


阿基米德螺旋線麵軸承的數控加工
2017-11-28 來源:寶雞機床集團有限公司 作者: 王 東 郭寶(bǎo)林
【摘要】:隨著數控技術和數控機床(chuáng)的廣泛應用,原先由專用夾具加工的特殊輪廓形狀的(de)零件,現(xiàn)在完全可以采(cǎi)用數控機床的(de)多軸聯動功能來實現。文中通過S- 40 數控外圓磨床X 軸和C 軸的(de)聯動實現了M52125 龍門導(dǎo)軌磨床主軸阿基(jī)米德螺旋線麵軸承的數(shù)控加工,為設備維(wéi)修工作帶來很大的便利。
【關鍵詞】:阿基米德(dé)螺(luó)旋線麵軸(zhóu)承;數控(kòng)加工;多軸(zhóu)聯動;C 軸
1.引言
我公司一台上海(hǎi)重型機床廠生產於1967 年M52125 龍門導(dǎo)軌磨床,主軸前軸承采用剛性軸套式阿基米德螺旋(xuán)線麵軸承,後軸承采用彈性軸套(tào)式阿基米德螺旋線麵軸承結構(gòu)。由(yóu)於長時(shí)間的使用和主軸潤滑係統故障導致阿基米德螺旋線麵軸承內孔研傷嚴重及機床主軸精度喪失,不能滿足使用要求。
2.阿基米德螺(luó)旋線麵(miàn)軸承的結構
阿基(jī)米德螺旋線麵軸(zhóu)承(彈性軸套式)用於高精(jīng)度磨床,它有3 個滑動麵(三油楔),滑動(dòng)麵截線為阿基米德螺旋(xuán)線(在軸心無(wú)位移時,其油楔(xiē)展開即為斜麵式),單麵結構(主軸單方向旋(xuán)轉),結構如圖1 所示。
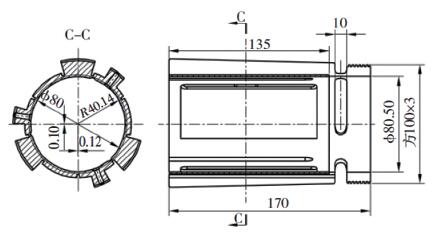
圖1 阿基米(mǐ)德螺旋線麵軸承
阿基米德螺(luó)旋線麵軸承具有以下特點:(1)軸承和箱體(tǐ)錐孔有(yǒu)3 條弧(hú)麵接觸,收(shōu)緊一端螺(luó)母後,使(shǐ)軸承產生彈性(xìng)變形來調節主軸與軸(zhóu)承間隙,間隙一般為0.007~0.01mm。(2)分別設有進油孔(使進油孔的3 條(tiáo)凸麵比3 條(tiáo)接觸弧麵稍低)和(hé)回油槽,用單獨油泵強迫(pò)潤滑(潤滑壓力0.1MPa,二號主軸油),溫升低。(3)軸(zhóu)承剛性好。(4)軸心穩定性良好。缺(quē)點:製造和裝配工藝複雜。
線麵軸承采用雙金屬結構,在硬(yìng)底基金(jīn)屬上增(zēng)加一層軟金屬或(huò)合金的薄層,由於(yú)軟金屬具有較低的剪切(qiē)強度,且軟(ruǎn)金屬或合金(jīn)較薄(báo)減少了壓陷(xiàn)變形量及相應壓陷(xiàn)的接(jiē)觸麵積,減少了滑動時的阻力,因此可降低其摩擦係數。雙金屬軸套因為具備了這個特點,而且又能節省貴重金屬,可使青銅的消耗量減(jiǎn)少到1/4~1/6,且軸承壽命可以提高,所以它在機床中得(dé)到很廣泛的應用。
3.原來的磨削夾具
加工阿基米(mǐ)德螺旋線麵軸承的成形麵需要有(yǒu)專門(mén)的夾具,因此在實際生產過程中常采用(yòng)一定的(de)偏心圓弧來近似的代換阿基米德(dé)螺旋線。由於加工偏心圓弧所需的夾具結構簡單,也有(yǒu)利於保證加工精度。夾(jiá)具結(jié)構如圖2 所(suǒ)示。
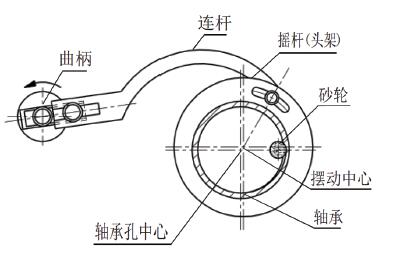
圖2 加工圓弧的夾具
夾具裝(zhuāng)在外圓磨床的頭架上,利用曲柄搖杆機構使(shǐ)頭架(jià)的(de)回轉運動轉(zhuǎn)變為擺動運動,頭架的擺(bǎi)動弧(hú)度(dù)可以(yǐ)通過改變連杆的長度來進行調節(jiē)。裝夾軸承時(shí),使(shǐ)其偏心圓弧(代替阿基米德螺旋(xuán)線)的圓心與頭架(擺杆)的擺動中心重合,軸承與砂輪相對(duì)運動,便磨削出所需要的成型麵(miàn)。
4.數控加工程序

瑞士(shì)斯圖特S-40 數控萬能內外圓磨床
由(yóu)於專用夾(jiá)具針對性強,除了專業製造線麵軸承的(de)廠(chǎng)家外,對於一般的(de)製造(zào)企(qǐ)業沒有加工阿基米德螺旋線(xiàn)麵軸承的專用夾具,原廠家已多次改進產品結構,因(yīn)此不能提供原來的阿基米德螺旋線麵軸(zhóu)承,給設備的維修工作帶來極(jí)大的不(bú)便。但(dàn)是隨著數(shù)控技(jì)術和數控機床(chuáng)的廣(guǎng)泛應(yīng)用(yòng),原先在專用夾具上加工的線麵軸承的滑動(dòng)麵截線形狀現在可以采用帶C 軸功能的臥式加(jiā)工中心或(huò)是數控磨(mó)床運用數控機床多軸聯動(dòng)功(gōng)能實現。因此我們嚐試在數控磨床(chuáng)上加工該阿基米德螺旋線麵軸承(chéng)。加工設備為瑞士斯圖特S-40 數控萬能內外圓(yuán)磨床,該機床是現(xiàn)代化(huà)的數(shù)控磨床,由Studer 的外圓磨削專家開發的軟件,提供了強(qiáng)大的編程功能。
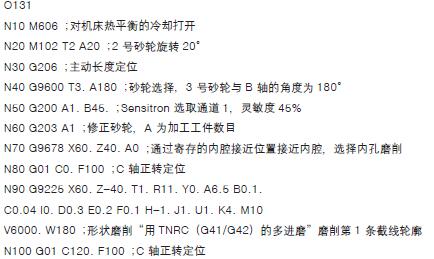
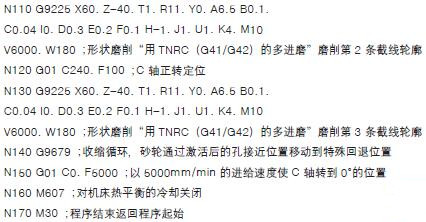
采(cǎi)用數(shù)控係統(tǒng)自帶的用TNRC 多進磨的形狀磨削循環G9225 功能。這個輪廓(kuò)磨削循環允許加工(gōng)一個任意的工件形狀(輪廓)。實際的輪廓形狀是在一(yī)個分離的ISO- 子程序[V]中編輯的,輪廓子程序能使用離線編程係統“StProfil” 編程。在完成其它工序後,我們在(zài)S-40 數控萬能內外圓磨床頭架(C 軸)上用四爪卡盤夾持軸承後端方牙螺紋(wén)外徑,找正工件,並按進油孔位置設置C 軸、X 軸和Z 軸工件(jiàn)坐標(biāo)係零點後,執行程序即可加工出所需線麵軸承的(de)截線輪廓。
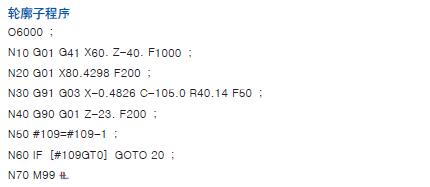
輪廓主(zhǔ)程序
投稿箱:
如果您有機床行業(yè)、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡(huān)迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡(huān)迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機(jī)床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承(chéng)出口情況(kuàng)
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車(chē)產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機(jī)床產量(liàng)數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
博(bó)文選萃
| 更多