


一、產品介紹
專用鏜模是一種數控落地鏜銑床加工滑枕所用的工裝,尤其是(shì)滑枕專用鏜模。
數控落地鏜銑床(chuáng)采用當(dāng)代(dài)機械、電氣、液壓等新技術設計而(ér)成(chéng)的(de)機床。此種機床(chuáng)是(shì)適(shì)用範圍大、功能廣泛的重型通用金屬切削(xuē)機床。機床(chuáng)除具有自由伸(shēn)出的鏜軸能完成落地鏜床所能進行的加工外,還具有自由伸出的方滑枕,在(zài)方滑(huá)枕內裝有銑軸與鏜軸。通過銑(xǐ)軸端鍵可(kě)帶動裝在方滑(huá)枕前端(duān)的直角銑頭、萬能銑頭、伸長(zhǎng)銑頭及平旋盤等多(duō)種附件的主軸運動。使機床不僅能實現大直徑及大平(píng)麵的重切削,而且能加工很(hěn)多工件(jiàn)的內腔、內腔側麵、內腔孔及大端麵止口。所以滑枕單件精度是該(gāi)鏜銑床保證(zhèng)成品精度(dù)的關鍵件之一。而滑枕的加工對數控落地鏜銑床精度的具有(yǒu)重要意(yì)義。目前滑枕加(jiā)工工裝因結構原因存在著多麵加工需要多次裝夾完成,難(nán)以滿足單件精度設計要求的問題,使整個產品的成品(pǐn)精度達到設計要求難度增(zēng)加。
為了解決現有(yǒu)滑枕加工(gōng)工裝多麵加(jiā)工需要多次裝夾完成,難以滿足單件精(jīng)度設計要求的問題,設計一種(zhǒng)滑枕專用鏜模,該滑枕專用鏜模具有一(yī)次裝夾(jiá)內完成多麵加工及滿足單件精度設計要求的特點。
二、技術方案
本滑枕專(zhuān)用鏜模的技術方案是:該滑枕專用鏜(táng)模包括底座,在底座連接(jiē)有螺栓,螺栓上連接有用於固定滑枕的壓板,底座前端地麵上放置有鏜(táng)杆支架,在底座上通過螺栓分別固定(dìng)有前支架及後支架,前支(zhī)架及後支架的(de)孔(kǒng)內設置有固定套(tào),固定套內設置有活鏜套,前支架與後支架間螺栓(shuān)上連接有橫梁,橫梁下連接有吊架,吊架(jià)孔內設置有固定套。
上述(shù)方案中的(de)在前(qián)支架、後支架(jià)及吊架上(shàng)分(fèn)別設置有彈簧油環。
本(běn)滑枕專用鏜模具有如下有益效果:該(gāi)滑枕專用鏜模由於采用(yòng)螺栓(shuān)和壓板固(gù)定滑枕, 利用鏜杆支架、前支架、後支架及吊架支撐鏜杆結構,因而一次裝夾內完成多麵加工及提高單件(jiàn)精度,滿足高精度加(jiā)工的需要,而且提高了加工效率,為生產出高質量產品提供(gòng)了技(jì)術保障。所以說該滑(huá)枕專用鏜(táng)模具有一次裝(zhuāng)夾內完成多麵加工及滿足單件精度(dù)設計要求的特點。
附(fù)圖說明:
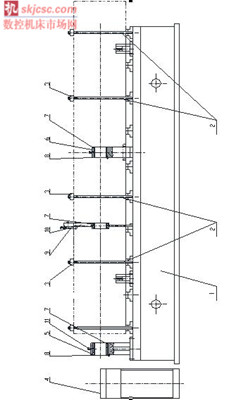
附圖1是本(běn)滑(huá)枕專用鏜模(mó)結(jié)構示意圖(tú);
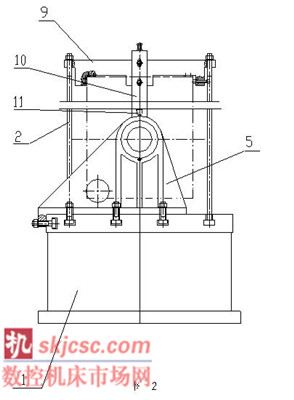
附圖2是圖1左圖。
圖中1-底座,2-螺栓(shuān),3-壓板,4-鏜杆支架,5-前支架,6-後支架,7-固定套,8-活鏜套(tào),9-橫梁,10-吊架,11-彈簧油環。
三、實施方式
下麵結合附圖對本滑枕專(zhuān)用鏜(táng)模作進一步說明:由附圖(tú)所(suǒ)示,該(gāi)滑枕專(zhuān)用鏜模包括底座1,在底座1連(lián)接有螺栓(shuān)2,螺栓2上連接有用於固定滑枕的壓板3,底座1前端地麵上放置有鏜(táng)杆支架4,在底座1上通過螺栓分別固定有前支架5及後支架6,前支架5及後支架6的孔內設置有(yǒu)固定套7,固定套(tào)7內設置(zhì)有活鏜套8,前支架5與後(hòu)支架6間螺栓2上連接有橫梁9,橫梁9下連接有吊架(jià)10,吊架10孔內設置(zhì)有固定套7。在前(qián)支架5、後支架6及吊架10上分別設置有彈簧油環(huán)11。實際使(shǐ)用時,配合滑枕專機使用,確保滑枕專機加工時保證裏(lǐ)孔精度,用於支撐鏜杆完成滑枕內各孔的幾何精度的加工,將該鏜模固定在底座1上,設計專用的鏜杆支(zhī)架4放在底座前端地麵上,用於支撐鏜杆的(de)安裝。前支架5、活鏜套8、固定套7放在滑枕方窗內;固定套(tào)7、吊架10、放在滑枕中間靠左端處,彈(dàn)簧油環11用於此處潤滑鏜杆;後支架6、活鏜套8、固定套7放置於滑(huá)枕中間靠(kào)右(yòu)處,圓柱頭軸位螺釘用於此處(chù)鎖緊;前支(zhī)架5、後支架6及吊架10用(yòng)於(yú)支撐鏜杆,前支架5、後支架6及吊架10的位置由所加工滑枕的各內孔尺寸(cùn)而定。吊架10放在第一個φ150孔內,吊架10的(de)設計目的主(zhǔ)要是防止鏜(táng)杆加工過程中產(chǎn)生撓度影(yǐng)響各孔的位置精度。
該鏜模中的活(huó)鏜套8在加工前(qián)要同鏜(táng)杆配磨,保證配磨(mó)間隙,使鏜(táng)杆在鏜孔過程中完成設計要求(qiú)的各項精度。鏜模調好後,固定滑枕,螺栓2、壓(yā)板3、橫(héng)梁9、內六角沉頭螺釘、T型槽用螺栓、內六角(jiǎo)螺栓、光(guāng)麵壓塊、活動(dòng)手柄(bǐng)壓緊螺(luó)釘、頂塊座、側定位(wèi)座、內螺紋(wén)圓錐銷組成側定位裝置用於滑枕的定位。各夾壓(yā)螺栓2與鏜模底座1配合使用,按滑枕實測尺寸調(diào)整,鏜(táng)杆從(cóng)滑枕前端穿入,在(zài)該鏜模(mó)上先(xiān)前、後各一鏜試刀料,測量兩孔的中心高.然後重新調整鏜模的前支架(jià)5、後支(zhī)架6及吊架10高度,使鏜出的孔距滑枕(zhěn)端麵1000處低頭 0.01~0.012mm,然後根據滑枕的各(gè)軸承外環(huán)實測值加工(gōng)滑枕內各孔。
四、作用
滑枕是機床(chuáng)關鍵件(jiàn),該滑枕專用鏜模的設計應(yīng)用完(wán)全(quán)突(tū)破了以往傳(chuán)統的加(jiā)工方法。它是一種非常精準、簡單、快捷、適用於批量的加工工裝。解(jiě)決現有滑枕加工(gōng)工裝多麵加工需要多次(cì)裝夾完成,難(nán)以滿足單件精度設計要求的問題(tí),提高了工作效率。它是一項創造性的革新,提升(shēng)了企業整體的製造水(shuǐ)平。(文自:齊齊哈爾二機床(chuáng)(集團)有限(xiàn)責任公司 )
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削(xuē)機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基(jī)本(běn)型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能(néng)源汽車產量數據
- 2024年(nián)11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床(chuáng)產量數據(jù)
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘(chéng)用車(轎車)產量(liàng)數據