


摘要:T68鏜床(chuáng)是機械製造企業加工複雜、大(dà)型零件必要的設備,零(líng)件(jiàn)加工時需要工(gōng)作台轉(zhuǎn)位。工(gōng)作台(tái)轉位後的可靠鎖緊是(shì)保證加工出合格(gé)零件的必要條件。我們通過對公司的一台舊T68鏜床工作台轉位後鎖緊失效問題進行分析(xī),根據該設備和公(gōng)司現有實際情況製定改製方案,機床改製後恢複了工作台鎖緊的(de)功能,機床(chuáng)工作正常。
1. T68鏜床工作台轉位後(hòu)鎖不緊
我公司在1968年出產(chǎn)的T68鏜床上加工箱體類零件時發現,因加工需要鏜床工作台轉位,但機床工作台轉位後鎖緊機構工作時有故障。具體表現是(shì)在加工過程中工(gōng)作台有鎖不緊的現象,這樣就存在因機床因素帶來加工零件出差和報廢風險。我們經過與操作工(gōng)和修理工一起共同分析原因,認為由於(yú)T68機床使(shǐ)用年代久遠,鏜床工作台鎖緊機構的相關零組件已經磨損,造成多(duō)點鎖緊不均勻引起。公司設備(bèi)保障部與廠家進行了聯係。廠家告知(zhī)我們(men)現已不(bú)生產(chǎn)該型號機床及(jí)機床工(gōng)作台鎖緊機構的零配件。該機床是我公司加(jiā)工(gōng)箱體類零件的重點加工設備,如(rú)果(guǒ)訂製備件,一是單件零配件(jiàn)加工費用較高;二是零配(pèi)件加(jiā)工周期較長,這樣會因機(jī)床的(de)停工造成影響公司的生產任務(wù)的完成。我們決定(dìng)通過局部改製修理的方法(fǎ)來解決工(gōng)作(zuò)台(tái)鎖緊問題,消除鏜床工作台隱患給公司的生產任務完成(chéng)及加工質量(liàng)帶來的不利(lì)影(yǐng)響。基於以上(shàng)對公司產品質量、任務需求的考慮,我們改製了T68鏜床工作台轉位鎖緊機構,用於保(bǎo)證產品加工(gōng)質量和效率。
2. T68鏜床工作台轉(zhuǎn)位後鎖(suǒ)不緊的原因分析
(1)回轉工作台與上滑座之間圓周分布一(yī)圈滾珠。鎖緊鎖緊機構,回轉(zhuǎn)工作台(tái)被(bèi)夾緊於上滑座上,滾(gǔn)珠(zhū)受(shòu)壓緊力而不能轉動。當鬆開鎖緊(jǐn)機構,滾珠僅承受工作台與工件的重量,故可(kě)輕便地進行回轉。鎖緊機構采(cǎi)用(yòng)單手柄(bǐng)集中夾緊裝置。
(2)旋轉回轉工(gōng)作台的鎖緊機構手(shǒu)柄,通過一個聯動機構,分別在(zài)兩點夾緊,此時工作台被鎖緊,方可進(jìn)行切削加工操作。鬆開聯動機構時,回(huí)轉工(gōng)作台可(kě)進行360°回轉(zhuǎn)。
(3)T68鏜床回轉工作台鎖緊機構執行(háng)件磨損或相關零件鬆動,使鎖(suǒ)緊聯動機(jī)構(gòu)調整墊片之間的間隙尺寸不一致,造成回轉工作台鎖緊後受鎖緊力不均勻,滾(gǔn)珠不能被壓緊,工作台不能被鎖緊。鎖緊結(jié)構如圖(tú)1所示。
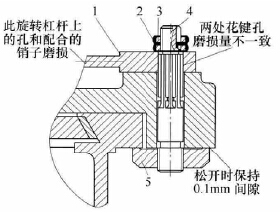
圖1 改進前工作台上下滑座聯動夾緊機構
1.旋轉杠杆 2.保護墊片 3.鎖緊螺母4.花鍵軸 5.調整螺母
(4)T68機床使用年頭很長(1968年出廠),根據對鎖緊機構原理(lǐ)分析,機(jī)修將(jiāng)回轉工(gōng)作台與上滑座(zuò)之間的調整墊片間隙調整到一致(zhì)(機床說明書調整要求(qiú)),鎖緊機(jī)構依然不能被鎖緊,分析原因為鎖緊聯動機構上的旋轉杠杆上的兩個花鍵、花鍵孔也有不同(tóng)程度的磨損,且杠杆中配合的孔和銷子也磨損嚴重。回轉工作台的圓周上各點鎖緊力依然不均勻,造成工作(zuò)台不能(néng)被鎖緊。
3. T68鏜床工作台鎖緊結構(gòu)的改進
經(jīng)上述分析,歸納出T68鏜床(chuáng)回轉工作台不能(néng)被鎖緊的原因,經過(guò)公司修理人員將機床工作台鎖緊機構拆開後發(fā)現,旋轉杠杆上的兩個花鍵、花鍵孔也有不同程度的磨損,杠杆中配合的孔和銷子也有磨損,由此(cǐ)驗證(zhèng)了分析。我們製定了改進辦法,具體內容如下。
(1)將T68鏜床工作台實現聯(lián)動機構中的(de)原執行件(旋轉杠杆)改(gǎi)製(zhì)(改製後聯動變兩個單動鎖緊),增加兩個執行元件(鎖緊手柄)。自(zì)製的兩個鎖緊手柄功能如(rú)圖2所示。
(2)機修工和操(cāo)作工配合將機(jī)床工作台鎖緊(jǐn)機構拆開。機修工將旋轉杠杆上的兩個花鍵、花鍵孔清洗幹淨。然後(hòu)用細銼刀和(hé)油石(shí)將花鍵、花鍵孔上的磨損部位毛刺進行修複;另外,安排車工將(jiāng)鎖緊手柄(bǐng)車好,安排銑工(gōng)將旋轉杠杆銑開並(bìng)補充加工好與鎖緊手柄相配的螺紋孔。完成相關工作後,機(jī)床工作台鎖緊機構按機床(chuáng)說明書要求和圖2所示進行安裝調試(shì)。
(3)在兩個(gè)鎖緊手柄對象零件(旋轉杠杆)改製件上做兩個螺紋孔,實現兩個(gè)鎖緊手柄單個轉動而鎖緊工作(zuò)台,避免了聯動(dòng)機(jī)構中因(yīn)執行零件(旋(xuán)轉杠杆)上的兩個花鍵孔磨損程度不相(xiàng)同,旋轉(zhuǎn)杠杆(gǎn)中配合的孔和銷子發生磨損引起工作台兩點夾緊不同步帶來的工作台鎖不緊的現(xiàn)象;同時也避免了調整回轉工作台與上(shàng)滑座調整墊片之間間隙尺寸調整到(兩(liǎng)點同時)一致後工作台仍然鎖不緊問題。改裝後機構如圖2所示。
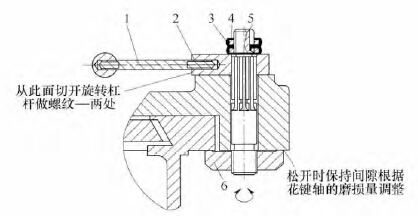
圖2 改進後工作台上下滑座(zuò)聯(lián)動夾緊機構
1.鎖緊手柄 2. 旋轉杠杆 3.保護墊片(piàn) 4.鎖緊螺母 5.花鍵軸 6.調整(zhěng)螺母
4. T68回轉工作台夾緊機構改進(jìn)後的優點
(1)鏜床工作台鎖緊結構改進後機構調整方便。將T68鏜床工作台實現(xiàn)聯動機構(gòu)中的原執(zhí)行件(旋轉杠杆)改製,增加兩個單個的執行元件(鎖(suǒ)緊手(shǒu)柄)。在兩個鎖緊手柄對象零件上做螺紋孔,實現兩個鎖緊手柄的單個轉動鎖緊,避免了工作台聯動機構的兩點夾緊方式帶來的不同步引起的工作台鎖(suǒ)不緊的現象;同時也避免了調整(zhěng)回轉工作台與上滑座(zuò)調整墊片之間(jiān)間隙尺寸從0.1 mm調整到(兩點同(tóng)時(shí))一致(機床說明書調整要求)後,工作台(tái)仍鎖不緊的問題。單個鎖緊裝置的(de)調整,可以根據夾緊點機構零件磨損情況來進行,回轉工(gōng)作台與上滑座(zuò)調整墊片之間間隙尺寸。本次改裝修理後,調整到間(jiān)隙為0.05 mm和0.07 mm,鏜床工作台鎖緊力合適 。根據鎖緊改裝(zhuāng)後T68鏜床如圖3所示。
圖3 改進後T68鏜床
(2)工作台轉位後,夾緊力合適,鎖緊(jǐn)機構工作可靠。將兩個鎖緊手柄(bǐng)對象零件(旋轉杠杆)改製(zhì)做螺紋孔,實現兩個鎖緊手柄的單個轉動而鎖緊工作台,避免了聯(lián)動機構在兩點夾緊(jǐn)帶來的不同步帶來的工(gōng)作台鎖不緊的現象;通過檢測機床工作(zuò)台鎖緊功能和加工零件驗證機(jī)床工作台鎖緊改進項(xiàng)目結構合理,保留T68鏜床工作(zuò)台精度和鎖緊功能並簡化了鎖緊機構,改裝後工作台鎖不緊現象消除,工作台轉位後,夾緊力合適,鎖緊機構工作正常,達到了T68工作台鎖緊機構改(gǎi)進的目的。通過這次機床的改進工作實踐,為我公司鏜床設備的改造(zào)打下了基礎,同時也為我們對舊設備通過改造保持其功能提(tí)供了良好思路。以(yǐ)上觀點也供機械加工的同(tóng)行交流借鑒。
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能(néng)源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控(kòng)係統和數控機床何去(qù)何從?
- 中國的技術(shù)工人都(dōu)去哪裏了?
- 機械老板做了十多年(nián),為何還(hái)是小作坊?
- 機械行業最新自(zì)殺性(xìng)營銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵(miàn)前,國人沉默(mò)。製造業(yè)的騰飛,要(yào)從機床
- 一文搞懂數控車(chē)床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削(xuē)與螺旋銑(xǐ)孔(kǒng)加工工藝的區別