


基於 ADAMS 的五軸數控(kòng)工具磨床(chuáng)磨削力仿真(zhēn)分析
2018-8-17 來源(yuán):北華大學機械工程學院(yuàn) 作者:張耀娟,楊克,劉維維
摘要: 利用計算機三維建(jiàn)模與虛(xū)擬樣機仿真技術建立自主研發的五軸數控工具磨床虛擬樣機模型,對五軸數(shù)控工具磨床加工過程中砂(shā)輪磨削力的受力大小和變化趨勢進行仿真,利用磨削力的理論計算公式驗證了所建立的虛擬樣機模型(xíng)的有效性。研究了砂(shā)輪線速度、磨削深度、進給量對磨削力的影響,為五(wǔ)軸(zhóu)數控工具磨床的設(shè)計提供參考。
關鍵詞: 五軸數(shù)控工具磨床; 磨削力; 虛擬樣機模型(xíng); 影響因素
0 、前言
五軸數控工具磨床是在三軸數控磨床的基礎(chǔ)上增加了兩個旋轉軸,已經成為加工複雜曲麵(miàn)和高精度工具的主要手段。五軸數控工具磨(mó)床的優勢在於(yú)具有較高的加工質量和(hé)較高的加工效率,而且隻需要一次裝夾就可以完成複雜零件的(de)加工。砂(shā)輪作為五軸數控工具磨床的加工(gōng)刀具,其受力的大小和受力的變化(huà)趨勢對砂輪的使(shǐ)用壽命和加工質量(liàng)都有很大的影響。本文作者借助三維(wéi)建(jiàn)模軟件(jiàn) Solid Works 和多體動力學軟件 ADAMS 對五軸數控(kòng)工具磨床加工時的磨削力(lì)進行仿真分析,通過磨削力的理論計算公式驗(yàn)證了所建立的五軸數控工具磨床仿真模(mó)型的有(yǒu)效性。可以對五軸數(shù)控工具(jù)磨床加工時磨削(xuē)力的大小和趨勢進行仿真,能夠(gòu)為砂輪的選型和砂輪的壽命預測提供參考。
1、五軸數控(kòng)工具磨床仿真模型的建立
在三維建模(mó)軟件 Solid Works 中建立五軸數控工具磨床的三維實體模型,再轉化成多體動力學軟件 AD-AMS 可以識別的中性文件,導入到 ADAMS 中建立五軸數控工具磨床的仿真模型。根據五軸數控工具磨床的工作原理和重點分析的結構,將五(wǔ)軸數控工具磨床(chuáng)簡化成 X 軸機構、Y 軸機構、Z 軸機構、B 軸機構(gòu)、C 軸機構、機身 6 個(gè)部分(fèn)。
2、 X 軸機構
X 軸機構(gòu)主要包括伺服電(diàn)機、滾(gǔn)珠(zhū)絲杠、導軌 3個部分。伺(sì)服(fú)電機與絲杠(gàng)間用轉動副來模擬力矩(jǔ)的傳遞。如圖 1 所示(shì)。滾珠絲杠之間用(yòng)螺紋副連接,滾珠絲杠的導程為 20 mm。如圖 2 所示。
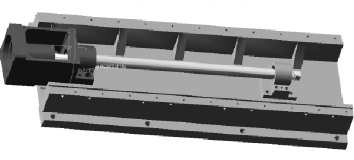
圖 1 伺服(fú)電機與絲杠仿真模型

圖 2 滾珠絲杠仿真模型
2. 1 Y 軸機構
Y 軸機構主要包括伺服電機、滾珠絲杠、導軌 3個部分。各(gè)零部件的模擬形式(shì)與(yǔ) X 軸相同,Y 軸(zhóu)機構仿真模型如圖 3 所示。
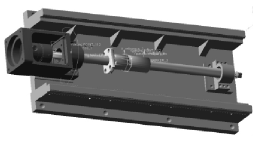
圖 3 Y 軸機構仿真模型圖
2. 2 Z 軸機構
Z 軸(zhóu)機(jī)構主要包括伺服電機、滾珠絲杠、導軌、磨頭、磨頭(tóu)體 5 個部分。其中伺(sì)伺服電機通過聯軸(zhóu)器驅服電機與絲杠、滾珠(zhū)絲杠的模擬與 X、Y 軸的模擬(nǐ)形式相(xiàng)同。磨頭與磨頭體之(zhī)間用轉動副(fù)來模擬相對(duì)轉動(dòng)。Z 軸機構仿真模型如圖(tú) 4 所示。
2. 3 B 軸(zhóu)機構
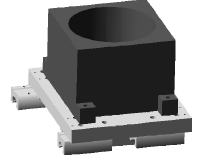
B 軸機(jī)構主要包括 B 軸轉台和六爪卡盤兩部分,B 軸轉台(tái)和六爪卡盤之間用轉動副來模(mó)擬相對轉動。B 軸(zhóu)機構仿(fǎng)真模型如圖 5 所示。
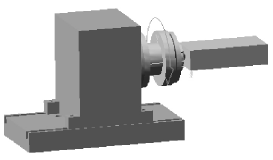
圖 5 B 軸機構仿真模型
2. 4 C 軸機構(gòu)
C 軸機構主要包括 C 軸工件轉台和 C 軸(zhóu)滑板兩部分。C 軸工(gōng)件轉台和 C 軸滑(huá)板之間用轉動副來模擬相對轉動(dòng)。C 軸機構仿真模(mó)型如圖 6 所示.
圖(tú) 6 C 軸(zhóu)機構仿真模型
2. 5 五軸數控工具磨床(chuáng)仿真模型集成(chéng)
將上述簡化後的五部分仿(fǎng)真模型進行集成,得到五軸數控工具磨床(chuáng)整機仿真模型,各機構模擬連接形(xíng)式如表 1 所示,五軸數控工具磨床整機仿真模型如圖7 所示。
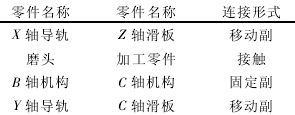
表 1 各機構模擬連接形式
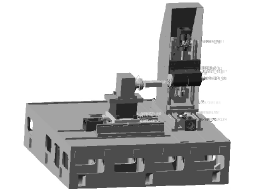
圖 7 五軸數控工具磨床整(zhěng)機仿真模型
如圖 7 所示,五(wǔ)軸聯動數(shù)控工具磨床采(cǎi)用臥式作台,采用支撐台外(wài)置,磨(mó)頭安裝在 Z 軸機構平台上,Z 軸機構安裝在 X 軸機構(gòu)平台上(shàng),加(jiā)工時,砂輪可實現 X 軸、Z 軸移動。工件裝在夾頭上,夾頭固定在 B軸機構上,B 軸機(jī)構(gòu)固定在 C 軸機構上,C 軸機構上固定在 Y 軸機構上。工件既可以繞自己的軸線即(jí) B軸做(zuò)回轉運動,又可以做 Y 軸直線運動,還可以隨支持台回轉軸 C 軸運動,增加(jiā)了(le)磨頭主軸剛性的同時(shí)又可以提高了(le)工件的定位精度。
3 、五(wǔ)軸數控工具磨床磨削力仿(fǎng)真
利(lì)用上述所(suǒ)建立的五軸數控(kòng)工具磨床整機仿真模型對零件加(jiā)工過程中的磨削力進行分析。金剛石砂輪的基體為 45 號鋼,直徑為 150,厚度為 20 mm,孔徑為 20 mm。金(jīn)剛石為普通級(jí),金剛石粒度為 30 /35,無(wú)鍍(dù)膜,釺焊(hàn)後的金剛石顆粒(lì)間隔為 2 mm。仿(fǎng)真設置(zhì)五軸數(shù)控工具磨床對某一刀具的平麵進行磨削。仿(fǎng)真時間為 5 s,步長為 50。提(tí)取仿真後(hòu)切(qiē)向磨削力和徑向磨削力曲線,如圖 8 和 9 所示。其中法(fǎ)向磨削力(lì)最大值 為 179. 73 N,切向 磨削力最大(dà) 值 為28. 752 N。
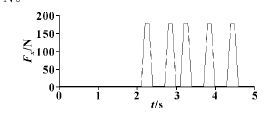
圖 8 法向磨削(xuē)力曲(qǔ)線
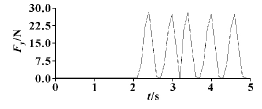
圖 9 切向磨削力曲(qǔ)線
3. 1 五(wǔ)軸數控工具磨床(chuáng)磨削力理論計算(suàn)
對於 臥(wò) 式 磨 床 來(lái) 說,法 向 磨(mó) 削 力 可 按(àn) 照(zhào) 公(gōng) 式(1) 計算
3. 2 仿真值與理論值對比分析
仿真所得到的法向磨削力為 179. 73 N,理論計算所得到的法向磨削力為 153. 49 N,仿真所得到的切向(xiàng)磨削力為 28. 752 N,理(lǐ)論計算所得到的切向磨削力為 27. 36 N。可以看出仿真值與理論計算值較為接近,說明所建(jiàn)立的五軸數控工具磨床整機(jī)模型具有一定的精度,可以用(yòng)於工具加工(gōng)過程中磨削力的預測以及(jí)其他零部件的受力分析。磨削(xuē)力的仿真值(zhí)與理論值之間存在誤差,可能由於以下幾點原因:
(1) 仿真模(mó)型中將各個零部件(jiàn)簡化成剛體,忽略了零部件的變形(xíng)和阻尼,增大(dà)了零部件(jiàn)之間的衝(chōng)擊,導(dǎo)致仿真數(shù)據略大於理(lǐ)論數(shù)據。
(2) 理論計算中的一些參數,例如工件和砂輪的摩擦因數、去除單位體積的磨削所需的能等是由(yóu)查表或者經驗獲得(dé)的,與真實值之間會有一定的誤差。
4、 影響磨削力的因素(sù)
對砂輪線(xiàn)速度 vs、磨削深度 ap以及進給量 vf3 個磨削工藝參數對磨削力的影響進行分析。( 1) 砂輪線速(sù)度 vs對磨削力的影響在(zài)磨削深度 ap以及進給量 vf相同的情況下(xià),利用上述所建立的五軸數控工具(jù)磨(mó)床模型(xíng)分別對砂輪線速度 vs= 135 m / s、vs= 180 m / s、vs= 225 m / s 時(shí)的磨削力進行仿真,得到法向磨削力與徑向磨(mó)削力隨砂輪線(xiàn)速(sù)度的變化(huà)規律曲線,如圖 10 與圖 11 所示(shì)。從圖 10 和圖 11 可以看出,在(zài)磨削深度以及進給(gěi)量(liàng)不變的情況下,隨著砂輪線速度(dù)的增(zēng)加,法向磨削力與切向磨削力均隨之減小。這是因為隨著砂輪線速度的提高,在單位(wèi)時間內通過砂輪與工件(jiàn)磨削(xuē)接觸區域的有效磨粒數增多,所以分(fèn)配(pèi)到(dào)每(měi)個磨粒上的(de)磨削力將減小,導致總的磨削力減小(xiǎo).
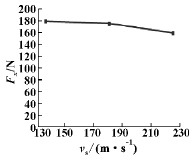
圖 10 法向(xiàng)磨削力隨砂輪線速度變化曲線
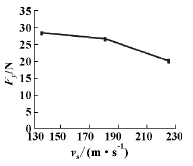
圖 11 切向磨削力隨砂輪線速度變化曲線
(2) 磨削深(shēn)度對磨削力的影響在砂輪線速度以及進給量 vf相同的情況下,利用上述所建立的五(wǔ)軸數控工具磨床模型分別對磨削深度 ap= 0. 04 mm、ap= 0. 06 mm、ap= 0. 08 mm 時的磨削(xuē)力進行仿真,得到法向磨削力與徑向(xiàng)磨削力隨磨削深度的變化規律曲線,如圖 12 與圖 13 所示。
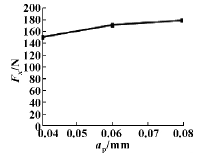
圖 12 法向磨削力隨磨削深度變化曲線
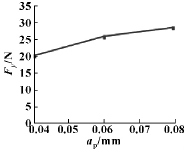
圖 13 切向磨削力隨磨削深度變化曲線
從圖(tú) 12 和(hé)圖 13 可以看出,在砂輪線速度以及進給量(liàng)不變的情況下,隨(suí)著磨削深度的增加,法向磨削力與切向磨(mó)削力(lì)均(jun1)隨之增加。這是因為隨著磨削深度的增加,參與磨削的有(yǒu)效磨粒數增多,導致磨削力(lì)增加。
(3) 進給量(liàng)對磨削力的影響
在砂輪線速(sù)度以及磨削深度相同的情況下,利用上述所(suǒ)建立的五軸數控工具磨(mó)床模型分(fèn)別對進給量vf= 140 mm / s、ap= 170 mm / s、ap= 200 mm / s 時的磨削(xuē)力進行仿真,得到法向磨削力與徑(jìng)向磨削力隨磨削(xuē)深度的變化規律曲線,如圖 14 與圖 15 所示。
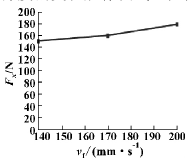
圖 14 法向磨削力隨進給量變化曲(qǔ)線
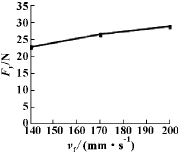
圖 15 切向磨(mó)削力隨進給(gěi)量(liàng)變(biàn)化(huà)曲線
從(cóng)圖 14 和圖 15 可以看出,在砂輪線速度以及磨削深(shēn)度不變(biàn)的情況(kuàng)下,隨著進(jìn)給量(liàng)的增加,法向磨削力與切向磨削力(lì)均隨之增加(jiā)。這是因為隨著進給量的增加,單位(wèi)時間內的磨削體(tǐ)積隨之增大,單位時間內消耗的(de)能量增大,導致磨削力增大。
5 、結束語
五軸數控工具磨床是目前加工高質量刀具的主要(yào)工(gōng)具,而磨削力是五軸數控工具磨床的重要性能指標。文中建立了五軸(zhóu)數控(kòng)工具磨床的虛擬樣機模型(xíng),通過將仿真結果與理論計算結果進行對比分析,驗證(zhèng)了所建立的五(wǔ)軸數控工具磨床虛擬樣機(jī)模型的有效性。利用所建(jiàn)立(lì)的虛擬樣機模型分析了影響磨削力的(de)3 個因素,五軸數控工具磨床的(de)設計提供參考.
投稿箱:
如果您有機床行業、企(qǐ)業相(xiàng)關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相(xiàng)關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量(liàng)數據(jù)
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況(kuàng)
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用(yòng)車(轎車)產量數據(jù)
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工(gōng)中心(xīn)精度的幾種辦法
- 中(zhōng)走絲(sī)線切割(gē)機(jī)床(chuáng)的發展趨勢
- 國產數(shù)控係統和數(shù)控(kòng)機床何去(qù)何從?
- 中國的技(jì)術工人都去哪裏了?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械行業最新自殺性營(yíng)銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂(dǒng)數(shù)控車床加工刀具補償(cháng)功能
- 車床鑽孔攻螺紋(wén)加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區別