(děng)。
( 2) 由於設備的傳動部(bù)件存在(zài)著一定的誤差,首先預確定磨頭的徑向補償(cháng)( dy) 值、切向補償( dz) 值,這兩組數值將直接影響漸開線齒輪的(de)左(zuǒ)右齒麵壓力角的偏差 f Hα 的大小,並(bìng)且確定工件在(zài)工作台上的工(gōng)作高度。
( 3) 對工件進行試切加工,經在線測(cè)量係統測得結果再進行微調磨削,切至自測達到技術要求。
( 4) 試加工後的齒輪經過齒輪檢測儀(yí)檢測,確定設備自測係統偏差值,繼續調整齒輪各參數,再次進行( 3) 的步驟,產品自測合格後,將產品加(jiā)工至圖紙公法線要求公差(chà)內。
2.3、齒形的壓力角偏差(chà)與公法線之間關係簡化
在(zài)上述的 NILES 成(chéng)型磨齒機調試產品(pǐn)的操作過程中發現,同時更改 f Hα 與 Wnk 兩組數據,使(shǐ)得最終的 Wnk 數值不容易控製。運用公法線公式Wnk = cosαn × mn[π × ( K - 0.5 ) + Z × invαt]+2mnXnsinαn 進行計算,對於一(yī)線操作員工(gōng)較為困難,下麵將分析 3 種 f Hα 與(yǔ) Wnk 之間(jiān)計算的方案。
方案 1: 由於 NILES 成型磨齒機是數控設備,在機床的基本(běn)偏差輸入需(xū)要改變(biàn)的 d_f Hα 後,會發現改變的數據有: 公法線為 d_Wk( Y - Axis) ,NC 軸位置改變 d_y 與 d_Z。可是經(jīng)過多次試驗(yàn)改變 d_f Hα數值,公法線實際(jì)變動量△Wnk 與 d_Wk( Y - Axis)不同,故此方法不可取。
方案 2: 根據數控成型磨齒機的工作(zuò)原理,可知NC 軸位置改變 d_y 與 d_Z 這兩組數據中的(de) d_y 是改變(biàn)砂輪與齒槽之間的位置,意味著跟公法線變動量△Wnk 有直接關係(xì)。眾所(suǒ)周知滾齒時候有徑向進刀比公式為 1 /2sinα,采用展成(chéng)法(fǎ)加工齒輪。數控成型磨齒機采用(yòng)成(chéng)型法加工齒輪,故此方法不可取。
方案 3: 由上可(kě)知隻有精確的徑向進刀比才能計算出精確的公法線變動量,成型磨齒機采用雙麵磨削加工(gōng)齒輪工藝,是依靠徑向進刀得到(dào)最終公法線尺寸(cùn)的。在編輯切削參數會發現: 基本磨削值這一選項中分為粗加工、半精(jīng)加(jiā)工、精加工,每個工序中都可(kě)以設定左右齒麵(miàn)進刀量 LF 餘量、RF 餘量,同時計算機會計算(suàn)出相應的徑(jìng)向進給量,設徑向進刀比為 C,C = 精(jīng)加工(gōng)徑向(xiàng)進給量(liàng)/( LF 餘量 + RF 餘量(liàng)) 。經過試驗得出(chū)取精加工對應的徑向(xiàng)進刀(dāo)比 C計算得出: 公(gōng)法線變動量△Wnk' = △d_y /C 與公法線實際變動量△Wnk 相同,本公式可取,且計算簡單易掌握。
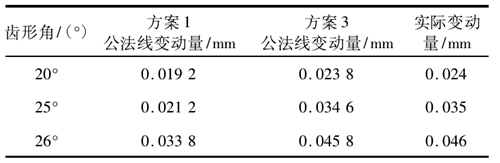
對上述方(fāng)案 1 與方案 3 進行(háng)試驗驗證,采用 3種不同壓力角的圓柱齒輪,更改左齒麵 d_f Hα 量為0.005 mm,試(shì)驗結(jié)果如表 1 所示。
通過以上試驗結果(guǒ)可知: 方案 3 與實際生產中的變(biàn)動量基本相同。
表 1 公法線變動量與齒形角關係
3、數控成型磨齒機修磨高精度齒輪的運用
3.1、不(bú)合格高精度齒輪情況分析
一隻齒輪經過(guò)齒輪檢(jiǎn)測儀檢測後有以下不合格項點:
( 1) 齒形的壓力角偏差 f Hα 要求 DIN5 級為 ±0.011 mm,實際檢測為 - 0.0137 mm,明顯不符合技術要求(qiú)。齒向誤差是由機床在調(diào)試安裝時候的各(gè)項基準誤差決定的,故齒向誤差相對穩定,不會引起突變,這裏暫不討論此項誤差。
( 2) 徑向跳動 Fr 技術要求為 0.032 mm,實際檢測後 Fr 為 0.050 2mm,顯然不符合技術要求(qiú)。
( 3) 計算可允許磨削公(gōng)法(fǎ)線餘量: Wnk 實際 -Wnk 下差 = △Wnk 餘量。
3.2、返修高精度齒輪所需要最小公法線計算
( 1) 可知若右齒麵 f Hα 比要求(qiú)的極限偏差值大了 0.003 mm,將(jiāng) 0.003 輸入機床的基本偏差右齒麵齒形角偏差 d_f Hα,設 d_y 改變(biàn)值為 B。其中對於圓柱外齒輪 B 值為負時候代表砂輪靠近齒槽的,故齒麵會被多磨削,齒(chǐ)輪(lún)公法線變小。B 值為正(zhèng)值時則(zé)反(fǎn)之。
( 2) 采用上述 f Hα 與 Wnk 之間計算方式的方案3 公式: 徑向進刀比 C = 精加工徑向進給量 / ( LF 餘量(liàng) + RF 餘量) ,為使得 f Hα 達到技術要求(qiú),產品公法線最小變動量為△Wk = B /C,對比△Wnk 餘量與△Wk 數值的大小可快(kuài)速判定返修後產品是否合格。
( 3) 計算返修周節/徑向跳動超差的齒輪所需要的最小磨(mó)削(xuē)量比較容易。周節超差根據 fp 的左右齒麵超差值即可以計算出所需要磨削量。徑向跳(tiào)動 Fr 超差可以根據徑向(xiàng)進刀比 C,計算為使(shǐ)得徑(jìng)向跳動合格產品的公法線(xiàn)變(biàn)動量。
3.3、本方案的運用範圍(wéi)
經過上麵的運(yùn)算可知: 公法線 Wnk 與齒形的壓力角偏差 f Hα 有(yǒu)緊密的聯係(xì),不僅可以根(gēn)據 f Hα 微小變化量精確計算出(chū)公法線(xiàn)的變化量,而且也可以根據(jù)公法線的變動量計算出 f Hα 的變化量。上述方案在實際運用中(zhōng)可以解決 3 個問題:
( 1) 規避了磨(mó)齒機在(zài)換產的時候,首件(jiàn)產品在更改 f Hα 與 Wnk 情況下(xià)不能保證一次加工到公法線公差內的問題,提高了磨齒機的(de)快速換產(chǎn)效率。
( 2) 利用 f Hα 與 Wnk 互補的特殊關係(xì),在(zài)公差範(fàn)圍內通過壓力角偏差 f Hα 可精確控製Wnk。
( 3) 對於不合格產品的返修提(tí)供了(le)最精(jīng)確的判斷數據。
4、結束(shù)語
目前進口的(de)德國(guó) HOFLER、NILES 成型磨齒機較多,這兩者中(zhōng)又(yòu)以 NILES 成(chéng)型磨齒機精度高、使用方便、價格適中的優點廣泛推廣。維護好、使用好、管理好,開發設備的功能及提高產品的精度等級是作為操作員的職責。經過上(shàng)文中產品加工工藝的優化和相關精度的保證對產品質量優化起到了很好的推動作(zuò)用。
投稿箱:
如(rú)果您有(yǒu)機床行業、企業相關新(xīn)聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如(rú)果您有(yǒu)機床行業、企業相關新(xīn)聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多(duō)相關信息

業(yè)界視點
| 更多
")
行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年(nián)11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博(bó)文選萃
| 更多
- 機械加工過(guò)程圖示(shì)
- 判(pàn)斷一台加(jiā)工中心精度(dù)的幾種辦法
- 中走絲線切割機(jī)床的發展趨勢
- 國產數控係統和(hé)數控機床何去何從?
- 中國(guó)的技術工人都(dōu)去哪裏了?
- 機械老板做了十多(duō)年(nián),為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉(bì)才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛(fēi),要從機床(chuáng)
- 一文搞懂數控車床(chuáng)加工刀具(jù)補(bǔ)償功能(néng)
- 車床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別