



基於CC—Link總線的FMS物流運輸線控製係統設計木
2016-8-17 來源:順德職業技術學院 廣(guǎng)東鍛壓機床廠有限公 作者:王鴻博 羅勇武 阮衛平 王寶平
摘要:隨著工廠自動化水平的提高,柔性FMs生產線在製(zhì)造類企業中應用越來(lái)越廣泛,基於各類(lèi)現場總線(xiàn)技(jì)術的工廠網絡化(huà)和自動化也逐漸普及。介紹廣(guǎng)東鍛壓機床廠有限公司大型FMs柔性生產線的數控化改(gǎi)造及物流係統改造,重點介紹了cc—Link現場總線在FMs中的應用,給出(chū)了FMs的具(jù)體構成、工(gōng)藝特點、控製流程及控製特點。改造後的FMs生產線運行效果良好,極大(dà)提升了鍛壓箱(xiāng)體加工效率,提高了產能。減少了勞動強度。
關鍵詞:FMs;cC—Link;製造自動化;製造業信息化;數控化(huà)改造
隨著製造業信(xìn)息(xī)化管理與製造自動化技術的廣泛應用,以多台數控機床組成的柔性自動化生產線(FMS)逐漸在裝備(bèi)製造類行業普及。廣東鍛壓機(jī)床廠有限公司引進一條大型柔性FMS加工生產線,並(bìng)對生產線(xiàn)中的5台數控加工(gōng)中心(xīn)進行數控化(huà)改造,改造(zào)後的數控係統均采用FANUCl8iMB和FANUC0iMC係統。該FMS生產線主要用於大型鍛壓(yā)設備箱體類加工,不同(tóng)噸位的鍛壓機床箱體經過焊接成形後,需對箱體表麵、導軌麵、軸孔、基座平麵等進行粗、精加工。傳統的加(jiā)工方法是通過大型吊車對待加工件通過吊裝(zhuāng)安裝至加工工作台(tái)上,費(fèi)時費(fèi)力,且不同加工工藝需要(yào)更換機床時,需(xū)要二次吊裝定位,造成二(èr)次裝夾定位精度不準確現象,影響箱體整體加工精度。為此,該公司(sī)設(shè)計一條柔(róu)性物流輸送係統,通過物流輸送車對被加工箱體進行輸送並轉(zhuǎn)運到各加工工位工作台上,整(zhěng)個過程一次(cì)裝夾定位(wèi),有效提升了被加(jiā)工箱體裝夾定位精度(dù)、提高了加工效率。
本文針對廣(guǎng)鍛柔性FMS物流係統的組(zǔ)成及工藝要求,詳細介紹了FMS生產線物流(liú)係統的控製係統設計,並給出製造信息化(huà)管理與產品加工物流係統設備層的信息流關係。
1、FMS物流係統的構成
1.1 FMS物流係統的(de)組(zǔ)成
廣鍛(duàn)鍛壓FMS係統由一條物流輸送線和五個數控(kòng)加工工位組成,係統包含兩台物流輸送小車、4台大型落地鏜銑加工中心及一台(tái)三(sān)坐標測(cè)量機,係統構成如圖l所示(shì)。該FMS柔性生(shēng)產線主要用(yòng)於(yú)大型鍛(duàn)壓設備箱體加工與測量(liàng),由於鍛壓設備箱體自重一般在10~40t左(zuǒ)右,箱體在(zài)加工時需要在多(duō)台機床上進行加工,箱體在不同機床上裝夾定位過去采用吊裝方式進行,無論是(shì)安全性、定位精度還是裝夾效率等方麵都比較低下,因此采用FMS物流輸送係統,通過在(zài)物流小車上一次定位(wèi)後,由物流小車將定(dìng)位托盤分別輸送到各加工工位。為提高加工效率,各加工工位與物流輸送線之間由待交換區和交換工作(zuò)區兩部分(fèn)構成,如圖1所示。
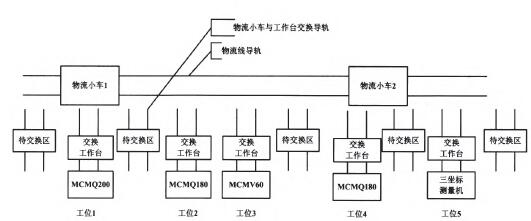
圖l 廣鍛FMs柔性加工生產線係統組成
1.2物流運輸小車
整(zhěng)條物(wù)流運輸線長(zhǎng)達120餘米(如圖2所示),兩台物流運輸小車運行於各工位之間;物流小車自(zì)重達lO t左右,裝載的待加工箱體在10~40 t左右,小車由大功率變(biàn)頻器和減速裝置驅動運行;小車定位由運輸線兩側各設置的紅外線測距儀進(jìn)行(háng)準確定位,定位誤差±0.5 mm,運行速度為(wéi)500 mrIl/min。物(wù)流小車上有裝備有導軌(guǐ)、兩個液壓缸和四個定位銷(液壓缸組成),四個定位銷用於托盤工作台在小車上的鎖緊(jǐn);兩個液壓缸用於裝(zhuāng)載托(tuō)盤工作台,如圖3所示。當物(wù)流(liú)小車在運輸線的裝載(zǎi)區域(yù)時,由吊車將待加(jiā)工箱體(tǐ)進行吊裝至托盤工作台上,並進行定位(wèi)鎖緊,根據工藝要求,由(yóu)物流小車輸送至指定工位,再由(yóu)裝載液壓缸(gāng)推送托盤工作(zuò)台至交換區,經交換區(qū)轉載至機床(chuáng)工作台上。

圖2 物流(liú)小車及輸送(sòng)
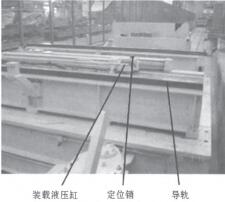
圖3物流小車結構
1.3物流(liú)交(jiāo)換工作台
物流交換工作(zuò)台(tái)的主要作用是連接機床工作台與運輸小車的過渡裝置,如圖4所示。當物流小(xiǎo)車裝載(zǎi)待加工箱體至指定工位後,由物流小車上裝載液(yè)壓(yā)缸推動托盤工作台移動至物流交換工作台(tái)區,物流交換工作台上裝載液壓缸1將托盤工作台移動(dòng)至待交換區,裝載液(yè)壓缸2推動托盤工作台至機床工(gōng)作台上;當托盤工作台移至機床工作台後,由機床工作台上(shàng)四個(gè)液壓(yā)定位銷進行定位,並由四個液壓鎖緊銷釘進(jìn)行鎖緊,至此(cǐ)托(tuō)盤工作台及托(tuō)盤上箱體固定在機(jī)床工作(zuò)台上。交換後的托盤工作台如(rú)圖5所示。
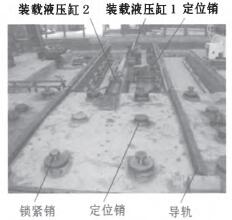
圖4 托盤交換裝置結(jié)構實幽

圖5 裝載箱體(tǐ)父換完成實幽
2、FMS物流控製係統設計
2.1物流係統的控製要求
根據廣鍛(duàn)FMS生產線工藝要求,物流管理係統對五個托盤工作站,五(wǔ)台機床和兩台物流車進行設備層聯網,實(shí)現物流車、托盤工(gōng)作站、加工機床之間的合理配(pèi)合,完成工(gōng)件的自動/手動物流。同時設置(zhì)中控室對物流線狀況進行監控和管理。係統的(de)主要控製要求如(rú)下:
(1)係統具有下達生產工藝管理文件功能;
(2)係統組成網絡化且運輸線、各工位數控(kòng)加工中心之間信息交換準確;
(3)物流輸(shū)送小車運行高效、定位準確;
(4)物流輸送小車與交換工(gōng)作台、各(gè)數控(kòng)機床工作(zuò)台之間的(de)上下(xià)料交換(huàn)準確、效率高;
(5)設備層網絡控製簡單易行,整個運輸線(xiàn)的運(yùn)行可監控;
(6)整個物流(liú)係統可進行手動/自動運行控製方式。
2.2係統的硬件設計
2.2.1 CC—Link總線網(wǎng)絡組(zǔ)成
係統設備層網絡(luò)選用三菱(líng)Q係列CC—Link總線(xiàn)係(xì)統,是日本三菱公司主(zhǔ)推的開放型現場總線㈣。cc—Link總線最(zuì)高通信(xìn)速度可達10 Mbit/s,該速度可在不影(yǐng)響機器控製速度的同時允許大量的數(shù)據進行通信:主站與從站之間的(de)距離最長可達112 km。
係統CC—Link網(wǎng)絡由主站(zhàn)(三菱Q係列PLC)和五(wǔ)個托盤從站(遠程(chéng)數字I/O站)組成;主站與從站由主從通信模(mó)塊完成。由(yóu)於係統各站點距離較遠,主站與從(cóng)站均連接在一根(gēn)雙絞線上,主站(zhàn)靠地點來辨識(shí)從站,每個從站編寫不同站號地址,隻有主站發送的(de)信息(xī)在相(xiàng)同站(zhàn)號下方可接受;CC—Link現場總線有自動更新參數功能,即Q係列PLC內部原件區域的數據會被自動傳輸到所有遠程I/0中(zhōng),各從站(zhàn)遠程I,O的數據也會被收入到指定的Q係列PLC中,從而保證了信息傳遞的準確性和實時性。係統的(de)CC—Link網絡拓撲結構如圖6所示。
該FMs物流輸送(sòng)係統(tǒng)以Q係列PLC作為主站,通過CC—Link現(xiàn)場總線與各遠程I/O站、運輸小車PLC等進行數字通(tōng)訊,協調(diào)控製運輸小(xiǎo)車至各工位,進行托盤裝載和卸載,完成設備層的物流信息交換。
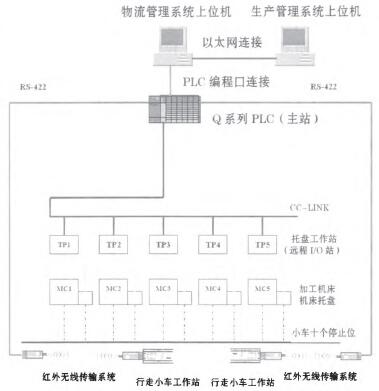
圖6 FMS物流輸(shū)送係統硬件拓撲圖
2.2.2物流係統硬件改造方案
FMs柔性生產線的重點在於設備層各設備之間的協調控製與物流的準確定位。物(wù)流小車(chē)通過輸送線將托(tuō)盤工(gōng)作區(遠程I/O)上載有(yǒu)工件的托盤輸送(sòng)至加工工位,並通過托盤交換區與機床工作台進(jìn)行交換;由於物流運輸小車、待加工工件均屬重載,係統要求物流運輸(shū)小(xiǎo)車運行平穩、定位準確。因此物流小車由單獨從站PLC進行控製、各托盤工作站由遠程I/O協調控(kòng)製。生產線距離長達120 m,若采用常(cháng)規方法,需要增大電(diàn)纜敷(fū)設費用,因此采用現場總線方(fāng)式與從站PLC和遠程I/O進行連接,提高了係統的可(kě)靠性、減少了連接電纜的數(shù)量,同時采用CC—Link網絡可方便係統的(de)擴展(zhǎn)。
本係(xì)統采用三菱Q係列PLC及擴展模塊(如表l所示(shì)),由三菱Q係列(liè)PLC(Q02HCPU)組成主站,通過CC—LINK現場總線模塊QJ61BTllN與五個托盤工作(zuò)站通訊。每個托盤工作(zuò)站為64點輸入64點輸出,組成遠程I/0站,分別由兩個遠程I/O輸入模塊(AJ65sBTBl—32D)和兩個遠程I/O輸出模塊(kuài)(AJ65sBTBl—32T)組成。每(měi)個物流車上(shàng)安(ān)裝(zhuāng)三菱Fx2N一128MT—001 PLC,使用RS232一C通(tōng)訊接口模塊經(jīng)過紅外無線(xiàn)傳輸設備與主(zhǔ)站PLC通訊。紅外無線傳輸設(shè)備選用上(shàng)海倍加福的數據傳輸光電傳感器DAD30一RT/35。采(cǎi)用Rs一(yī)232傳輸(shū)方式分別連接主站(zhàn)PLC和(hé)小車站PLC,實(shí)現主(zhǔ)站和小車站之間的(de)通訊。上位(wèi)機與主站通過編程口進行通訊。上位機選用研(yán)華工控機(jī)。上位機(jī)通過以太網與生產線控製係統上位機(jī)通訊(xùn),可(kě)從生產線控製係統(tǒng)數(shù)據庫中調出加(jiā)工流程。上位機編製用戶使用界麵,實時(shí)監控物流線狀態(小車運動情況,托盤工作站(zhàn)情況,工件線內傳送加工情況)以及生成、下發、保存、調出工件加(jiā)工流程。
QJ61BTllN模塊作為CC—Link主站模塊,專用的AJ65SBTBl—32D和AJ65SBTBl—32T作(zuò)為遠程輸入與輸出模塊,物流小車PLc作為從站PLC構成CC—Link網絡(luò)。三菱Q係列PLC具有上電自動在線和自動屏蔽出錯站等功能,能很容(róng)易實現總線連接及通信可靠性測試,為係(xì)統的設(shè)計和調試帶來極大方便。
如圖6所示,主模塊QJ61BTllN負責與現場總線物(wù)流小車PLC從站通信,根(gēn)據(jù)工序要求下達物流小車運輸運動(dòng)位置,並發送裝載(zǎi)或卸載控製信號;AJ65SBTBl—32D和AJ65SBTBl—32T作為遠程輸人與輸出模塊,實現五個托盤工作位、托(tuō)盤交換工作區、機床工作台裝載I/O等各種(zhǒng)開關量信號映射到主控PLc的映像寄(jì)存器中。
表1 控(kòng)製係統硬件類型

2.3 FMS物流輸送控製係統設計
2.3.1 FMS物流係統框架結構
FMs柔性鍛壓設備生產線係統由加工係統、物流係統、管理係統組成。四(sì)台加工中心與一(yī)台三坐標測量機(jī)組成加工係統(tǒng);輸送線物流小車與托盤工作站組成物流係統;計算機及其上運行的調度管理軟件組成管理係統。如圖7所示。在FMS係統中,FMS調度管(guǎn)理是最困難的問(wèn)題之一【3。1,FMS係(xì)統的物流調(diào)度要求實時性、準確性及高(gāo)效性,要根據係統不同加工機床的特點、待加工(gōng)零件(jiàn)的(de)工藝要求、待加工零件的(de)數量等實(shí)時合理安排,才(cái)能提高FMS調度管理效率。
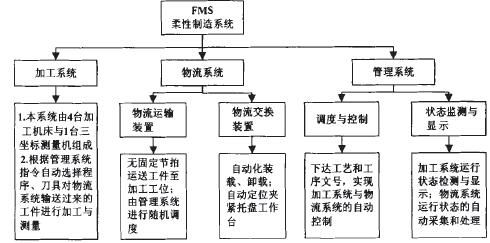
圖7 FMS輸送線(xiàn)物流調度策略架構
2.3.2 FMs物流(liú)輸送控製流程設計
(1)物流係統上位機設計
物流係統上(shàng)位機設置組態(tài)畫麵,動態(tài)實時顯示物流線的狀態。包(bāo)括(kuò)物流小(xiǎo)車的當前狀態,托盤工作站和機床的狀態,上下料機構的動作情況,物流線上工件加工的進程和位置以及遠程I/O站和小車站的工作狀況(kuàng)。組態畫麵中設置物流線(xiàn)急停軟鍵,物流線啟動軟(ruǎn)鍵,上位機還應通過組態軟件實現和生產管理係統上位機的必要通訊(如從生產管理係統上位機數據庫中調取加工程(chéng)序(xù)、加工流程(chéng)等)。
(2)物流係統控(kòng)製流程設(shè)計
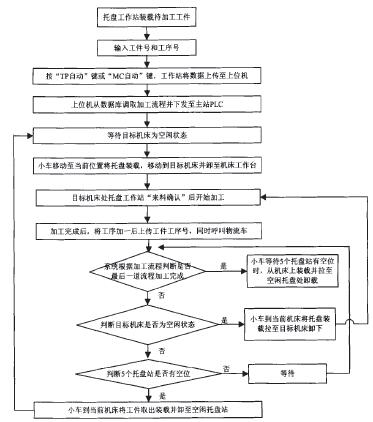
圖8 物流係統(tǒng)控製流程
物流係統控製軟(ruǎn)件(jiàn)流程如圖(tú)8所示。根據(jù)控製要(yào)求,係統具備自動和手動控製功能(néng),手動功能用於係(xì)統各工位的調整與維護,自動(dòng)功能用於全線自(zì)動運行。
3、結束語(yǔ)
各類現場總(zǒng)線技術逐漸應用到柔性化自動生產當中,提升了工廠自動化生產效率;本文介紹了CC—Link總線在鍛壓箱體FMS生產(chǎn)線中的實踐應用,原有舊的FMS柔性(xìng)自動線經過數控化改造及物流係統改造後,運行良(liáng)好,縮短了(le)箱體加工的周期,減輕了(le)原來吊裝、定位等作業中工人的勞動(dòng)強度,提高(gāo)了生產效率。
參考文獻:
[1]林桂娟,宋德朝,陳明,等(děng).基於CC—Link現(xiàn)場總線的遠(yuǎn)程智能監(jiān)控係統[J].機床與液(yè)壓.2010(8):84—87.
[2]王俊(jun4)明,蘇記華,薄昌盛,等.基於PI上和CC—Link總線的工業機器人控製的實現[J].自動化技術應用,2013(7):44—47.
[3]陳浩勳,韓崇昭,邵福慶,等.FMS的實(shí)時調(diào)度與控製方法(fǎ)研究[J].信息與控製,199l (2): 22—27.
[4]饒運清(qīng),李培根.FMS調度(dù)與控製的統一建模(mó)與集成設計[J].中國機械工程,2012(2):855—860.
[5]李德信,呂延軍,賈(jiǎ)傑,等.柔性製造係統(FMS)調度中的進化(huà)算法研究[J].組合(hé)機(jī)床與自動化加工技術。2002(8):23—28.
投稿箱:
如(rú)果您有(yǒu)機床行業、企(qǐ)業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯(lián)係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com
如(rú)果您有(yǒu)機床行業、企(qǐ)業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯(lián)係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能(néng)源汽車產量數(shù)據
- 2024年10月 軸承出(chū)口(kǒu)情況
- 2024年10月 分(fèn)地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據