


摘要: 針(zhēn)對當前深孔鏜床的缺點,開發了新一代深孔鏜專(zhuān)用機床(chuáng)。該機床采用配備(bèi)低轉速大扭矩(jǔ)同步(bù)交流伺(sì)服(fú)電機的(de)主軸驅動係統,采用具有過載保護的液壓進給係統(tǒng),有(yǒu)效地克服了原機床結(jié)構複雜、能耗高、堵轉時(shí)易損壞工(gōng)件和刀具(jù)的(de)缺點(diǎn),具有自(zì)動化程度(dù)高、成本低、節能、可(kě)靠性好等優(yōu)點。
深孔鏜專用機床適(shì)應於一(yī)次性加(jiā)工完成圓柱體內孔的鏜、滾(gǔn)壓,主運動為(wéi)刀具( 刀杆) 旋轉,進給運動為刀具進給,鏜削方式采用推鏜。該機床不僅可以進行鏜削,而(ér)且還可以進行滾壓加工(gōng)。目(mù)前,國內其(qí)他同類設備有多種,但共同存在以下顯(xiǎn)著(zhe)缺點:
( 1) 主軸驅動係統結構複雜,主電機采用大功率普通三相異步交流電動機,配有多級主軸傳動箱,體態笨(bèn)重,成本高,可靠性差,故障率高,主電機(jī)功率過大而能耗高;
( 2) 進給驅動係統結(jié)構複雜,采(cǎi)用交流(liú)伺服電機帶(dài)進給箱,滾珠絲杠螺母副傳動,無(wú)級調速(sù),但屬(shǔ)剛性傳動,無過載保護,一旦發生堵轉,將會損壞工件或刀具;
( 3) 由於結構複雜成本高,一般售價在幾十萬(wàn),用戶難(nán)以接受。針對以上設備存(cún)在的缺點,作者開發了新的深孔鏜床(chuáng),完全克服了以上缺點,具有自動(dòng)化程度高、成本低、節能、可靠性好的特點,設備投放(fàng)市場以來,深受用戶歡迎。
1 機床設計方案
如前所述,在現有深孔鏜(táng)專用機床上加工深孔時,存在3 個缺點,考慮機床原有(yǒu)結構和傳動關係,重新改造設計,提出下列設計方(fāng)案,機床設計示意圖如圖1 所示。
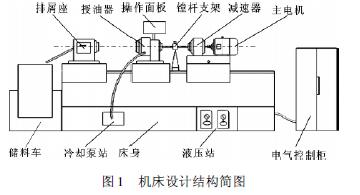
圖1 機床設計結構簡圖
1. 1 床身部分(fèn)
床身采用樹脂砂造型,優(yōu)質鑄鐵鑄造,具有很好的外觀和強度,筋板布局合理,Π 型加強筋使床身具有優良的剛度、抗振性和(hé)抗斷麵畸變能力。床身(shēn)采用分體拚接結構,下體采用焊接結構,將內設液壓站、冷卻泵站及各種油管; 上體采用鑄造結構(gòu),導軌采用雙平結構、電火花表麵淬火磨削(xuē)工藝,使其(qí)承載能力大,導向精度、耐(nài)磨性及精度保持性好,根(gēn)據鏜孔係列不同導軌寬度為520 ~ 680 mm。
1. 2 主軸驅動係統(tǒng)
主軸驅動電機選用低(dī)速大扭矩的交流同步伺服電機,根據鏜孔直徑係列32 ~ 500 mm,選用功率6 ~22 kW, 同步轉速500 r /min, 如選用型(xíng)號CTB-4022ZXE05 電機,功率22 kW。主電(diàn)機配有PX 係列高(gāo)精密行星齒輪減速器,減(jiǎn)速比i = 3 ~ 5,主要起(qǐ)增扭作用(yòng),它們(men)之間采用彈(dàn)性聯軸(zhóu)器聯接,變頻無級調速,轉速可達30 ~ 2 000 r /min,亦可根據用戶要求(qiú)任意設置11 級轉速,通過波段開關實現有(yǒu)級調速。與同類產品相比,主(zhǔ)電機功率小,節能明顯,機械傳動結構簡單(dān)。
1. 3 進給驅動係(xì)統
機床液壓傳動係統如圖2 示。
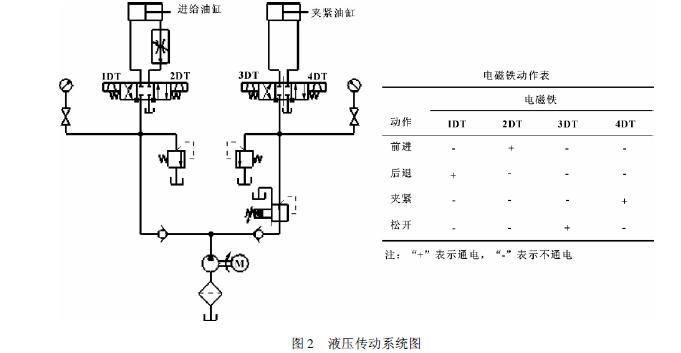
圖2 液壓傳動(dòng)係統圖
采用液壓進(jìn)給驅動係統,過載保護功能強,有效克服了堵鏜時刀(dāo)具(jù)與工件的報廢。在導軌凹槽中安裝有進給(gěi)油缸SG-80 × 3 000,工作壓力8 MPa,油缸(gāng)帶動(dòng)托板,與主電機、減速器及鏜杆一起移動,托板采用箱體式滑鞍結構有效地提高了滑鞍的剛性,同時支撐(chēng)導軌(guǐ)整個(gè)跨度,滑鞍及滑板為樹脂砂鑄造,並進行人工時效(xiào)處理,各導軌麵為重要加工麵。油泵電機選(xuǎn)用三相交流異步電機5. 5 kW,油(yóu)泵(bèng)選用齒輪泵CBTF320,對油液(yè)汙(wū)染不敏感,工作可(kě)靠,壽命長。進(jìn)給速度為無級調速,進給速度範圍5 ~ 500 mm/min。夾緊油(yóu)缸SG-250 × 100,工作壓力3 MPa,起到對工(gōng)件的夾緊(jǐn)鬆(sōng)開作用。
1. 4 授油器部分(fèn)
授油器的作用是: ( 1) 向加工工件輸入冷卻液並密封; ( 2) 支承鏜杆; ( 3) 鏜頭導向; ( 4) 支承頂緊工(gōng)件及工件定位; ( 5) 對床身固定。在授(shòu)油器(qì)的背麵,有一個從冷卻泵來的輸液管,冷卻液通過授油器(qì)送入工(gōng)件切削區。在授油(yóu)器的頭(tóu)部,有一個錐盤,起支承和頂緊工件(jiàn)作用,它與工(gōng)件以30°、45°或60°錐麵結合(hé),靠裝在授油器內部液壓缸產生的力對工件頂緊。在錐(zhuī)盤內,有一導(dǎo)向套,是用(yòng)於鏜頭導向(xiàng)的,更換刀具必須更換此套。在(zài)授油器的(de)尾部,有一軸承(chéng)內套,內有導套,是支承鏜杆用(yòng)的,更(gèng)換鏜杆時,需要更(gèng)換相應(yīng)的導套。
在授油器內部的(de)液壓缸,與授油器做(zuò)成一體,錐盤即為活塞。液壓泵啟動後,按下夾緊按鈕,就可實現錐盤伸出頂緊,按下(xià)鬆開按鈕,則錐盤退開,工件另一端由排屑座的錐盤(pán)頂緊(jǐn)。在規定的加工範(fàn)圍內,用戶可以根據需要自行選擇鑽鏜杆直徑尺寸,自製與工件和鏜杆有關的零件。
1. 5 冷卻係統
冷卻係統主要(yào)由冷卻(què)液箱、泵站、輸液管、儲屑車和回液槽組成。冷卻(què)液的作用是冷卻及排屑。鏜孔時,正(zhèng)常采用推鏜方式,冷卻(què)液由冷卻液箱經冷卻泵從授油器後側輸(shū)入到切削區,帶(dài)著切屑排(pái)往床頭排屑座,然後到(dào)儲(chǔ)屑車,冷卻液過(guò)濾後回冷卻液箱。冷卻泵站由一個電機帶冷卻(què)泵組成,電機功率(lǜ)1. 5 kW,係統工作(zuò)壓力2. 5 MPa,流量200 L /min。
1. 6 鏜杆支架(jià)
鏜杆支架為上下兩半瓦結構,便於鏜杆更(gèng)換。主要起到支撐鏜杆、控製鏜杆的運動方向、吸收鏜杆震動(dòng)的作用(yòng)。
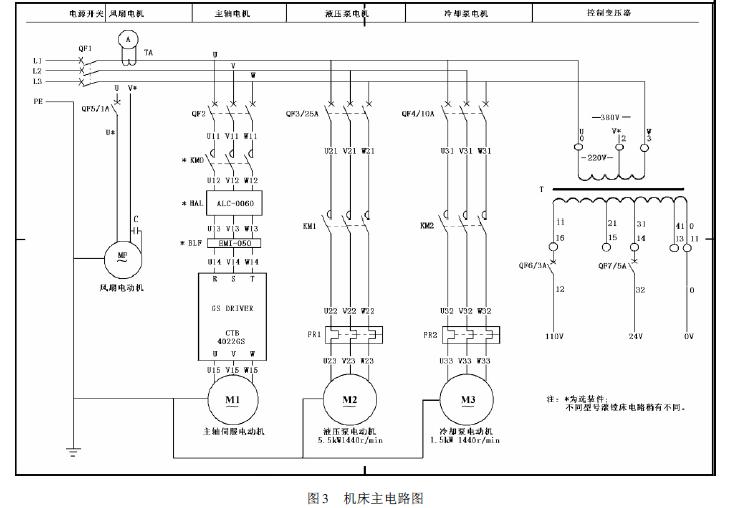
1. 7 電氣係統
由操作麵(miàn)板、電氣(qì)控製櫃、交(jiāo)流伺服驅動(dòng)裝(zhuāng)置及電(diàn)氣控製係統組成,使得機床的操作和使用更(gèng)具合理化、人性化。其機床主電路如圖(tú)3 所示,控製電路略。
2 機床的性能指(zhǐ)標
2. 1 機床的(de)加工精度
粗鏜時,孔徑精度IT9 ~ 10,表麵粗糙度不大於Ra6. 3 μm;精(jīng)鏜時,孔(kǒng)徑精度IT7 ~ 8,表麵粗糙度(dù)不大於Ra3. 2 μm,圓度不大於0. 03 mm;滾壓時(shí),孔徑精(jīng)度IT7 ~ 8,表麵粗糙度不大於Ra0. 4 μm,圓度不大於(yú)0. 03 mm;加工(gōng)孔的直線度不大於0. 15 mm/1 000 mm;加工孔的出口偏(piān)斜不大(dà)於0. 3 mm/1 000 mm;加工孔的同軸度不大(dà)於0. 25 mm/1 000 mm。
2. 2 機床的加工效率
切(qiē)削速度。根(gēn)據刀具結構、材料和工件材(cái)質確定,一般為50 ~ 100 m/min;進給(gěi)速度。根據(jù)工(gōng)件加工直(zhí)徑、工件材質、熱處理狀況和工藝情況確定,一般在40 ~ 100 mm/min;
鏜孔時最(zuì)大加工餘量。根據刀具結構、材料和(hé)工件情況確定,一般不(bú)大於30 mm。
3 結論
該(gāi)機床可用於加(jiā)工機床的主軸孔,各種機械液壓油缸、汽缸圓柱形通(tōng)孔、盲孔及階梯孔等(děng),具有質量可(kě)靠、價格低、自動化程度高、經濟效益好等優點。
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(chē)(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源(yuán)汽車銷量情(qíng)況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷(duàn)一台加工中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的(de)發展趨勢
- 國產數控係統和數控機床何去(qù)何從?
- 中(zhōng)國的技術工人都去哪裏(lǐ)了?
- 機械老板(bǎn)做了十多年,為何還是小作坊?
- 機械行業(yè)最新自(zì)殺性營銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉(chén)默。製造業(yè)的騰飛,要從機床(chuáng)
- 一文(wén)搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方(fāng)法及工裝設計
- 傳統鑽削與(yǔ)螺(luó)旋銑孔加工工藝的(de)區別