")



VSC—視覺裝夾控製—TNC 640完整呈現當前裝夾及加(jiā)工情況
加工區內情況一切正常嗎?06版或(huò)更(gèng)高版軟件的TNC 640能進行(háng)這類核查。攝像(xiàng)頭安裝在加工區內後,全(quán)新VSC選裝項全自動地監測裝夾及加工(gōng)情況。VSC檢查裝夾情況可以避免由於損壞刀具、工件及機床而付出(chū)高昂(áng)的代價。對被加工件的檢查使操(cāo)作人員可以掌握加工操作是否正常等。而且,操作人員還能通過拍照記錄複雜的裝夾情況,方便(biàn)複製(zhì)重複任務的裝夾操作。
直接(jiē)安裝在主軸處的海德漢(hàn)攝像頭先對批量生產的首(shǒu)件拍攝參考圖像;例如加工前的(de)正確裝(zhuāng)夾圖以及加工完成後的工(gōng)件圖。批量生(shēng)產期間,TNC 640根據參考圖像(xiàng)自動監測後續零件。操作人(rén)員可在用戶友好的NC數控程序中分別定義(yì)何時以(yǐ)及多(duō)長時間檢查一次(cì)。這樣(yàng),VS C能在加工前判斷工件是否正確夾持(chí)。例如,加工後VSC顯示缺少一個孔,表示未執行該項加工(gōng)。
操作人員可以(yǐ)在參考圖像中定義特殊監測區,例如(rú)裝夾特別重要工件上的部(bù)位或加工步驟。然(rán)後,VSC可以集中監測這些部位。優(yōu)點是,選擇(zé)性(xìng)檢查的結果可靠。不難看出,以上檢查可以發(fā)現加工後的工件是否還(hái)有切屑和冷卻(què)液。定(dìng)義的(de)檢測區越小,VSC生成(chéng)的檢(jiǎn)測結果越好。VSC還能學習。該選裝項還能從多個參考圖像中學習典型結構和汙(wū)染情況(kuàng),因此在異常情況的認定時切屑和(hé)冷卻液的影響很小。
操作人員還能為特殊裝夾情況用VSC手動拍攝及保存圖像,記錄裝夾情況。操作人員手動操作主軸,將攝(shè)像頭移到(dào)所需位置和所需觀察視角,以顯(xiǎn)示重要細節(jiē)。其投影圖實時顯示在TNC 640顯示器(qì)中(zhōng)。
為避(bì)免切屑和冷卻液汙染(rǎn),甚至加工期間損壞攝像頭以及其鏡頭,在防護罩內使用(yòng)了傳感技術。鏡頭前端的鏡頭蓋(gài)僅在拍照時才打開。由於VSC能用程序控製(zhì),有(yǒu)兩個獨立的用海(hǎi)德漢對話格式語言編寫的循環,操作人(rén)員能快速學會該係統的使用,提高工作可靠(kào)性和安全性。
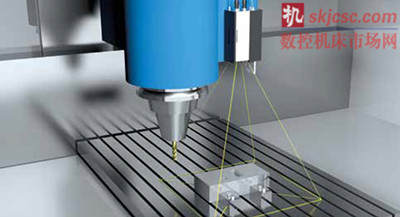
自動監測工件裝夾(jiá)及加工:海德漢攝像頭拍攝參考圖像,TNC 640用參考圖像自動比較後續零件。
規則多邊形凸台的完整銑削
除圓柱形及方形(xíng)凸台完整加工循環外,06版及更高版本軟件(jiàn)的TNC 640新增多邊(biān)形凸台加工循(xún)環258(多邊形凸台)。隻需設置(zhì)幾(jǐ)個參數,就(jiù)能自動(dòng)銑削規則多邊形凸台。
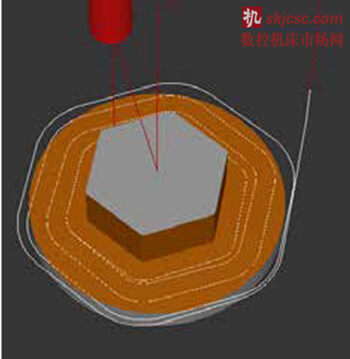
多邊(biān)形凸台銑削:平行的刀具路(lù)徑確保均勻切(qiē)除材料。刀具磨損小(xiǎo),而且支(zhī)持較高進(jìn)給速率。
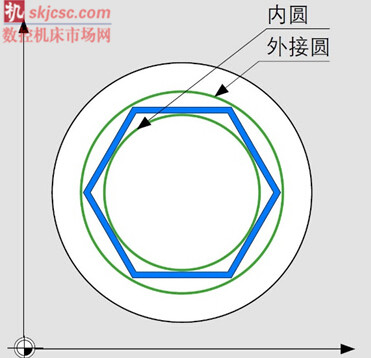
操(cāo)作人員先用(yòng)參考圓在圓(yuán)周上或內圓上定義多邊(biān)形(xíng)凸台,也(yě)就是平口間寬度。然後(hòu)定義毛(máo)坯直徑,邊數及旋轉方向。TNC均勻分配(pèi)凸台的各邊(biān)。倒圓/倒角參(cān)數決定對多邊(biān)形凸台的各邊進行倒圓還(hái)是倒角。
數控係統沿螺(luó)旋線路徑全自動地加工多邊形凸台。循環起點取決(jué)於毛坯直徑及凸台旋轉方向。刀具路徑沿多(duō)邊形輪廓方向,實際上加(jiā)工時相互平行。均勻分布的刀具路徑意味著銑(xǐ)刀在整個(gè)加工過程中始終保持與工件接觸。這就是說切削(xuē)深度大致(zhì)相(xiàng)同,這對刀具壽命十分(fèn)有意義。
如果用擺線銑削循環(huán),這類運動控製方式在加工平麵時進給可以較大,橫向(xiàng)進給小,進給速率可以很高。
自(zì)動車刀補(bǔ)償
有(yǒu)些工件自動檢查循環中,TNC 640自動執行刀具監測程序(xù)。最新06版軟件將以前(qián)僅適用於銑刀的功能現在也適用於車刀。循環421、循環422和循環472中可用Q330參數將刀具指定為車刀。
工件(jiàn)自動監測的探測循環檢查加工期間是否達到預定的公差尺寸。例如孔變大前,或凸(tū)台變小前,循環(huán)42 1(測(cè)量孔)、循環42 2 (測量外圓(yuán))以及循環(huán)472(測量坐標)生成出錯信息並自動提示(shì)機床操作人員名義值與實際值不符的(de)情況。複(fù)雜的手工檢查(chá)和修正(zhèng)以及停機(jī)問(wèn)題都成為過去。
刀具自動監測的前提是激活刀具表。操作人(rén)員用參數Q330決定TNC 640對銑刀和車刀執行刀(dāo)具監測。DZL和DX L列的值用於修(xiū)正車刀。
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產(chǎn)量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能(néng)源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切(qiē)削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據