



FANUC 係(xì)統數控車床宏程序解析
2020-5-13 來源: 大連經濟技術開發區(qū)中等職業技術專業學校 作(zuò)者: 謝(xiè)玉寶
摘要:FANUC 係統宏程序的編製(zhì)是學習者的一(yī)個難點,主要是有變(biàn)量的存在(zài)。掌握變量(liàng)概念和變量的基本演算方法以及變量的(de)賦值方法非常重要。宏程序分 A/B 類,手柄 A 類宏程序、正弦曲線 B 類宏(hóng)程序、橢圓 B 類(lèi)直(zhí)角坐標宏程序分別實(shí)例講(jiǎng)解,學習者可根據實際機床新舊程(chéng)度以及編(biān)程難易程度掌握自己的編程方法。
關鍵詞:FANUC 係統;數控車床;宏(hóng)程序;橢圓;雙曲線
1 、基(jī)礎知識
在程序編製過程中,我(wǒ)們對含有變量的程序稱之為用戶宏程序。如果在主程序中調用了用戶宏程序的指令,稱之為用戶(hù)宏程序指(zhǐ)令。使用代碼 G65 表示(shì)。用戶宏程序一般分為(wéi) A、B 兩種類型。一般情況下,FANUC-0TD 係統會采用 A 類宏程序編程,而 FANUC-0i係統則采用 B 類宏程序編程。
2、 程序編(biān)製(zhì)
2.1 手柄 A 類型宏程序編程(chéng)
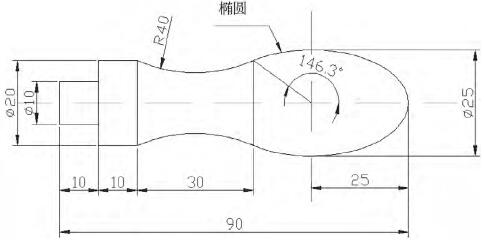
圖 1 手柄圖
編程編製說明:
如圖 1 手柄圖所示,橢圓的方程為 X2/12.52+(Z+25)2/252=1,該橢圓方程式的(de)另一種表達(dá)式為“X=12.5sinα,Z=25cosα-25”,即使用極坐標方式表示零件(jiàn)輪廓上的點的(de)坐(zuò)標。橢圓上各點坐標分別是(X12.5sinα,Z25cosα-25),點的坐標值隨著角度的變化而發生(shēng)變化(huà),“α”稱為自變量,而坐標“X”和“Z”是應(yīng)變量。我們規定每次角度的增量為 0.1°。
注意(yì):使用極坐標編寫(xiě)該橢圓加工程序時,應注意編程點處的極角不等於圖樣上已知的平麵角 146.3°,需經換算後得到該點的極角為 126.86°才(cái)能使用。
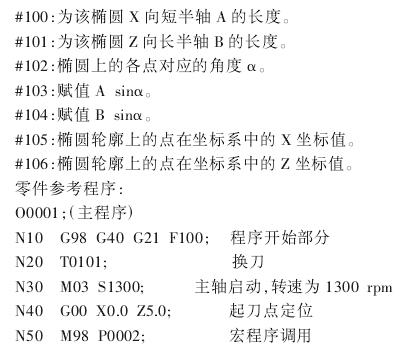
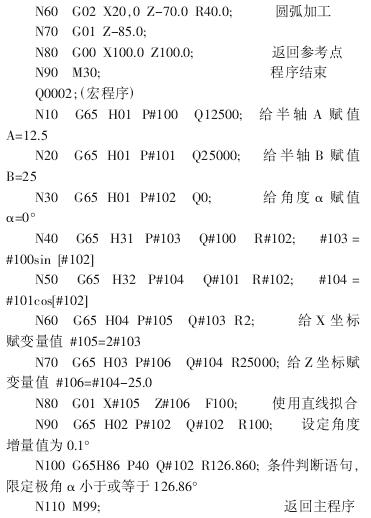
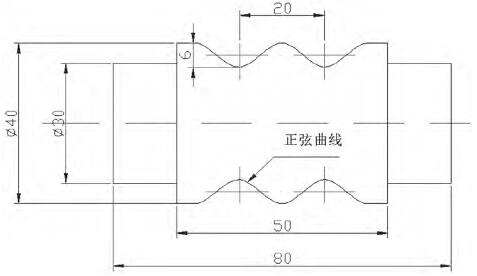
圖 2 曲線輪
2.2 正弦曲線 B 類宏程序編(biān)程
編程(chéng)編製說明:
如圖 2 曲線輪,這(zhè)個零件的正弦曲線是由兩個循環周(zhōu)期構成,角度(dù)和為 720°級從-630°到 90°結束。現在,沿 Z 軸方向將該(gāi)正弦線分為 1000 條線段,每條線線段直線在 Z軸方向的間距設定為 0.04mm,那麽對應其正弦(xián)線的角度增(zēng)加 720°/1000。根據計算(suàn)公式,得出該正弦曲線上每一段線上終點的 X 軸的坐標值為 X=34+6sinα。
#100 為在局部坐標係編(biān)程中的(de) X 坐標變量賦值,
#101 為正弦線(xiàn)角度的變量賦值,
#102 為零件(jiàn)輪廓正弦線上各(gè)點 x 坐標賦值,
#103 為零件輪廓正弦線上各點 z 坐標賦(fù)值。
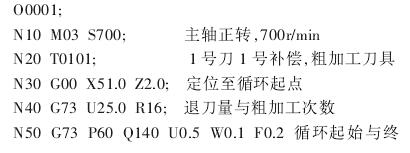
零件(jiàn)的參考程序:
主(zhǔ)程序(xù)示(shì)例:
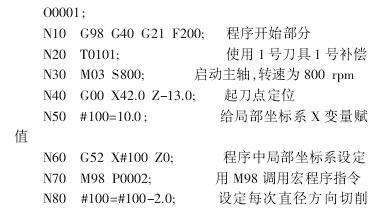
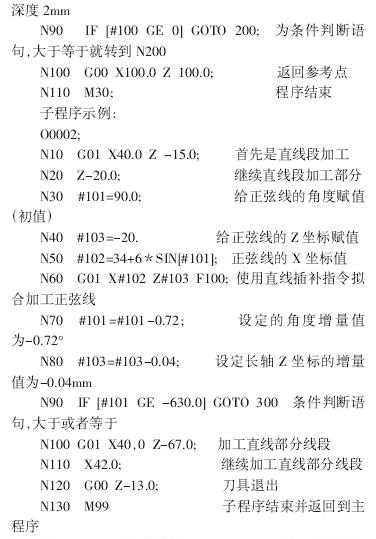
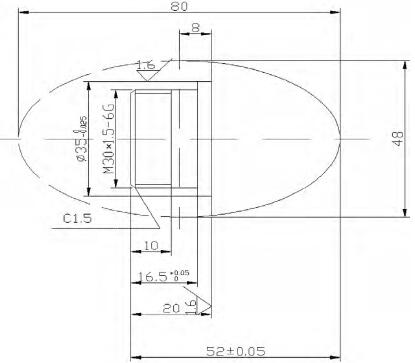
圖 3 橢圓件
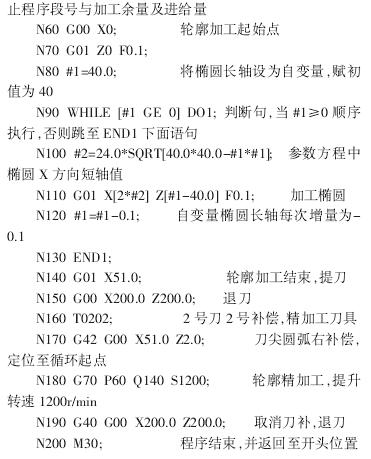
2.3 橢圓 B 類直角坐標指令宏程序編程方法
3 、結束語
在使用宏程序編(biān)製零件加工程序過程中,由於允許(xǔ)使(shǐ)用變量賦值、算數、邏輯等運算以及使用條(tiáo)件轉換轉移等,從而使編製程序變得方便和簡單,但是學習(xí)起來比較(jiào)抽象,很難學好並吃(chī)透。尤其是使用 G65 變量賦值在編製 A類(lèi)宏程序過程中非常容易出錯。所以,建議使(shǐ)用 M98 調用指令,使用 G73 指令,在直角坐標係或極坐(zuò)標係中編製程序。
投稿箱(xiāng):
如(rú)果(guǒ)您(nín)有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果(guǒ)您(nín)有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本(běn)型乘用(yòng)車(轎車(chē))產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切(qiē)削機床產(chǎn)量數據
- 2024年10月 金屬(shǔ)切削機(jī)床產量數據
- 2024年9月 新能源汽(qì)車銷量情況(kuàng)
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)