控")



一種簡化S型加減速算法的研究
2018-4-3 來源:廣東工貿職業技術學院 作者:王彩芳
摘要:基於(yú)數控係統的加減速實現(xiàn)理論(lùn),研(yán)究了一種簡化(huà)s型加減速速(sù)度曲線(xiàn)模型(xíng),並針對簡化s型(xíng)加減速模型分析了(le)其加減速(sù)過程中的位移、速度、加速度等變化(huà)特征。通過對簡化s型加減速模(mó)型的特性分析,提出在(zài)不同起點、終點速度要求下的速度曲線細分方法,並通過仿真驗證(zhèng)其可(kě)行性。
關(guān)鍵(jiàn)詞:數控係(xì)統;S型加減速算法;加減速速度曲線
0、引言
加減速算法對數控(kòng)係統的速度(dù)、精度和運動平穩性有著重(chóng)要的作用,合理選用加減速算法可以減少機床的震動、保證加工質量。隨(suí)著現代製造業(yè)的不斷發展,對複雜曲線、曲(qǔ)麵的加(jiā)工要求越來越高,能(néng)否進行複雜曲線、曲麵的高速度、高精度加工已是衡量數控係統加工性能的重要(yào)標誌。對於複雜的曲線、曲麵,現代(dài)的CAM係(xì)統都是將其拆分(fèn)成大量的細小線段再發送給數控(kòng)係統進行加工的,這樣勢必會給數控係統帶(dài)來龐大的計算。因此,如何(hé)選擇最佳的加(jiā)減速控製算法,使得數控係統在計算能力範圍內能最大限度保證機床的運動速度、精度和平穩性,是數控係(xì)統設計的一個(gè)關鍵(jiàn)問題。
數控係統中常用的加減速速(sù)度曲線有:梯形(xíng)加減速速(sù)度曲線,指數加減(jiǎn)速速度曲線、S型加減速速(sù)度曲線,多項式加減速速度曲線,三角函數(shù)加減速速度曲線等。不同速度(dù)曲(qǔ)線的(de)計算複雜度和運動(dòng)控製效果均不同,但其表(biǎo)達式都可以用以時間為變(biàn)量的函數.f (t)來表達。盡管不同的速度(dù)曲線.f(t)的(de)具體表達形式(shì)有(yǒu)所不同,但.f(t)曲(qǔ)線本身,及其一階(jiē)導數、甚至二階導數是否連續,卻(què)是評價各種速(sù)度曲線是否能有效地提高(gāo)機床運動平穩性、實現柔性加工的直接(jiē)標誌(zhì)。
由於常用的梯形加減速速度曲線和指數加減速速度曲線的一階導數,也即加速度存在突變(biàn),在高速(sù)運動時,會對數控(kòng)機床產生衝擊。而三次以上的多項式加減(jiǎn)速速度曲線(xiàn)的一階導數(加速度)和二階(jiē)導數(加加(jiā)速度)均連續,特別是三角函(hán)數加(jiā)減速速度曲線的(de)任意階次導(dǎo)數都連(lián)續,是理想的柔性(xìng)加工速度曲線的選擇,但這兩類曲線的計算較為複(fù)雜,而(ér)且由於完全兼顧運(yùn)動的平穩(wěn)性,速度(dù)響應較慢,並不滿足一些速度響應要求(qiú)較高的(de)場合。S型(xíng)加減速速度曲線是一類介於柔性加工的多項式加減速速度曲(qǔ)線與注重速度響應的梯形加減速速度曲線之間的理想速度曲線,具有速度響應快、工作效(xiào)率高、運動衝擊小等特點,可以(yǐ)最大限(xiàn)度滿足數控(kòng)係(xì)統速度與精度的控製目標。
1、S型加(jiā)減速速度曲線分析(xī)
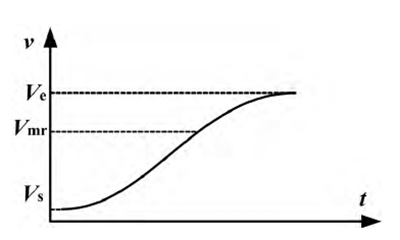
一個(gè)標準的s型加減(jiǎn)速速度曲線模型由加加速、勻(yún)加速、減加速、勻速、加(jiā)減速、勻減速、減減速這七段組成,其結構如圖1所示。
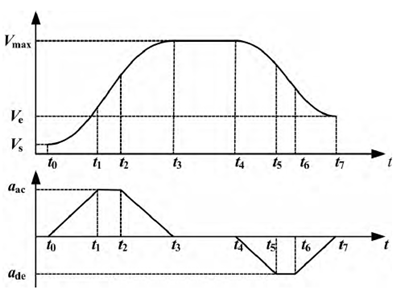
圖1 標準S型加減速速度曲線模型圖
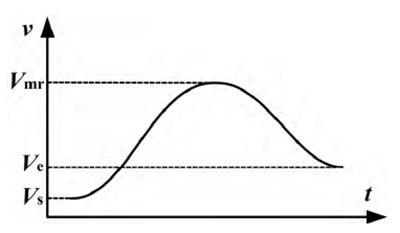
可以看到,S型速度曲線實際上是一個分段二次多項式函數。采用標(biāo)準S型加減(jiǎn)速速度曲線模型時,由於(yú)分段情況較(jiào)多,計算量較大,在實際計算時,常常采用簡化S型加減速速度曲線模型。簡化S型加減速速度曲線模型由(yóu)加加速、減加速、勻速、加(jiā)減(jiǎn)速、減(jiǎn)減速這五段組成,其結構如圖2所示。簡化S型加減速速(sù)度曲線具(jù)有計算簡潔、速度響應快、工作效率高
等優點。
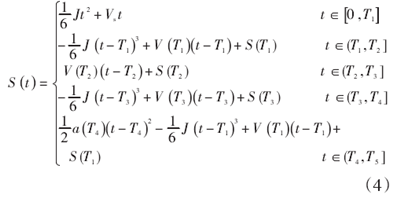
簡化S型加減(jiǎn)速速度曲線模型各段的加加度、加速度、速(sù)度和位移之間的(de)關係式如下。
(1)加加(jiā)速度
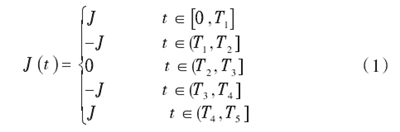
式(1)中,J是S型加(jiā)減速速度曲線模型的加加速度。
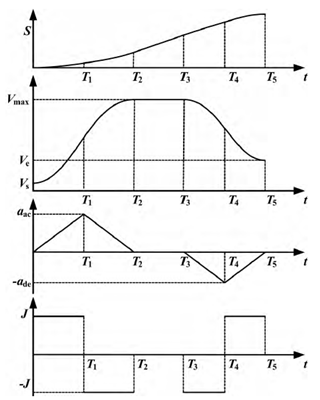
圖2 簡化S曲線(xiàn)加減速(sù)模型
(2)加速度
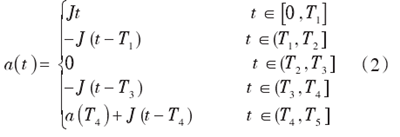
(3)速(sù)度
式(3)中(zhōng),v是S型加減速速度曲線模(mó)型的起點速度(dù)。
(4)位移
2、簡化S型加(jiā)減速曲線特性分析
數控係統實際應用中(zhōng),需要進行速度規劃來計算加工速度,因而每段(duàn)線的起點和終點(diǎn)速度往往並不(bú)相等。當采用簡化S型(xíng)加減速速度曲(qǔ)線模型(xíng)時,根據每段線的長度、起點(diǎn)、終點與最(zuì)大速度的大小(xiǎo)關係,S型加減速速度曲線可(kě)細分為如下7種(zhǒng):
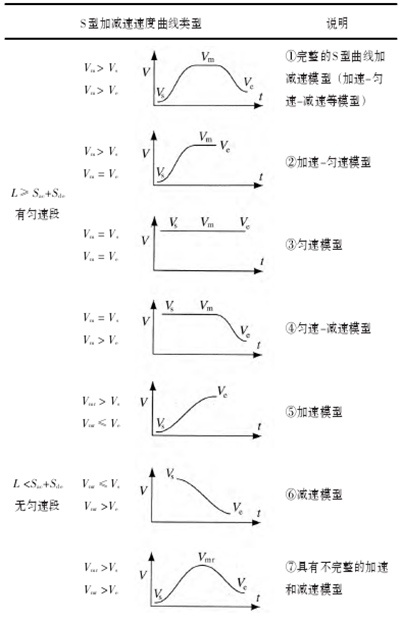
表1 速度曲線類型細分表
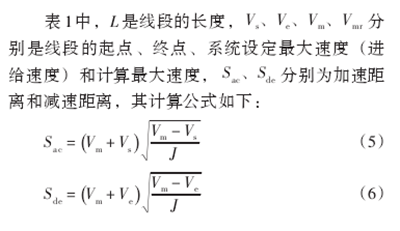
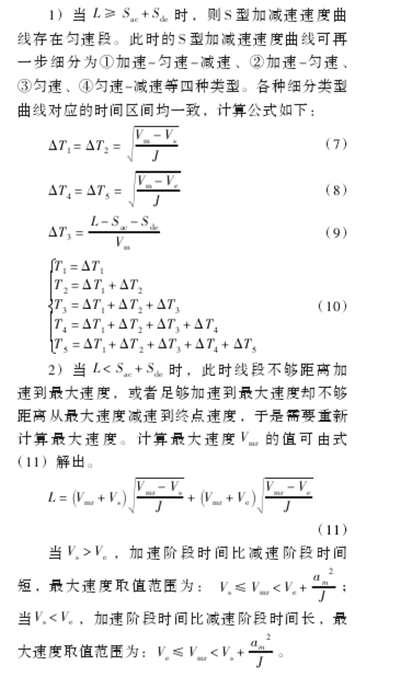
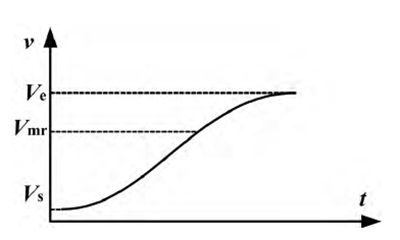
圖3 加速(sù)段曲線
②當Vm≤Vs時,該段(duàn)線不存在(zài)加速模型隻有(yǒu)減速模型,如圖4所示。
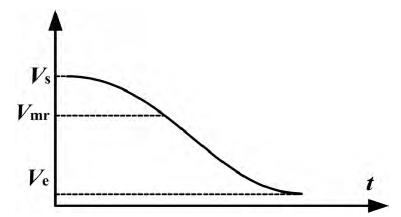
圖4 減速段曲線
③當Vm>max{Ve,Vs}時,該段具有不完整的加(jiā)減速模型,如圖5所示。
圖(tú)5 不完整加(jiā)減速段曲線
3、簡化S型加減速算法仿真和(hé)分析
下麵通過一個簡單的二維圖形來驗證本章的(de)簡化S型加減速速度曲線規劃算法的可行性。仿真時的係統運動參數(加工參數)設置如表2所示。
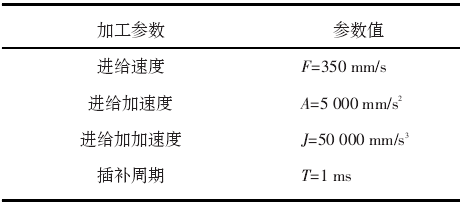
表2 加工(gōng)參(cān)數表
仿真的二維圖形如圖6所示,是由8段線段構成的封閉輪廓,每(měi)段線段的起點、終點坐標值如表3所示。
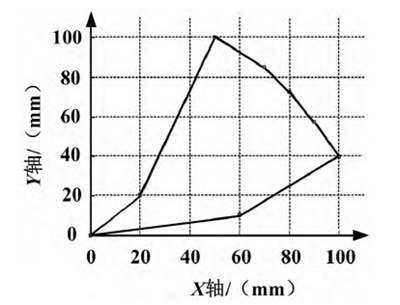
圖6 仿真(zhēn)的二維圖(tú)形
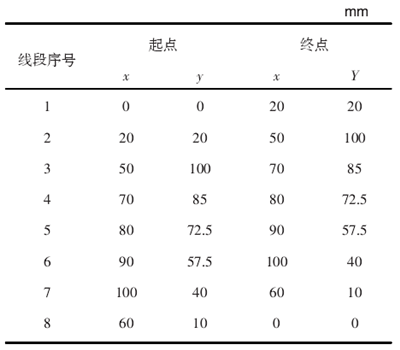
表3 仿真圖形各線段的起點、終點坐標值
仿真(zhēn)後產生的速度曲線圖如圖7所(suǒ)示,整(zhěng)個路徑所用(yòng)的插補時間為1.963 s。由速度(dù)曲線圖可以看出,仿(fǎng)真圖形各(gè)個線(xiàn)段的速度曲線(xiàn)包含了(le)完整的簡化S型加減速(sù)速度曲線和非完整S型加減速速度曲線。各段線段所對應(yīng)的(de)S型加減速速度曲線類型如表4所示。
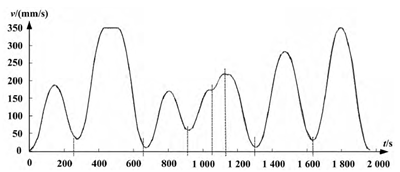
圖7 二維(wéi)圖形的速度曲線圖
4、結語(yǔ)
本文分析了柔性加減速控製算法的特點,並針對簡(jiǎn)化S型加減速控製算法的特性展(zhǎn)開詳細的研究。同時,根據線段的長度和線段的(de)起始、終止速度,給出了不同類(lèi)型(xíng)的簡化S型加減速速度曲線的快速劃分方法和簡便的計算公式。
投稿箱(xiāng):
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊(xùn)合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊(xùn)合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相(xiàng)關信息

業界視點
| 更多(duō)

行業數據
- 2024年(nián)11月 金屬切削機床產量(liàng)數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削機(jī)床產量數據
- 2024年10月 金屬切(qiē)削(xuē)機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台(tái)加工中心(xīn)精度的幾(jǐ)種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控係統和(hé)數控機床(chuáng)何去何從?
- 中國的技術工人(rén)都(dōu)去哪裏(lǐ)了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害(hài)人(rén)害己!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少(shǎo)談點智造,多談點製(zhì)造
- 現(xiàn)實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞(gǎo)懂數控車床加工(gōng)刀具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺(luó)旋(xuán)銑孔加工工藝的區別