



電(diàn)火花數控插補(bǔ)器的設計
2018-4-4 來源:河南理工大學機械及工程動(dòng)力學(xué)院 作者: 劉石安 劉建慧 童景琳(lín)
摘要:論文分析了逐(zhú)點比較法可回退(tuì)的直線、圓弧插補算法,用硬件描述語言HDL編程,實現了插補算法硬件(jiàn)化,計算迅速,幾乎(hū)不消耗時(shí)間,完全(quán)能滿足數控係統的(de)實時性要求,已成功應用於電火花數控係統(tǒng)中。
關鍵詞: 電火花;數控(kòng);插補
0、引言
電火花數控係統最主要(yào)的實時任務是插(chā)補運算、運動規劃和電火花加上間隙狀態檢測與控製。插補運算是為了精確計算出(chū)各個(gè)運動軸的移動量,確(què)保上具電極按預定(dìng)的(de)軌跡路線運(yùn)行;運動規劃是為了解決上具電極移動時可能存在的不平穩現象,比如空運行到(dào)放電加上時,間隙短路狀態到(dào)快速(sù)回退時,都(dōu)要有與電火花加上相適應(yīng)的變速方法(fǎ);間隙狀態檢測與(yǔ)控製是電火花加上上藝本身要求的,是必須實時的。其中(zhōng)插補運算在每一個控製周期內都必須進行核算,它的實(shí)時性能直接影響(xiǎng)整機係(xì)統性(xìng)能.
目前數控係統主要有兩種方式,一是全軟件方式,一是軟件硬件結合方式。插補算法用軟件實現的(de)數控係統升級換代容易,但速度要慢一些,係統實時任務總數不能多,還需要實(shí)時操作係統支持;用(yòng)硬件設計插補器能獲得良好的實時性能,插補器運行時不占用微處理器時間,是並行運行的,在分時(shí)操作係統(tǒng)中也可以運行。目前插補器硬件化的研究也比較深入,多數用嵌入式(shì)係統實(shí)現,主要應用於數控銑削或雕銑。電火(huǒ)花加上(shàng)公藝很特別,放電時上具電極不能(néng)再進給,因此電火花數控(kòng)係統必須考慮軌(guǐ)跡可回退,必須研(yán)究軌跡可回退的插補算(suàn)法。
模具加上離不開電火(huǒ)花加上工藝,據統計有30%的模具加工工作(zuò)量是用電火花加上工藝完成的,許(xǔ)多國外的機床(chuáng)製(zhì)造商,如阿(ā)奇、夏米爾公司,把電火花加上和高速數控(kòng)銑削結合起來,組合成(chéng)新的上藝係統,降低單件成本,縮短生產流程時(shí)間,從而增強(qiáng)企業的(de)競爭力同。根據蘇州民風數(shù)控科技公司的市場調查表(biǎo)明,數控電火花機床的需求在增大(dà),工藝(yì)範圍在拓寬(kuān),如用多(duō)軸聯動數控電火花加工技術完成聚屏,金剛石刀具加(jiā)工的,由此可見(jiàn),電火花加上工藝潛(qián)能還在,優勢的(de)發揮取決(jué)於數控技術、智能技術(shù)和其它各(gè)項技術的研究與(yǔ)應用的深(shēn)化。
本文在Windows環境下生成了C語言的可回退的軟件插補器,運行時消耗時(shí)間比較(jiào)多,估計在150μs左右,再者電(diàn)腦操作係統又是分時(shí)的,也降低了電火花數控係統的實時性能,因此本文致力於插補器硬件化研究,用硬件描述語言(yán)HDL生成,在All era公司EP1C12Q240C8可編程輯器件中實現,在集(jí)成開發環境Quarlus 11 EDA具下開發硬件插補(bǔ)器控製軟件,本文的中心論述點就集(jí)中在可(kě)回退插補器的(de)計算方法及其硬件化方(fāng)麵。
1、電火花數(shù)控插補器設計
軌跡可回退,是指放電加(jiā)工時工具電(diàn)極(jí)按原來路徑(jìng)相反的方向(xiàng),並沿原來前進時的腳步絲毫不差的沿途返回,係統選擇(zé)脈衝增量(liàng)法比較適宜,本文用逐點比較(jiào)法分析(xī)直線插補和圓弧插補:
1.1 直線插(chā)補器

在第二象限、第三和第四象限中的直線插補,由於與X軸或Y軸或y=x軸對稱,所以各(gè)個象限(xiàn)中的偏差計算方法都可以按第一象(xiàng)限計算方法處理,終點坐標取絕對值,隻是進給方向(xiàng)做適(shì)當調整即可,四個象限的可(kě)回退直線插補方法中的坐標進給和偏差計算,歸納起來如表(biǎo)1所示。

表1 直線插補


根據以上思路,本文用硬件描述語言HDL設計了可回退直線插補器,四個象限的直線插補均可生成(chéng),圖(tú)2表示了直線插補仿真波(bō)形,終點坐標為第四象限點E(xp,yp)=E(4,-3),軌跡從(cóng)正向前進到中途拆返,再反向回退,最後回到直線(xiàn)起點的直線插(chā)補全過程(chéng).

圖2 可回退直線插補仿真波形
1.2 圓弧插補器
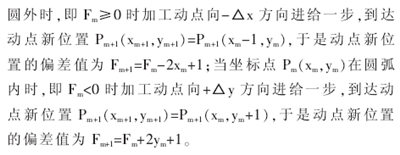
圖3表示可回退圓弧插補示意圖,由於插補對象(xiàng)是圓,順(shùn)時針和(hé)逆(nì)時針互為反向,因此可回退圓弧插補(bǔ)偏差計算方法可(kě)以簡化,相應的計算原則是,當實際軌跡為順圓SR1時可回退(tuì)偏差判別式按逆圓弧計算,當實際軌跡為(wéi)逆圓NR1時可回退偏差判別式按順圓弧SR1計(jì)算。

圖3 四個象(xiàng)限(xiàn)的插補可回退圓弧插補

與直線插補相似,圓弧插(chā)補計算按坐標絕對值進行,進給方向的判定另(lìng)做(zuò)處理,那麽NR2,SR3,NR4都可以按第一象(xiàng)限順圓SR1來計算,SR2,NR3,SR4都可以(yǐ)按(àn)第一象限逆圓NR1來計算,主(zhǔ)要計算偏差值、進給方向、增或(huò)減JX ,JY,以及設(shè)置狀態標誌(zhì),如圖4所示(shì)。

圖4 可回退圓(yuán)弧插補程序流程圖


圓弧插補仿(fǎng)真波形如圖5所示,表示第一象限順圓圓弧插補仿真,起點坐(zuò)標為,終(zhōng)點坐標為(wéi)時,軌(guǐ)跡從正向前進到中途拆返,再(zài)反(fǎn)向回退,最後回(huí)到圓弧起點的插(chā)補全過程。

圖(tú)5 可回退圓弧(hú)插補仿真波形
2、結束語
(1)分析了逐點比較(jiào)法可回退的直線、圓弧插(chā)補算法,用硬件描(miáo)述語言HDL編程,實現了插補算(suàn)法硬件化。
(2)對硬件插補器模塊進行了功能仿真和時(shí)序仿真,圖2和圖5的時序仿真,說明了本文(wén)建立的硬件(jiàn)可(kě)回退插補器能夠正確的沿直線或圓弧軌跡插補前(qián)進,同時也能精確的沿原軌跡路(lù)線(xiàn)返回,此特征能(néng)充分滿足放(fàng)電(diàn)加上時上具電(diàn)極的進退需要,這是電火花數控技術的(de)基本要求。
(3)本文研製的(de)硬件插補器,運算速度快,每次運算消耗時間隻有1519個機器周期,即對於33.333MHz微處理器(qì),隻需時間0.5~0.7微秒(miǎo),因此具有良好的實時(shí)性。
(4)本文設計的(de)硬件化可回退插補器(qì),是在EP1C12Q240C8可編程邏輯器件(jiàn)中實現的,直線插(chā)補器占用100E個邏輯單元,圓弧插補器占用1367個邏輯單元,模塊工作頻率分別可達100MHz ,77MHz,說明占用(yòng)資源少,經濟性好,工作頻(pín)率高。
投稿箱(xiāng):
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬(shǔ)切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據