


摘 要:鏡麵磨削主要取決於機床精度、切削用量和砂輪的選擇與修整(zhěng)。文章主要研究在MG1432高精度萬能外圓磨床上,通過在磨削工藝過程中改變修整砂輪時工作台速度、磨削時(shí)工作台速度、工件線速度(dù)和過餘進給量四個因素探索對工件粗糙度的影響(xiǎng)。其實(shí)驗條件為(wéi):使用樹脂(zhī)結(jié)合劑(jì)白剛玉石墨砂輪(lún);工件為GCr15(HRC60);修整工具為(wéi)鋒利的單(dān)顆(kē)粒金剛石修正筆,最終實現鏡麵磨削的工藝效果(guǒ)。
鏡麵磨削是(shì)指經磨削後的工件,表麵粗(cū)糙度Ra不大於0.01μm,光如鏡麵,可以清晰成像,故稱鏡麵磨削。
鏡麵磨削主要用於加工精密軋輥、精(jīng)密線紋尺等需(xū)要特別(bié)光潔的精密零件的外圓或平麵。磨削(xuē)圓柱麵(miàn)的圓度不大於(yú)0.5μm,直(zhí)線度不大於1μm/300mm;磨削平麵的平麵度(dù)不大於3μm/1000mm。工件精度靠機床(chuáng)保證,鏡麵效果要靠工藝保證 。
1、 鏡麵磨削的原(yuán)理
鏡麵磨削是利用砂輪上(shàng)等高微刃進行的精密加工。大量微刃同(tóng)時參加磨削,形成光滑(huá)表麵,這是(shì)形成鏡麵的主要因素。其次是微刃在(zài)切除切屑後,由於
磨損而變鈍(dùn),在工(gōng)件表(biǎo)麵(miàn)上產(chǎn)生摩擦、擠壓、壓光和拋光作(zuò)用,這是形成(chéng)鏡麵的第二個因素。第三個因素是進行無火花磨削,鏡麵形成過程是反複進行無火花(huā)磨削(xuē)的除去表麵上切削殘留(liú)餘量的過程 。
2、 試驗方案
要使工件磨削後達到鏡麵效果,除機床本身的精度、工件的硬度(dù)外。磨削參數的選擇是關鍵。本實驗主要考察修整砂(shā)輪(lún)時工作台速度;磨(mó)削時工作台速度;工件線速度和過餘進給量四個因素對工件粗糙度影響。
2.1 實驗條件
(1)MG1432W 高精度萬能外圓磨床
(2)砂輪種類型號精密磨削時: WA F280L400×50×203鏡麵磨(mó)削時: WA W7K 400×50×203石墨砂輪
(3)工件:GCr15HRC 60~62
(4)鋒利的單顆粒金剛石修(xiū)正筆
(5)冷卻液(乳(rǔ)化劑(jì)):線切割專用工作液。型號:DX(南京中山油品廠)
(6)冷(lěng)卻(què)液(yè)過濾裝置
(7)TR300表麵粗糙度形狀測量儀
主要技術參數:最高分辨率0.000125μm/8μm.殘餘輪廓(kuò)Ra<0.005μm.示值誤(wù)差< ±5%.示值變動性<3%.
2.2 實(shí)驗準備
(1)MG1432萬(wàn)能外圓磨(mó)床的空運行:目的是讓機床的各運動部件充分運動,使機床(chuáng)達到熱(rè)平衡,尤(yóu)其是工作台(tái)在低速運動時無(wú)爬行(háng)現象。
(2)試件:材料GCr15,HRC 60~62、Φ50×100,10件(jiàn)。進行鏡麵磨削之前首先仔細研磨中(zhōng)心孔去(qù)除氧化皮並使(shǐ)中心孔的光潔度達到▽10,並在普通外圓磨床上進(jìn)行粗磨,使各工件沒有錐度且外徑尺寸一致。然後在MG1432外圓萬能磨床上磨削。
(3)砂輪的修整規範(fàn):用單顆粒金剛石修正筆(bǐ)修整砂輪(lún)時,修正筆隨工作台縱向往複運動,在砂輪表麵刻出左右兩個旋向的螺旋線,兩個旋向的螺旋線相互幹涉(牙頂和牙頂重合形成高點、牙底和牙底重合形成低點),如果工作台左右(yòu)兩個方向(xiàng)運動速度(dù)相等,從微觀(guān)上看砂輪則被修(xiū)整成了橢圓(yuán)。但是由於磨床工作台是用液壓驅動的,所以左右兩個方向運動的速度不可能相等。因此由牙(yá)頂重合的高點會呈螺旋線排列在砂輪表麵。為了使砂輪有更多的磨粒參加磨削,操縱機床不進(jìn)刀地光修幾次,去除(chú)高點使砂輪更(gèng)平整 。
砂輪修整的(de)過(guò)程就是用金剛石把砂(shā)輪表麵剝掉一(yī)層的過程,那麽(me)會有一些磨粒已經鬆動但並未脫落(luò),在磨削的過程中這些磨粒脫落便會劃傷工件表麵。這些劃傷不但影響實驗結果,而且在鏡(jìng)麵磨削(xuē)的過(guò)程中很難去除。所以修整完砂輪之(zhī)後(hòu)開大冷卻水衝刷砂輪表麵,並用塑料板或加布膠木板在砂輪表麵輕輕地磨,以去除鬆動的磨粒。然後用牙刷(shuā)仔細刷(shuā)洗砂輪表麵(miàn) 。
2.3 實驗結果
各種(zhǒng)因素對工件粗糙(cāo)度的影響見表1,表2,表(biǎo)3,表4,磨削(xuē)效果見圖1。
表1 工件轉速對工件粗(cū)糙度的影(yǐng)響
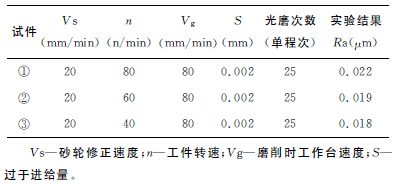
表2 磨削時工作台速度對工件粗糙度(dù)的影響
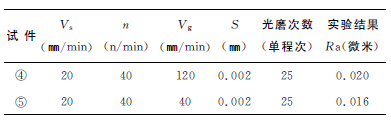
表3 砂輪修正速度對工件粗糙度的影響
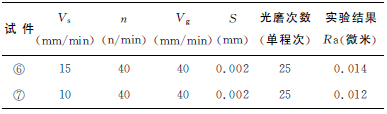
表4 過於進給量(liàng)對工件粗(cū)糙(cāo)度的影響
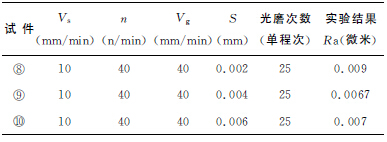

圖1 磨削效果(guǒ)樣品圖
3 、結論
在相同實驗條件下,僅(jǐn)改變工件轉速,其餘各工藝參數均相(xiàng)同時,工件轉速越小在(zài)鏡麵(miàn)磨削時其(qí)表麵光潔度越高(gāo),精度越高。
在相(xiàng)同實驗條件(jiàn)下,僅改變磨削時工作台速度,其(qí)餘各工藝參數均相同時,磨削時工作台速度越小,在鏡麵磨削時其表麵(miàn)光潔度越高,精度越高。在(zài)相同實驗條件下,僅改變磨削時砂輪修整速度,其餘(yú)各工藝參數均相同時,磨削時砂輪修整速度越小在鏡麵磨削時其表麵(miàn)光潔度越高,精度越(yuè)高。
如果(guǒ)您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切(qiē)削機床(chuáng)產量數據
- 2024年(nián)11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地(dì)區金屬切削機床(chuáng)產量數(shù)據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源(yuán)汽(qì)車產量數據
- 2028年8月 基(jī)本型乘用車(chē)(轎車)產量數據