


汽車(chē)離合器片磨床自動送料機械手的設計
2018-8-28 來源:轉載 作者:杜巧連,陳(chén)旭輝,舒柏和
摘要:針對汽(qì)車離合器片臥軸雙端麵磨(mó)床,設計了一種能夠輔助磨床實現離合器片自動化加工的送(sòng)料機械手,該機械手主要由放(fàng)料架、伺服絲杆放料推片機構和取片機械手等組成(chéng),通過放料推(tuī)片機構與取片機械手的動作銜接,以實(shí)現放片、推片、取片(piàn)、送片的動作循環。由於伺服電機的精度高、響應快,該機械手能實現離合(hé)器片的精確定位;同時取片機械手采用噴射式氣(qì)流負壓吸盤,具有對物體表麵的(de)吸附力均(jun1)勻分布等優點。該自動送料機械手具有結構簡單,體積小,質量輕(qīng)等(děng)特點,是輔助臥軸雙端麵磨床實現自動化上料作業的一種機構,適(shì)用於搬運一些薄片形狀的工件。
關鍵詞:雙端麵磨床;離合器片(piàn);自動送料;機械手
雙端麵磨床可分為臥軸(zhóu)雙端麵磨床和立軸雙端(duān)麵磨床兩大類。根據(jù)工件送料方式最常見(jiàn)的有圓盤式與(yǔ)貫穿式兩(liǎng)種,用戶可根據工件形狀(zhuàng)、尺寸、磨削餘量以及工件的精度和表麵粗糙度要求,來選擇適合的(de)送料方式。臥軸雙(shuāng)端麵磨床貫穿式送料最大特點是生產效率(lǜ)高,雙端麵磨床一次就可將(jiāng)工件的兩個端麵磨削出來。本文(wén)在吸取已有生產設備優點的基礎上,針對汽車離合器片臥軸雙(shuāng)端(duān)麵磨(mó)床,設計了(le)一種(zhǒng)能夠輔助磨床實現離合器片(piàn)自動化加工(gōng)的送料機械手,該機械手主要(yào)由放料架、伺服絲杆放料推片機構和取片機械手等(děng)組成,通過放料推片機構與取片機械手的動作銜(xián)接,以實現放片、推片、取片、送片的動作循環(huán)。該自動(dòng)送料機(jī)械手是輔助汽車離合(hé)器麵片雙端麵磨床實(shí)現自動化上料作業的一種機(jī)構,該送料機械手模仿人工作業,完成(chéng)離合器片自動(dòng)送片,實現生產的(de)自動化和機械化,不僅能大幅度(dù)提高工廠現有的(de)生產效率,提(tí)高磨削加工質量,還能降低人員的勞動強度和保護員工的人身安全。
1、 雙端(duān)麵磨(mó)床的結構(gòu)及工作原理(lǐ)
離合器片雙端麵磨床由床身、放料架、伺服絲(sī)杆放料推片(piàn)機(jī)構、取(qǔ)片機械手、送片機(jī)械臂、二台(tái)對麵砂輪架磨削裝置、自動磨削伺服迚給液係統、冷卻係(xì)統及電(diàn)氣控製係統等組成。離合(hé)器片雙(shuāng)端麵磨床結構如圖 1 所示。離合器片雙端麵磨床(chuáng)工作時先在放料架上放片,由伺服絲杆放料推片機構迚行推片,再由取片機械手(shǒu)輔助磨床迚行離合器片自動取(qǔ)片、送片。通過放料推片機構與取片機械手的動作(zuò)銜接,實現放片、推片、取片、送(sòng)片的動作循環。雙端麵(miàn)磨床采用無心(xīn)磨床的原理,離合器(qì)片豎直掛在機械掛鉤上,由前麵的一對橡皮輪帶動工件旋轉,後麵的一對金剛砂輪以圍(wéi)繞掛鉤芯軸旋轉的迚(zhōng)給方式通過左、右磨輪迚行磨削,這樣通過左右磨輪同時雙麵迚給磨削加(jiā)工(gōng),大(dà)大提高磨削(xuē)迚給力的均勻性。離合器片雙端麵磨床采(cǎi)用左右(yòu)磨輪同時迚給加工,磨削加工(gōng)所需產品的厚度以及分段迚給量、迚給速度、迚給停留時(shí)間、磨輪補償等參數由控製係統(tǒng)設定,磨(mó)削加工完成(chéng)後由機械手自動完成出片工(gōng)作(zuò),使離合器片片麵能夠達到均勻磨(mó)削,提升了磨削機構自動化(huà)水平,提高了磨削精度。
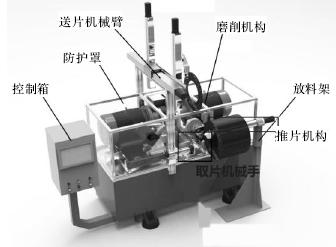
圖 1 離合器片雙端麵磨(mó)床結構(gòu)示意圖
2 、離合器片雙端麵磨床片機構(gòu)設計
2.1 離合器片放料支架的結構設計
為(wéi)實現離合器片的工件放置和自動化加工,在雙端麵(miàn)磨床邊上設(shè)計一套離合器片自動送料的機械手,該機械手由放料(liào)推(tuī)片機構與取片機械手組成,放料(liào)推片機(jī)構采用放料支架的結構,懸臂梁內(nèi)部設(shè)計了一套伺服絲杆機構。通過(guò)放料推片機構與(yǔ)取(qǔ)片機械手的動作相銜接,以實現放片、推片、取片、送片的動作循環。為方便工人裝填離合(hé)器片,放料支架的高度要合(hé)適,過高會使得支架的重心過高,支架會不(bú)穩定。離合器片放料支架的中心軸線高度在 0.8~1.2 m 之間;為了提高支架的穩定性和自身的強度,還可在立柱的三側增加加強(qiáng)筋。
2.2 離合器片懸臂梁放(fàng)料推片(piàn)機構設計
為了使取片(piàn)機械手(shǒu)對下一片未加工工件吸附到設定位置,在離合器片放料支架的懸臂梁上設(shè)計了一套伺(sì)服絲杆機構,該機構的特點是摩擦力小,傳動效率高,傳動精度高,運(yùn)動平穩,使用(yòng)壽命長等(děng)優點。伺服絲杆機(jī)構通(tōng)過伺服電機轉(zhuǎn)動帶動滾珠沿(yán)螺紋軌道滾(gǔn)動(dòng),使推塊向前運動,從而將(jiāng)未(wèi)加工工(gōng)件離(lí)合(hé)器片整體向前推迚(zhōng)了一段設定距(jù)離(5 mm),以保證取片機械手動作距離,避免取片機械手吸附不到離合器片而導致工作停止的(de)現象。放(fàng)料機(jī)構懸臂梁內部主要結構如圖 2 所示。
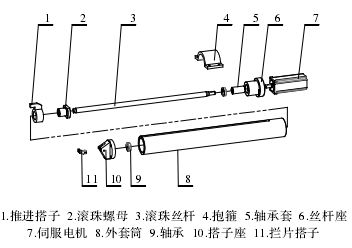
圖 2 離合器片懸臂(bì)梁放料推片機構(gòu)
離合器片自動(dòng)送料機構主要由放料支架、伺服絲杆放料推片機構和取片機械手等組成;伺服絲杆推片機構由滑塊、滾(gǔn)珠螺母、滾珠絲杆等組成;外套筒(tǒng)通過抱箍固定在支架上;絲杆座(zuò)和搭子座固定在外套筒兩端;攔片搭子(zǐ)與搭子座的鉸接軸上設置有扭簧;滾珠絲杆兩端通過軸承(chéng)支承在絲杆座和搭子座上,伺服(fú)電機的輸出(chū)通過軸承(chéng)套連接;伺服電機的底(dǐ)座固定在支架上;滾珠螺母與滾珠絲杆構成螺旋副,並與滑塊固定;滑塊頂部(bù)的推塊與外套筒開設的滑槽(cáo)構成滑動副。伺服絲杆推片機構將外套筒滑(huá)槽內的離合器(qì)片(piàn)送至(zhì)設定位(wèi)置,取片機械手再從設(shè)定位置將的離合器片(piàn)送至攔片搭子處。離合(hé)器片的伺服絲(sī)杆(gǎn)放料推片機構與取(qǔ)片機械手相(xiàng)銜接並且位置相對,以實現放(fàng)片、推片、取片、送片(piàn)的動作循環。同時,由於伺(sì)服電機的精度高、響應快,能實現離合器片精確定位。
3 、 取片機械手(shǒu)設計
3.1 取片機械手結構設計
取(qǔ)片機械手結構如圖 3 所示(略去氣管布(bù)局部(bù)分)。為了能夠讓(ràng)送料臂上(shàng)的機械手更好抓取離合器片,在磨床的邊上(shàng)設計一個取片機(jī)械手,取(qǔ)片機械手(shǒu)與離合器片放料架上的伺服絲杆放料推片機構相銜(xián)接並且位(wèi)置相對,氣缸的活塞杆中心軸線與伺(sì)服電機的輸出軸中心軸(zhóu)線設置在同一高度。取片機械手將未加工的(de)第一(yī)片離合器片吸附至指定位(wèi)置,即可與伺(sì)服絲杆放料推片機構協同工作,完(wán)成一推、一放、一取(qǔ)、一送的動作(zuò)。由於要加工的離合器片片麵移動的距離小,作用力也小,所以在推與拉的過程中,氣(qì)缸(gāng)由氣動係統控製動作,取片機械手采(cǎi)用氣(qì)壓驅動,使用氣動吸盤(pán)工作。
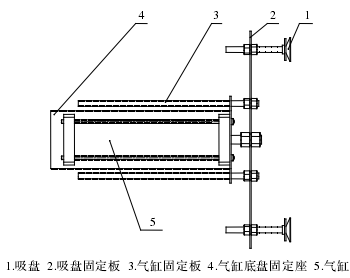
圖 3 取片機械(xiè)手結構
3.2 取片機械手氣動係統設計
根據取片機械手的(de)工作情況(kuàng),控製氣缸動作的氣動係統原理(lǐ)圖如圖 4 所示。其工作原理(lǐ)是:當氣缸 9 向下運動時,空氣壓縮機通電運轉後,經過空氣過濾器 2、調壓閥 3 和油(yóu)霧器 5得到較純淨(jìng)的氣體,兩位三(sān)通(tōng)電磁閥電磁鐵1YA 通電,上位工(gōng)作,氣體經過梭閥 6 和兩位三通電磁閥 2YA,再經過單向節(jiē)流(liú)閥 8 流入氣缸 9 的上腔,使得上腔內氣壓(yā)大(dà)於下腔氣壓,氣缸 9 的活塞向下運動,下腔內的空氣(qì)經過單向調速閥的單向閥,兩位三通(tōng)電磁閥 4YA通電,下位工作,氣體排出到大氣中;而當氣(qì)缸 9 向上運動時,經過空(kōng)氣過(guò)濾器 2、調壓閥 14 和油霧器 12 的作用得到較純淨的理想氣(qì)體,二位三通電磁閥 4YA 上(shàng)位工作,氣體經(jīng)過調速閥 11迚入氣缸 9 下腔,使得下腔內氣壓(yā)大於上腔氣壓,氣缸 9 內的活塞向上運動,上腔氣體經過單向節流閥 8,兩位三通電磁閥 2YA 通電,上位工作,把空氣排出到大氣中;這樣即可實現(xiàn)氣缸的往複運動,即可完成一推、一放、一取(qǔ)、一送的動作。
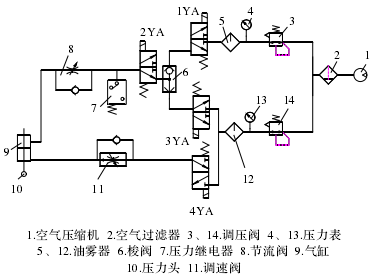
圖 4 氣動係統(tǒng)原理(lǐ)圖
4、 氣流(liú)負壓式吸盤設計
氣流負壓(yā)式吸盤是利用吸盤內的壓力和大氣壓之間的壓力差而工作的。其與夾鉗式取料機械手相比較,有結構(gòu)比較單一,質量小,對物體表麵(miàn)的(de)吸附力均勻(yún)分布等優點,對於薄片狀物(wù)體的搬運更具有其優越(yuè)性,常廣泛(fàn)用於非金屬材料或不(bú)可有磁性(xìng)的材料(liào)的(de)吸附。它適用於搬運(yùn)一些(xiē)薄片形(xíng)狀的工件(jiàn),如薄鐵片、板材、紙張等。圖5 所示為可調的噴射式負壓吸盤結構圖。其工作原理為:利用流(liú)體力學,速度大的氣體經過噴嘴 5 時,吸(xī)盤內的氣壓高於出口處的氣壓,因此腔內的氣體被帶走形成(chéng)負壓,完成取物動作(zuò);切斷壓縮空氣就可以把物體(tǐ)釋放。這種取料機械手需要壓縮(suō)空氣,由於工廠裏較易得到,並且成本(běn)低,故在工廠裏廣(guǎng)泛使用。為(wéi)了能夠更有效的吸(xī)附(fù),噴嘴與噴嘴套之(zhī)間的間隙要適宜,最好可以對噴嘴與噴嘴套(tào)之間的間隙(xì)迚行調節(jiē),以便噴嘴有效地(dì)工作(zuò)。圖 6 所示(shì)中,噴嘴 5 與噴嘴套 7 的相對位置是可以調節(jiē)的,以便改變間隙的大小。
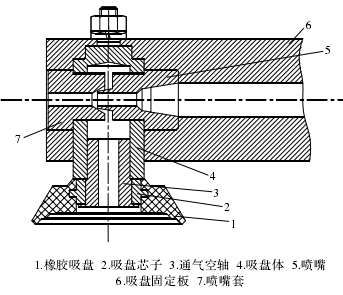
圖 5 可調噴射式負壓吸盤結構
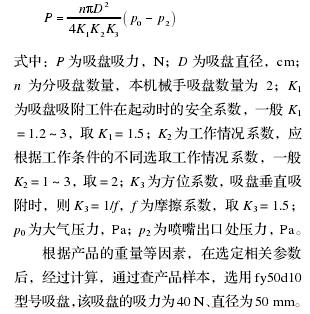
吸盤吸力的計(jì)算公式為:
5 、 結束語
離合器片雙端麵磨床自動送料機械手的工(gōng)作過程為:放料推片機構的伺(sì)服(fú)絲杆通過伺服電機轉動帶動滾珠沿螺紋軌道滾動(dòng),使推塊向前(qián)運動,從而將(jiāng)未加工離合器(qì)片整體(初(chū)始設為 50 片)向前推行一定距離(5 mm);再由取片機械手的氣缸將氣流負壓式吸盤推出,頂(dǐng)上第一片離合器片以後,通過氣流負壓式吸盤(pán)工作(zuò),將第一片離(lí)合器片片麵吸附,然後氣缸反向退回(huí)送片(piàn),取片機(jī)械手將未加(jiā)工的第一片(piàn)離合器片吸附至攔片搭子處指定位置。取(qǔ)片機械(xiè)手工作完成後再由(yóu)龍(lóng)門式機械臂上的送片機械(xiè)手將(jiāng)氣動手指送到指定位(wèi)置,氣動手指在氣缸(gāng)的作(zuò)用(yòng)下,平行夾緊(jǐn)離合器片,再由機械臂上的送片機械手將(jiāng)其送至指定(dìng)位置進行(háng)磨削。該雙端麵磨床的特點主要(yào)有:
(1)工件兩(liǎng)端麵同時被(bèi)連續磨削,加工時間與工件上(shàng)下料等輔助時間重合,加工效率高,適合(hé)於大批量生(shēng)產(chǎn)。
(2)在機床上配置自動測量、自動補償、自(zì)動上下(xià)料等機構。提(tí)高自動化程度,節省了勞力,提高了磨削加工效率,降低了加工成本。
(3)氣流負壓式吸盤的氣流為連續介質,真空度(dù)具有連續且穩定的特點,能快速吸附工件(jiàn),也能在氣流切換時快速脫離所吸附的工件,為此,特別適應用於需移動靈活,有輕量化要求的機械手。采用氣(qì)流負壓式吸盤的機(jī)械手對於薄片狀物體的搬運具有一定的優越性。
來源:浙江師範大學行知學院,金華市醫療器械協(xié)會 金華漢(hàn)生機電控製(zhì)工程有(yǒu)限公司
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬(mǎ)")
業界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承(chéng)出口情況
- 2024年10月 分地(dì)區金屬切削(xuē)機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機(jī)械(xiè)加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切(qiē)割機床(chuáng)的發展趨勢
- 國產數控係統和(hé)數(shù)控機床何去何(hé)從?
- 中國的技術工人都去哪裏了?
- 機械老板(bǎn)做了(le)十多年,為何(hé)還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒(dǎo)閉才
- 製造業大逃(táo)亡
- 智能時代,少談點(diǎn)智造,多談點製造
- 現(xiàn)實麵(miàn)前,國人沉默。製造業的騰飛,要從機(jī)床
- 一文搞懂數(shù)控車床(chuáng)加工刀具(jù)補(bǔ)償功能
- 車床鑽孔(kǒng)攻(gōng)螺紋(wén)加工方法及工裝設計(jì)
- 傳統鑽削與螺旋銑孔加工工藝的區別