


航天用 Si Cp /Al 複合材料 ELID 精密磨削磨床設計
2018-9-7 來源:轉載 作者: 關佳亮,趙顯輝(huī),任 勇,路文文,楊 晶
摘要: Si Cp /Al 複合材(cái)料具有優異的力學性能和物理性能(néng),在航(háng)空航天、汽車、電子、軍事等領域被廣泛(fàn)應用。針對高體(tǐ)積分數 Si Cp /Al 複合材料難加工的問題,采用 ELID 精密磨削技術(shù)與立式磨床結構設計(jì)相結合的方(fāng)法,設計出一台 ELID 精密磨削機床。滿足在一(yī)次裝夾中對 Si Cp /Al 零件外圓、內孔、端麵和螺紋(wén)等關鍵結合麵的精密磨削加工,從而保證零件的尺寸精度、位置精度和表麵精(jīng)度。文中著重介紹專機的設計思(sī)路、結構和磨削加(jiā)工過程(chéng)。
關鍵詞: Si Cp /Al 複合材料(liào); ELID 磨削; 立式磨床
0 、引(yǐn)言
Si Cp / Al 複合(hé)材料具有高(gāo)比強度(dù)、比剛度,低熱膨脹係數、密度等特性,並且具有良好的尺寸穩定性、導熱性以(yǐ)及耐磨、耐疲勞等優異的力(lì)學性能和物理性能,在(zài)航空航天、汽車、軍事、電子(zǐ)、體育用具等領域被廣泛應用(yòng)。但超(chāo)硬的(de)增強相(xiàng)顆粒的加(jiā)入,使得材料(liào)的切削加(jiā)工性能非常差,而且(qiě)在常(cháng)規加工過程中工序多(duō)、須多次裝卡,加工(gōng)精度不高,從(cóng)而限製了該材料的應用。北京工業大學精密超精密加工實驗室通過前期大(dà)量實驗,表(biǎo)明(míng) ELID 精密磨削(xuē)技術可實現對 Si Cp /Al 複合材(cái)料的(de)精(jīng)密磨削,獲得了高精度(dù)的加工表麵(miàn)。
為實(shí)現一次裝(zhuāng)卡,保證加工(gōng)精度,采用立式轉台磨床結構(gòu)布局設計,將 ELID 精密(mì)磨削技術與立式磨(mó)床結構(gòu)設計相結合,開發 ELID 精磨(mó)磨削(xuē)專用機床。實現了在一次(cì)裝(zhuāng)卡中對(duì) Si Cp /Al 零件外圓、內孔(kǒng)、端麵、溝(gōu)槽、螺紋等關鍵(jiàn)結合麵的(de)精密磨削加工,從而保證零件的尺寸精度、位置精度和表麵精度。
1 、ELID 精密超精密磨(mó)削機理(lǐ)
ELID 精密超精密磨削成型機理如圖 1 所示。磨削時,砂輪上的金剛石磨粒(lì)有效(xiào)磨削尺寸是磨粒的三分之一,材料主要以微(wēi)切削的方式去除,所以材料破碎情況不嚴重; 此(cǐ)外,砂輪表麵會覆蓋一種具有(yǒu)良好柔性的鈍化膜,精磨時,磨削進給量很小,鈍化膜(mó)的(de)厚度遠大於磨粒的磨(mó)削尺寸,所以砂輪(lún)表層磨粒在磨削中不可能直接(jiē)與(yǔ)材料接觸,砂輪上覆蓋的這層鈍化(huà)膜將代替(tì)金剛石磨粒參與精密磨削過程。當電解作用完全抑製時,鈍化膜對試件進行光磨。所以 ELID 磨削實際上是一種將磨、研、拋加工合為(wéi)一體的複合式精(jīng)密加工技術。
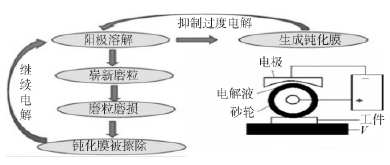
圖(tú) 1 ELID 磨削成(chéng)型機理圖
2 、立式轉台精密磨床(chuáng)簡介
數控立式轉台磨床是最近幾年來發展特別(bié)迅速的高(gāo)新技術(shù)機床,具有操作方便、磨削(xuē)精度高、加工效率高、占地麵積小、自動化程度高等優點。機床整體運用組合型(xíng)設計原理,搭載相應功能模塊以實現不(bú)同功能,逐步演變為磨削加工中心,還可搭載(zǎi)其他刀具,如車刀銑刀等,從(cóng)而組(zǔ)裝成(chéng)為功能更加廣(guǎng)泛的加工(gōng)中心(xīn),實現(xiàn)係統化生(shēng)產,順應當今世界機(jī)床工業“高速、複合、智能(néng)、環保”的發展潮流。
3、 ELID 精密磨削(xuē)機床設計要求
針對北京衛星製造廠對於航天用高體積分數Si Cp / Al 零件的(de)加工要求,磨床應滿足在一次裝卡中(zhōng)實現對 Si Cp /Al 零件外圓、內孔、端麵和螺紋等關鍵結合麵(miàn)的(de)精密磨削加工,從而保證零件的(de)尺寸精度、位置精度和表麵精度。
4 、ELID 精密磨削機床總體結構
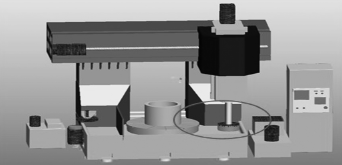
為了滿足生產要求(qiú),磨 床 采 用 立 式 布 局,配 備ELID 磨削工藝係統,砂輪電火花(huā)在線(xiàn)修整係統。機床總體三(sān)維結構設計如圖 2 所示。
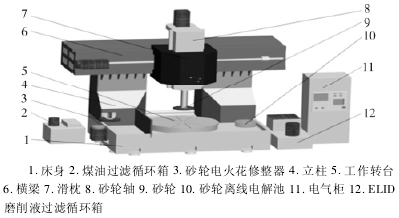
圖 2 機床總體三維結(jié)構
5 、ELID 精密磨床主要部件和關鍵技術
5. 1 機床框架
機床由床身、立柱和橫梁組(zǔ)成(chéng)龍門式框架結構,具有良好的抗彎曲和抗振性能。床身由人造花崗岩製成,建立模態分析,得出人造(zào)花崗岩床(chuáng)身(shēn)的第一階固有頻率為 749. 47Hz 左右,而工作頻帶在 159. 15Hz 範圍之內,所以(yǐ)機(jī)床不(bú)會因激(jī)勵而發生(shēng)共振,加工時振動很小,保(bǎo)證(zhèng)了機床加工的平穩性(xìng)。另外(wài)人造花(huā)崗岩的密度為 2. 63 g /cm3,隻有鑄鐵的三分之一,相比鑄(zhù)鐵床身來說,其質量剛度比大大提高。左、右立柱和橫梁由優質鑄鐵 HT300 材料製成(chéng),其(qí)中(zhōng)橫梁是一(yī)個高強度的箱型結構,上麵(miàn)布滿加強(qiáng)筋,其軌距可達到 950mm,保證了砂輪軸的位移精度。磨床是(shì)由伺服電機驅動的兩軸聯動控(kòng)製,通過滾珠絲杠旋(xuán)轉帶(dài)動滑枕沿著橫梁導軌左右滑動(dòng),同時驅(qū)動砂輪軸沿著滑枕導軌上下(xià)滑動。
5. 2 砂輪主軸
砂輪軸采用高精度靜壓主(zhǔ)軸,主軸的(de)徑向跳動和軸向竄動≤1μm,同時搭美國 XM -SBS 磨床砂輪(lún)在線動平衡係統,砂(shā)輪(lún)架(jià)相對機(jī)床的振幅≤1μm,保證機床的幾何精度、剛(gāng)性和(hé)加工精度,延長磨床的主軸壽命和砂輪壽命。此外(wài)砂輪軸配備動力主軸鎖緊功能,並且可以根據砂輪電火花修型需要,將砂(shā)輪替換成車刀對(duì)電火花石(shí)墨輪進行修型,然後再修整磨削砂輪的形狀,從而(ér)實現對零件成型(xíng)磨削加工,如磨(mó)螺紋、錐麵等。砂輪 軸 的 X 向 運 動(dòng) 和 Z 向 運 動 均 配 備 德 國Rexroth Star 高精度直線導軌副,采用德國(guó)西門子交流伺服電(diàn)機驅動,同時(shí)搭載高(gāo)精度雙(shuāng)螺母預緊滾珠絲杠副。位置檢測(cè)元件采用德國海德漢(hàn)公司生產的精密光柵尺,實現全閉環控製,最小進給分辨率為 0. 1μm。
5. 3 回(huí)轉工作台
工作(zuò)轉台采用抗振特性好、旋轉精度高的液體靜壓主(zhǔ)軸,采用大功率力矩電機直接驅動,其徑(jìng)向跳動和軸向竄動≤1μm。配備德國海德漢精密圓(yuán)光柵,實現角度閉環控製(zhì),可對零件內外輪廓進行曲線加工,複位精度達到一角秒(miǎo)。吸盤采用意大利進口電控永磁吸盤(pán),吸力可調(diào),裝卸工件無需扳手,按鈕控製(zhì),加工完畢自動退磁。為了隔絕轉台(tái)電機振動(dòng)傳遞,在工作台和電動(dòng)機底座下(xià)加彈性防振墊,實現機床與振源(yuán)分離。電氣櫃配(pèi)有(yǒu)可控的 ELID 專用直流脈衝電源,工件安(ān)裝在工作轉台上,工作轉台通過電刷與電源負極相接; 砂輪采用鑄鐵(tiě)結(jié)合劑金剛石砂(shā)輪,通過砂輪軸與(yǔ)電源正極相接。在砂輪和工件之間噴灑 ELID 專用電解磨削(xuē)液,以工(gōng)件作為電解陰極對砂輪進行在線電解修銳,配(pèi)套 ELID 磨削液過濾循環係統,從而實現(xiàn) Si Cp /Al 零件的 ELID 精密磨削加工。
5. 4 砂輪電火花(huā)在線修整(zhěng)係統
該係統主要由砂輪電火花修整器和砂輪離線電解池構成。砂輪電火花修整(zhěng)器安裝在機(jī)床立柱左(zuǒ)側(cè),且與機床立柱絕緣,石(shí)墨輪的回轉中心位於砂輪軸 X 向移動平麵內。采用直流電機驅動石墨輪旋轉(zhuǎn),石墨(mò)輪通(tōng)過電刷與直流脈衝電源負(fù)極相接,石墨輪和砂(shā)輪形成電火花放電加工係統(tǒng),采用煤油(yóu)作為放電介(jiè)質,使用獨立的煤油過濾循環(huán)係統,從而實(shí)現對鑄鐵基金剛石砂輪進行電火花精密整型。砂(shā)輪(lún)離線電解池安裝在機床右側,與電源負極(jí)相接,且與機床絕緣。電解池配有(yǒu)高(gāo)濃度專用電解磨(mó)削液,可實現對精密修型後的砂輪進行快速預電解修銳(ruì)。
5. 5 ELID 精密磨削係統
機床采用(yòng)了(le)具(jù)有專利技術的 Si Cp /Al 複合材料專用 ELID 精密磨削係(xì)統。針(zhēn)對 Si Cp /Al 複合材料(liào)的特性及其加工要求,該係統配備(bèi)了 BJUTY-FH1 係列專用磨(mó)削液、磨削砂輪以及(jí)脈衝電(diàn)源,其中專用(yòng)磨削液以及金(jīn)屬結合劑超硬磨料砂輪享有專利技術。此外,係統還配備了具有專利(lì)技術的金屬結合劑砂輪在(zài)線電解磨削修整裝置。
5. 6 冷卻及過濾係統
機床搭載控溫大流量和兩級過濾冷卻係統,將(jiāng)液壓油、冷卻液等主要熱源放在(zài)獨立的油箱、冷卻箱中(zhōng),確保機床在加工過程中受熱(rè)變形最小。此外,機床采用磁輥紙袋過濾機,可以有效清除加(jiā)工過程的渣粒,並(bìng)能將過濾(lǜ)下來(lái)的雜質導入汙物箱中(zhōng),確保濾紙消耗量最少且全過(guò)程連續自動。除塵係(xì)統采用(yòng)意大利 COR-AL 公司生產的 OIL-STOPHP1 型油霧淨化器(qì),磨削加工時,油霧和粉塵被吸氣罩吸入主風管,隨後通過主風管進入到除塵(chén)淨化器,然後經過層層過濾,油霧和粉塵被擋在濾紙的表麵(miàn),而過濾後的幹淨空氣則被風(fēng)機直接(jiē)排放到空氣中。6 X、Z、C 軸向運動X 軸向(xiàng)運動在交流伺服電機驅(qū)動下,通過聯(lián)軸器帶(dài)動滾(gǔn)珠絲杠運動,滾珠絲(sī)杠采用經過預拉伸和強製冷(lěng)卻的 NSK 空心免潤滑滾珠絲杠( 50 × 10) ,大大降低(dī)了磨削時(shí)的熱變形影響,同時搭載 NSK 的直線滾子重負荷免潤滑導軌( 45mm) 和 FAGER 光柵尺,以實現傳動的反饋閉環控製; 此外,還在磨削(xuē)區域內安裝(zhuāng)了液壓(yā)阻尼油缸以減小磨削振動,確保 X 軸向(xiàng)運動的精度和可靠性(xìng)。Z 軸向運動在交流伺服電機驅動下,通過(guò)聯軸器帶動滾珠絲杠運動,滾珠(zhū)絲杠采用經過預拉伸(shēn)和強製冷卻的 NSK 空心免(miǎn)潤(rùn)滑滾珠絲杠(gàng)( 50 × 10) ,減少了加工時熱變形帶(dài)來的影響,同時搭載 NSK 的直線滾子重負荷免潤滑(huá)導軌(guǐ)( 45mm) 和FAGER 光柵尺(chǐ),以實現傳動的反饋閉環控製; 此外(wài),還在橫梁背麵安(ān)裝了配重平(píng)衡機構,以(yǐ)減小因運動部件自身的重量帶來的振動,確保 Z 軸向運(yùn)動的精度和可靠性。C 軸回轉運動為工作台旋轉運動,采用 7k W 功率的交流伺服電機驅動,經過 HTD-8M 同步齒形帶 10: 1減速卸載(zǎi)傳動後,帶動靜壓轉台主軸旋轉,同(tóng)時(shí)采用靜(jìng)壓導軌來支撐轉台端麵,並且安裝編碼器,以實(shí)現 C 軸回轉運動(dòng)的閉環控製(zhì)。機床主要(yào)技表 1。
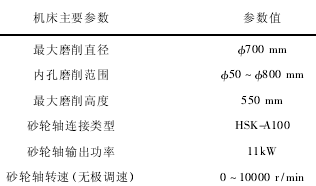
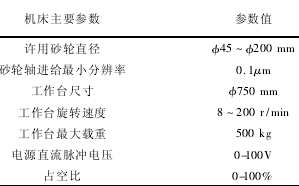
表 1 機床(chuáng)主要技術參數
7 、機床磨削加工過程
7. 1 整形
整形過程如圖 3 所示(shì),首先利用砂輪電火花修整器,對砂輪外形進(jìn)行精密修整。修整前(qián),先將石(shí)墨電極修成與成型砂輪相反的輪廓。為了(le)保證成型砂輪的輪廓精度,降低電極損耗,采用砂輪接正極,石(shí)墨電極接負極的正(zhèng)極性法。修整(zhěng)時砂輪與電極相對轉動,向砂輪與(yǔ)電極間噴入水溶型乳化液,通過調整電壓及脈寬,在砂輪和工具電極之間產生脈衝火花放電,對金屬結合劑進行電蝕,而金剛石、CBN 磨料是非導電體,它們與工具電極之間不發(fā)生火花放電。控製(zhì)金屬結合劑(jì)和工具電極(jí)之間放電能(néng)量的大小,使新的磨粒露出結合劑表麵(miàn)並形成一定的突出高度,即可達到整形的目(mù)的。
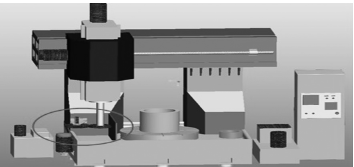
圖 3 砂輪外形(xíng)精密修整
7. 2 預修銳
利用砂輪離線電解池對砂輪進行(háng)電解修銳,使砂輪(lún)表麵(miàn)磨粒突出,並形成鈍化膜。修銳狀態如(rú)圖 4 所示,砂(shā)輪金屬結合劑在通電的情況(kuàng)下,在具有電解作用(yòng)的磨削液中發生電解反應而溶解去(qù)除,使砂輪中的磨粒露出結合劑表麵,形成一定的出刃高度和容屑空間;同時,在砂輪表麵逐漸形成一層氧化膜,氧化膜(mó)的不斷磨損與(yǔ)不斷生成,使得上述修整過程保持動態平衡,既避免了砂輪的(de)過快消耗又自動保持了砂(shā)輪表(biǎo)麵的磨削能力。
圖(tú) 4 砂輪預修(xiū)銳
7. 3 ELID 精(jīng)密磨削加工
ELID 精密磨削加(jiā)工如圖 5 所示。采用專用 ELID精密磨(mó)削係統,利(lì)用工件作為電解陰極(jí),砂輪作為電解陽極,並在工件和砂輪(lún)間(jiān)噴灑專用磨削液,對(duì)砂輪實現在線電解修銳,從而實現零(líng)件內孔,外圓等關鍵部位的精密磨削。
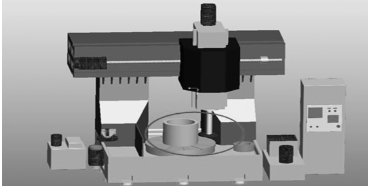
圖 5 ELID 精密磨削加工示意圖
8、 磨削實驗及分析
北(běi)京工業大學精密超精密加工實驗室 聯合北京衛(wèi)星製造廠,在共同設計研(yán)發的 ELID 精密磨削專用磨床(chuáng)上進行了大量的高體積分數 Si Cp /Al 複合材料精密磨削實驗。實驗結果表明: 機床精(jīng)度和機械性能(néng)良好,符合設計要求,並且當砂輪轉速為 1500r /min,進給量 0. 25μm,進給速度 0. 9m /min,電解電(diàn)流 10A,占空比 60% 時,得到了表麵粗糙度為 Ra0. 096μm 磨削表麵,滿足(zú)生產要(yào)求。
9、結論
(1) 將立式轉台磨床結構布(bù)局設計與 ELID 精密磨削技術相結合(hé),設計出了航天用高體積分數 Si Cp /Al複(fù)合材料 ELID 精密磨削專用機床,具有良好的(de)磨削精(jīng)度和機械性能,滿足(zú)機床設計要求(qiú).
(2) 機床能夠在一次(cì)裝卡(kǎ)中實現對零件(jiàn)外圓、內(nèi)孔、端麵、螺紋等關鍵結合麵的精密磨削加工,獲得了高精度的高體積分數 Si Cp /Al 複合材料的加(jiā)工表麵,滿足了生產要求。
(3) 機床能夠對砂輪進行(háng)在(zài)線電火花修整、在線電解(jiě)修銳,從而保證砂輪時刻處於良好的磨削狀態,提高了磨削精度和效率。
來源:北京工業大學 機械工程與應用電子技術學院, 北京衛(wèi)星製造廠
投稿箱:
如果您有機床行業、企業(yè)相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削(xuē)機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬(shǔ)切削(xuē)機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量(liàng)數據
博文選萃
| 更多
- 機械加工過程圖(tú)示
- 判斷一台加工中心精度的幾種辦法
- 中走絲(sī)線切割機床的發展趨勢
- 國產(chǎn)數控係(xì)統和數控機床何去何從?
- 中國的技術工人都去哪裏(lǐ)了(le)?
- 機械老板做了十多年,為何還(hái)是小作坊?
- 機械(xiè)行業(yè)最新自殺性(xìng)營銷,害人(rén)害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製(zhì)造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽(zuàn)孔攻(gōng)螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區別