


摘要: 靜 壓托瓦的工作原理(lǐ)是利用液壓油高壓(yā)產生油膜(mó)浮起軋輥,在負載較小的(de)情況下進行軋(zhá)輥(gǔn)磨削加工,文章介紹了研(yán)究靜壓托瓦(wǎ)的必要(yào)性和工作原理及設計,力求實現(xiàn)不同磨床加工的(de)互換性.
0 前言
MK84160 軋輥磨床是韶鋼工(gōng)程技術有限公司設備製造事業部唯一對韶鋼二軋廠軋輥進行加工的大型重點設備,給軋(zhá)輥生產組(zǔ)織帶來一定的局限性.由於該機床長期每天兩班滿負荷使用,無法長時間停機進行係統檢修,設備故障停機率增加,直接造成軋輥磨床(chuáng)非計劃檢修較多,隨時給生產(chǎn)造(zào)成不必要的(de)損失. 為了順利完(wán)成計劃性設備大修工(gōng)作和解決突發事故造成的不必要的損失,需要進行(háng)靜壓托瓦(wǎ)的研究,力求使寬板廠HERKULES 軋輥磨床和二(èr)軋廠(chǎng)MK84160 軋輥磨床在工(gōng)作輥的加工上實現互(hù)換.
1、 研究的內容
根據兩台軋輥磨床在加工技術參數和機(jī)床性能上進行比較,二軋廠工作輥要在HERKULES 寬板數(shù)控軋輥(gǔn)磨床(chuáng)進行磨削加工,必需根據(jù)工作輥的支承軸頸尺寸設計製作一副(fù)靜壓托瓦.
HERKULES 寬板數控軋輥磨(mó)床中心架為靜(jìng)壓中心架( 見圖1) ,中心架為(wéi)兩層結構,上層為整(zhěng)體式靜壓托瓦,下層為靜壓中心架殼體,磨削不同的工件隻(zhī)需更換靜壓托瓦,靜壓(yā)托瓦為不可調(diào)的整體(tǐ)托瓦,托瓦開有兩個靜壓(yā)腔,托瓦材料(liào)為鋁基合金.
托瓦在設計過(guò)程中,考慮到是在寬板磨床靜壓中心架上增加靜壓托瓦(wǎ),因此,靜壓托瓦底座與靜壓(yā)中心架殼體(tǐ)連接必需按原結構設計,靜壓托瓦供油係統采用寬板磨床原有供油係(xì)統,托瓦(wǎ)與供油係統進油口接頭采用“無溢出”式/齊平麵液(yè)壓快換接頭與設(shè)備本體的接頭匹配.
2 、研究解決的(de)問題
2. 1 軋輥支撐部位的選擇
在二軋廠工作輥上選取Ф500e8 × 198 作為靜壓托瓦的工作麵,必須符(fú)合以下條件:
1) 粗糙度達到Ra 1. 6 以上.
2) 直(zhí)徑上要有形位公差和尺寸(cùn)公差限(xiàn)製.
3) 要有180 mm 以(yǐ)上的寬度.
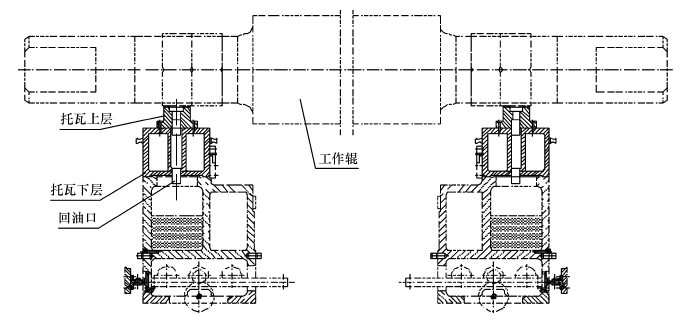
圖1 軋輥磨床靜壓托瓦加工示意
2. 2 靜壓(yā)托瓦的結構設計
根據(jù)國內目前的機械製造水平,決(jué)定將靜壓托瓦設計為(wéi)兩層(céng),下層(céng)為鑄件底座( 見圖2) ,上層為鑄件基體澆巴氏合金托瓦(wǎ)( 見圖3) ,托瓦分兩層結(jié)構設計有一定的好處(chù),首先降低靜壓托瓦製造難度( 托(tuō)瓦底麵為R800 的大圓弧) ,其次在兩層之間由於有一調整墊片,工件中心高(gāo)也易於保證,並且當機床由於某種原因造成托瓦損傷時,隻需(xū)更(gèng)換(huàn)巴氏合(hé)金托瓦或重新澆巴(bā)氏合金.
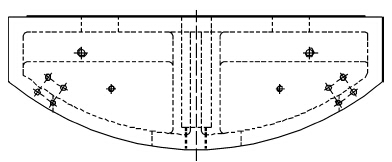
圖2 托瓦(wǎ)下層示意
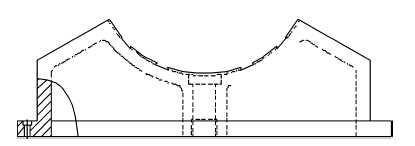
圖3 托瓦上層示意
2. 3 靜壓托瓦密封麵達到的效果
在確保HERKULES 寬板數控軋輥磨床靜壓中心架液壓參(cān)數不變的情況下,流量20 L /min、工作壓力,3MPa 保證(zhèng)工作(zuò)輥輥的(de)浮起量至少在0. 08 mm以上,達到磨削(xuē)加工的最(zuì)佳狀態.
3 、研究(jiū)方法的原理
3. 1 工作輥主要(yào)參數
工作輥主要參數: 磨削直徑: 810 mm; 磨削長度: 2 500 mm; 工(gōng)件長(zhǎng)度: 5 890 mm; 工件重量:14 798 kg; 工件支承直徑: 500 mm; 工件(jiàn)表麵粗糙度: Ra1. 6; 圓柱度: 0. 05 /1000.
3. 2 托瓦底座的強度校核(hé)
由於托瓦底座隻受擠壓力,因此,隻校核底座機械強度和擠壓(yā)強(qiáng)度,托瓦底座按承載30 噸工件進(jìn)行強度校核.
1) 校(xiào)核機械強(qiáng)度
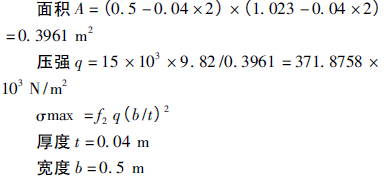
2) 校核擠壓強度
3. 3 靜壓托瓦(wǎ)計算
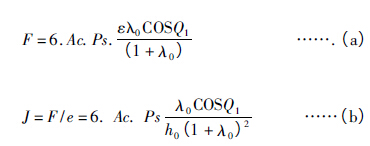
1) 靜壓托瓦的承載能(néng)力F 及剛度J 為:
靜壓托瓦最大承載能力時的(de)λ,( a) 式對入求導得:
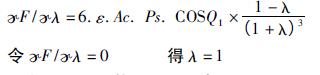
即當λ = 1 時,靜壓(yā)托瓦最大承載能力Fmax 為
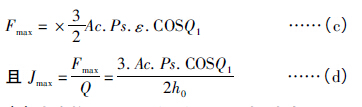
( d) 式為靜壓托瓦最佳剛度表(biǎo)達式,式中
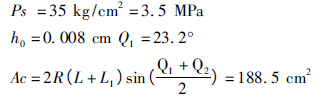
其中: R 為托瓦半(bàn)徑( cm) ,L 為油徑長度( cm) ,L1為軸(zhóu)向封油麵長度( cm) ,Q1為油腔張角之半,Q2為油腔中心(xīn)線與周向封油麵(miàn)邊上的夾角.
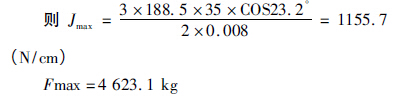
單個靜壓托瓦最大總承載能(néng)力(lì)FF = 2 × 4 623. 1 = 9 246. 2 kg
2) 靜(jìng)壓托瓦流量計算
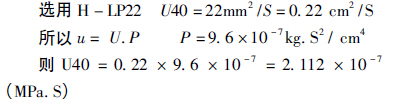
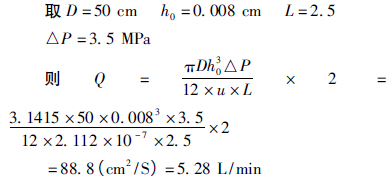
靜壓托瓦所需總(zǒng)流量為10. 56 L /min
3) 油(yóu)泵功率
![]()
通過上述計算,可以看(kàn)出靜壓托瓦所需的流量和壓力遠小HERKULES 寬板數控軋輥磨床(chuáng)靜壓中心架供油壓力( 35 kg·f) 和流量( 20 L /min) ,而靜壓托瓦最大承載力184 92. 4 kg 又遠大於二軋廠工作輥(gǔn)( 14 798 kg) ,完全能夠(gòu)滿足軋輥(gǔn)加工要求.
4) 研究過程
按照設計原理,結合現有HERKULES 軋輥磨床配置的Ф850 靜壓托瓦的外形尺寸(cùn)、材質、工藝性能(néng)要求進行(háng)現場測繪,對靜壓托瓦瓦麵按設計要(yào)求重新繪製,對設計方案和整(zhěng)套加工圖紙進(jìn)行細致的討論,確定最終(zhōng)加工製作圖.
托瓦在設計過程中,考慮到是在寬板磨床靜壓中心架上(shàng)增(zēng)加靜壓托瓦,因此,靜壓托瓦底座與靜壓中心架(jià)殼體連接(jiē)必需按原結構設計,靜壓托瓦供油(yóu)係統采用寬板磨床(chuáng)供油係統.
組(zǔ)織自身專業人員,研發完成Ф500 靜壓托瓦後,在HERKULES 軋輥磨床上進行安裝、調試.用著色法檢(jiǎn)查托瓦底座R800 圓弧、R250 圓弧接觸麵,調整靜壓托瓦間隙(xì)和液壓係統參數,滿足壓力35 bar、浮起量80 ~ 100 μm 的要求,並進行二軋工作輥的磨削加工(gōng)全過程(chéng)操作.
4 、研究效果
通過此(cǐ)次HERKULES 軋輥磨(mó)床中心架Φ500靜壓托瓦研發,解決了HERKULES 軋輥磨床軋輥加工在韶鋼的通(tōng)用性,可進行寬板廠和二軋廠工作輥的磨削,緩解了因為設備的不確定因數對二軋廠生產造成的影響,避免了不必要的損失.
從實際使用情況來看,完全(quán)能夠達(dá)到研發的預期效果,對二(èr)軋廠工作輥的(de)磨削加工,經檢測完(wán)全達到二軋廠對軋輥的使用要求.
5 、結論
綜(zōng)合上述研發的實際效果和前景推廣,HERKULES 軋輥磨床中心架Φ500 靜壓托瓦研發是成功(gōng)的,達到了預期效果,充分實(shí)現現有機(jī)加工設備資源整合利用,將(jiāng)設備因素造(zào)成的損(sǔn)失降到最低(dī),為二軋廠生(shēng)產順利進(jìn)行保(bǎo)駕(jià)護航,以創造更(gèng)大經濟效益.
靜壓托瓦研發發現,對(duì)專用設備的單一性進行研發、改造,盡可能的擴(kuò)大其通用性,發揮設(shè)備的最大潛能,可為公司實(shí)現效益最大化作貢獻(xiàn). 下(xià)一步可推廣到在(zài)二軋軋輥磨床( MK84160) 上對寬板廠工作輥的磨削加工,力求實現兩台設備的加工互換性.
如果(guǒ)您有機床行業(yè)、企業相關新聞稿件發表,或進行(háng)資(zī)訊合作(zuò),歡(huān)迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區(qū)金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量(liàng)情(qíng)況
- 2024年10月(yuè) 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)