


摘要: 研製了一台適(shì)於微小尺寸零件磨削的(de)(650×650×650)mm 三軸(zhóu)微型數控磨床, 采(cǎi)用全閉環數控係(xì)統,能實現亞微(wēi)米(mǐ)級加工精度。該機床關鍵部(bù)件采用高速空氣靜壓電主軸、交叉滾(gǔn)柱支撐的高分辨率超精密滑台、永磁直線電機、CCD 顯微鏡以及基於IPC 的多軸(zhóu)運動控製卡, 結合優化的插(chā)補控製策及(jí)誤差補償機製, 能實(shí)現三維複雜形麵超精密微細磨削加工的精度要求。
0 、引言
機床自18 世紀末出現以來, 其加工精度和自動化程度不斷提(tí)高, 然而, 在減小其尺寸方麵的努力卻很少。微型機(jī)床和微型工廠是Dutta 等在1970 年首次提到(dào)的, 當時隻是作為(wéi)矽微細加工製作微電機的(de)一種應用(yòng)[1]。但是, 隨著技術的發展和市場需(xū)求(qiú), 特(tè)別是微機械和微小零件在諸多領域的廣泛應用(yòng), 如何解決微小三(sān)維形狀零件的製造(zào)問題成為人們關注的熱點(diǎn)。介於以半導體製造技術為基(jī)礎(chǔ)的微機(jī)械加工(gōng)技術與傳統(tǒng)的精密加工技術之(zhī)間製造技術, 或稱“中間部分技術” 是解決(jué)三維複雜結構和具有多(duō)樣化材料特性微小零件的關鍵技術, 因而近年來人們已經開始探索這(zhè)類用(yòng)於產品微(wēi)小型化的有(yǒu)效(xiào)技(jì)術方法, 稱為M4 (micro/meso mechanical manufacturing) 技術[2]。20 世紀90 年代中期以來,日本和歐(ōu)美等發達國家從節省空間和提高加工精(jīng)度的角度出發, 廣泛開展微小零件加工機床的小型、輕(qīng)型化研究,陸續研製了多種用於微小零件切削加工的小型精密、超精密等(děng)被稱為(wéi)桌麵加工(gōng)的機床[3~5]。M4 技術的研究與開發在我國尚處於起步階段, 而歐盟(méng)在巴統協議中把該類技術與裝(zhuāng)備列為對我國嚴格限製的(de)進口技術範疇,因此,解決(jué)桌麵微納米加工機床的國產化問題是當務之急。
針對微細磨削(xuē)加工本文介紹了一台自主研製的數控桌麵(miàn)微納米磨削機床, 該機床(chuáng)用於微機械零件製造。該機床主要(yào)由(yóu)超高轉速的氣浮磨削主軸(zhóu)和工件主軸、伺服控製的微(wēi)納(nà)米進給工作台、自動微砂輪交換係統、CCD圖像識別監測係統、微冷卻係統、高精密數控(kòng)係統所組成(chéng)。完成準100~1000μm 的軸(zhóu)類和(hé)非軸對稱零件的(de)直接(jiē)微納米磨削製造技術(shù)問題, 主要應(yīng)用於國防武器(qì)產(chǎn)品,如微(wēi)引信係統、微慣導係統、微型偵察機器人、微型飛機、微加速度器和微激光探測器等製造, 以及航空(kōng)航天、介入醫學相關的(de)微小(xiǎo)機械和(hé)微機械產(chǎn)品的製造。
1 、微型磨床的技(jì)術要求
所設計的數控微型磨床應滿足以(yǐ)下性能要求: ①坐標軸為X、Y、Z 軸: X、Y、Z 軸有效工作行(háng)程不大於150mm, 重複定位精度1μm, 分辨率0.1μm, 工件軸360°連續回轉, 轉速3000~8000rpm, 回轉精度0.005°, 徑向跳動不大於1μm; ②主軸轉速(sù)40000~50000rpm, 徑向(xiàng)跳動不(bú)大於1.5μm, 無極調(diào)速; ③使(shǐ)用(yòng)電(diàn)鍍金剛石或CBN 砂輪,最小直徑準200μm; ④機床尺寸限製在(650×650×650)mm, 重量不大於250kg; ⑤機床總(zǒng)功率不(bú)大於500W;⑥最小加工軸類(lèi)零件(jiàn)尺寸(cùn)準100μm~準1000μm, 圓度誤(wù)差±1準m, 表麵粗糙度Ra10~50nm。
2 、機床(chuáng)總體結構布局與設計
本文所研製的(de)數控(kòng)微磨床(chuáng)主要用(yòng)於微機械零件(jiàn)製造。微磨床應該滿足(zú): 良(liáng)好的靜、動剛度; 較小的熱變形; 良好(hǎo)的單軸運動和聯動性能; 人機布局關係良好和(hé)較高的環保(bǎo)標準。數控微磨床的總(zǒng)體結構布局應按上述要求, 既滿足了磨床性能(néng)、加工適應範圍等, 同時也滿足(zú)了外觀、操作、管理到人機關係等。T 型布局采用(yòng)橫、縱運動分離, 由刀具主軸(縱向)和工件軸(橫向)共同完成, 三軸導軌安裝在機床床身且基本處於同一(yī)高度上。T型布局不僅有(yǒu)利於提高導軌的運動精度和工件的加工精度, 而且安裝簡單, 大(dà)大提高了測量精度。微磨削過程主要分為主運動即刀具的運動和(hé)工件的(de)進給運動。微(wēi)磨(mó)床在豎直方向上調整刀具主軸, 並且控製水平方(fāng)向的相對運動, 從而加工出不(bú)同厚度的微小(xiǎo)零件; 工件軸在豎直方向(xiàng)上的相對運動是為實現不(bú)同的加工深度, 水平方向上(shàng)相對於主軸的運動是為了實現一定的加工長(zhǎng)度。豎直方向通過Z 向運動平台實現, X、Y向運動平台共同來實(shí)現平麵進給, 這就是說微磨床需要實現X、Y、Z 三軸聯(lián)動。
X、Y、Z 三方向的進給原理(lǐ)相似。在傳動過(guò)程(chéng)中,電動(dòng)機與絲杠通過聯軸器來實(shí)現連結, 電動機帶動絲杠做旋(xuán)轉(zhuǎn)運動(dòng), 絲杠通過螺母副將(jiāng)絲杠的旋轉運(yùn)動變換為導軌的水平(píng)移動, 帶(dài)動水平平台(tái)移動。主軸部件固定在Z 軸運動(dòng)平台上, 電動機帶動絲杠做旋轉運動, 螺母沿導軌做上下移(yí)動, 帶動主軸做上下運(yùn)動, 完成刀具(jù)的縱向進給。同時Z 軸平台固定在(zài)Y 軸平台之上, 可以實現(xiàn)刀具的前(qián)後(hòu)進給。工(gōng)件軸(zhóu)上裝有工(gōng)件夾緊機構(gòu), 實現微小工件的裝夾。為了便(biàn)於安裝調整拆卸, 輔助(zhù)係統安直接裝在機床(chuáng)床身上來(lái)實現加工過程的冷卻和(hé)在線監測。我們(men)利用三維建模軟件對微型磨床進行了整(zhěng)機(jī)建(jiàn)模, 其整體結構如圖1 所示(shì)。
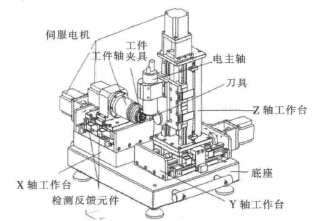
圖1 微磨床整體結構
3 、關鍵部件配置
關鍵零部件(主軸部件、伺服(fú)驅動、運(yùn)動控製部件及(jí)監測係統等)的選擇及精度是實現微細磨(mó)削加工的先決條件,具體配(pèi)置如下:
(1)主軸及驅動係統。主軸是超精密機床的關鍵部件,其(qí)運(yùn)動誤差特性直接(jiē)影響零件的表麵質(zhì)量和精度, 同時為(wéi)滿足微細(xì)切削所需的切(qiē)削線速度, 主軸應具有很高轉
速。通過計算, 主軸跳動應在0.1μm 以內, 且至少應具有5×104 r/min 以上的轉速(如對直徑(jìng)0.1mm 的球頭銑刀)。考慮(lǜ)到空氣靜壓軸承具(jù)有轉動平穩、回轉精度高、高速轉動溫升小等特點, 盡管其剛(gāng)度稍低, 結合本課題的具(jù)體應用場合, 決定采用(yòng)高精度(dù)空氣靜壓軸(zhóu)承高速電主軸。其最高(gāo)轉速可達9×104r/min, 徑向(xiàng)跳動量小於0.5μm。
(2)導軌及驅動裝置。導軌采用超精密交叉滾柱支承的滑(huá)台, 其優點為剛性(xìng)好, 動作靈敏, 不易引起振動,適於空間尺(chǐ)寸小, 承(chéng)受顛覆(fù)力矩的場合, 該導軌(guǐ)直線度為±0.1μm /25mm。承載工作台的兩(liǎng)水平進給軸采用永磁直線電(diàn)機直接驅動(dòng), 並(bìng)配置最高分辨率為0.05μm 的光柵尺作為全閉環數控係統位置(zhì)反(fǎn)饋裝置。直線電機進給伺服驅(qū)動技術的優點是能夠實現瞬時加、減速及(jí)高速準停運動; 減少了(le)中間環節, 傳動剛度好, 有效地提高(gāo)了傳動(dòng)精度(dù)及可靠(kào)性。
(3)在(zài)線監(jiān)測係統。刀具在工(gōng)件表麵的快速(sù)精確定位(wèi)、切削力的精確(què)測定、轉速或者(zhě)進給量的測定及加工過程的可視化是微細加工的必備條件。微型加工作業(yè)時, 微(wēi)細加(jiā)工和裝配過程應該避免人為的介入(rù)和外界的影響,而且人也很難參與到其中(zhōng), 這裏通常采用非接觸式無損測量方法。光(guāng)電圖像檢測技術(shù)是一種理(lǐ)想(xiǎng)的方法, 其(qí)核心元件是CCD 攝(shè)像機, 原(yuán)理(lǐ)過程如圖2 所示(shì), 它可(kě)以對微細加(jiā)工過程、微裝(zhuāng)配過程實時監控(kòng), 還可以對三維零件進行(háng)幾何尺寸的測量, 滿足功能要求。
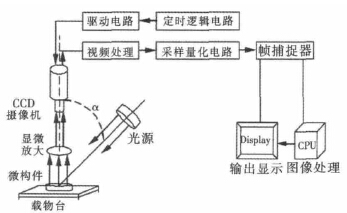
圖2 微磨床在線監測係統
4 、微型磨床的數控係統
為了實現三軸數控加工, 構建了一個NC 嵌入PC型開放式數控係統, 以PC 為硬件平台, 將多軸運動控製器PAMC 插入PC 總線插槽中, 通過接口連接伺服單元和(hé)I/O 單元, 控製(zhì)平台三維運動, 其硬件結構如圖3所示。即采用基於上下位(wèi)機的雙(shuāng)CPU 係統, PC 機(jī)作為上位機完成(chéng)數控(kòng)加工的非實時任務, PAMC 完成實時任務(wù)。控製器具有輪(lún)廓控(kòng)製能力, 易實現數控插補, 可以手工編程, 也可利用CAD/CAM 實現三維數控加工。該控(kòng)製係統具有靈活性好、功能穩定, 可共享PC 豐富的軟硬件資源。
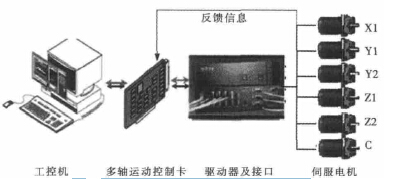
圖3 微型磨床(chuáng)專用數(shù)控(kòng)係統的硬件結構
為了提高機(jī)床的加工精度, 建立機床的數字化綜合空間誤差模型, 采用全閉環控製, 通過數控補償修正機械誤(wù)差, 提高各軸的定位精度和重複定位精度, 從而提高(gāo)機床的(de)加工精度。
機床專用數控係統采用以Windows 為係統平台,通過(guò)其線程調度機製可以方便地實現多任務(wù)。在線程調度中, 每一個線程的優先級不同。優先級高的線程優先運行在機床專用數控係統中。急停、機械限位、硬件故障等線程優先級最高, 它們首先取得CPU 的運行時間。坐標運動(dòng)、加工狀態的(de)動態顯(xiǎn)示、加工軌跡模擬仿真等線程優先級依次降低。但另一方麵, Windows是基於消息機(jī)製的(de), 實時性較差, 不(bú)能滿足一些(xiē)像故障中斷、插補運算等實時性任務, 為此, 機床專用數控係統采用可編程多軸運動控製卡實現各(gè)種(zhǒng)實時性控製。
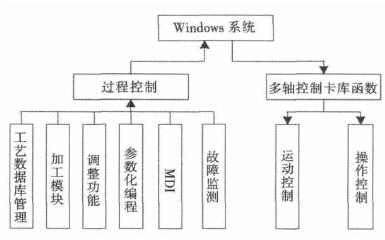
圖4 微型磨床專用數控(kòng)係統的(de)軟件結構
過程控製軟件包括工藝數據庫管理、參數化編(biān)程、編輯程序、解釋程序、加工模塊、MDI、故障監測等(děng)與用戶操作有關的子模塊(kuài)。各功能子模塊由Windows 統一調度管理, 與係統的硬件無關。Windows 通過多軸控(kòng)製卡庫(kù)函數對底層的硬件進行控製, 實現微型零件加工時各軸的運(yùn)動控製以及(jí)I/O 控製。
5 、結束語
研製了一台尺寸為(650×650×650)mm 的微型數(shù)控磨床, 采用最高轉速可達9×104r/min 的高精(jīng)度空氣(qì)靜壓(yā)軸承高速電主軸, 可獲得足夠的切削速度。建立了(le)機床的數(shù)字化綜(zōng)合空間誤差模型, 采用全閉環控製, 通(tōng)過數控補償修正機械誤差, 滿足微細加工要求。初步的調試(shì)與加(jiā)工試(shì)驗證明, 該微磨床技術可行, 可以用於微細磨(mó)削加工技術研(yán)究。
如(rú)果您(nín)有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情(qíng)況(kuàng)
- 2024年8月 新能(néng)源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據