


外圓磨床磨(mó)削工件螺旋紋產生原因(yīn)及其排除方法
2020-9-23 來源(yuán):中車石家莊車輛有限公(gōng)司 作者:李(lǐ)布 郭磊 李雪濤
摘要:本文主要介紹了ME1350A型外圓磨床在磨削車軸過程中,車軸產生螺旋紋(wén)質量(liàng)缺陷的原因,以(yǐ)及相(xiàng)應的故障處理方法。
ME1350A外圓磨床是車(chē)軸加工必需設(shè)備,我廠有(yǒu)同型號機床多台,尤其是貨車工廠加工滾動(dòng)軸承車軸(£軸、D軸(zhóu))專用設備,如果安裝使用不當,或設備檢修不及時,磨床就易出現故(gù)障,影響產品加工質量和正常生產,為了(le)減少設備故(gù)障,縮短故障的排除時間,現將我廠外圓磨(mó)床磨削工件出現螺旋線(xiàn)紋的原因及排除方法介紹於下(xià)6。
1.ME1350A外圓磨床典型故障現象(xiàng)
故(gù)障1:工件表麵產(chǎn)生螺旋紋加工的工件表麵出現螺旋紋,其特點是有規律性,條紋連(lián)續不斷,隨著工(gōng)作台移動速度的改變,螺旋線的螺距將發生改變,沿車軸軸向用手指輕搓磨削麵.略有高低不平感;金(jīn)屬顏色比沒有的(de)地方淺(qiǎn)而發白C見圖1)。

圖1螺旋紋
故障2:修整砂輪紮刀當修(xiū)整砂輪不進(jìn)給時,來回移動工作台,會突然出現紮刀現象。
2.產生故障的原因
(1)砂輪的因素。
(2)工作台運動(dòng)不平穩或液壓係統中進人空氣產生爬行。
(3)進(jìn)給機構微調精度不高或不穩定。
(4)磨床精度剛性和運動的(de)平衡性因素:
①工作台的直線往複運動精(jīng)度(移動(dòng)時直線性和傾斜)D②主軸的(de)運動精度(徑向圓跳(tiào)動和軸向竄動)。(D主軸(zhóu)軸承間隙過大,磨削(xuē)時受徑向力的作用砂(shā)輪主軸產生偏轉現象(xiàng).使(shǐ)砂輪邊緣接觸工件造(zào)成螺旋紋^④各部件之(zhī)間(jiān)的相互位置精(jīng)度等。
3.排除及調整檢測方(fāng)法(fǎ)
(1)拆下砂輪查看砂輪錐麵孔與主(zhǔ)軸的接觸麵積在80%以上,無損傷(shāng)。砂輪做靜平衡調整。
(2)檢查液壓係統的總壓(yā)力值為1.5MP^潤滑壓力分別為IMPa、0.8MPa。各浮力(lì)的壓力值分別為0.15 ̄0.20MPa。均為正(zhèng)常值(zhí),所有液壓元件(jiàn)無損傷(shāng)、無(wú)泄漏,各接觸麵(導軌)無損傷,潤滑良好,工作台分別做低速、中速及高速運動均無爬行現象。
(3)拆下砂(shā)輪架後防護裝置,將磁力表座(zuò)吸在床身上,用千分(fèn)表打在砂輪架(jià)上導軌後端,檢測微進給量是否與千分表的數值一致,多次檢測進給機(jī)構完好d
(4)在磨床精度中,床身導軌的直線度和平行度是其他精度的基礎,所以必須先檢測床身導軌的直線度。初步檢測方法如圖2所示,在(zài)解體前(qián),在工作台中間放一個隨機所附的橋板,橋(qiáo)板中間(jiān)與工作(zuò)台移動方向平行(háng)和垂直各放一個合像水(shuǐ)平(píng)儀,移動(dòng)工作台,在最大磨削長度的兩端和中間(jiān)三個位置檢驗。初步檢測床身直線度超差。
調整:先拆除(chú)工作(zuò)台,清洗V形和(hé)直線導軌,配研修刮500mm的V形鐵和500mm平尺,使他們的接觸麵不(bú)小於14 ̄15點/cm2,修刮完(wán)成後,搭(dā)建簡易的300mm的橋板檢測床身的直線度(見圖3)。

圖2 初步檢查床身直線度

圖3 簡易橋板
第一次檢測的坐標圖(見圖4),通過計算,床身直線度超差,在調整床身直(zhí)線度時,先準備兩塊調整墊鐵、厚度不(bú)等的多塊鋼板(尺寸是lOOtnmx110mm,厚度2 ̄12皿n)和一*個栗浦(型號CP-180)。有(yǒu)了這些東西調整直線度(dù)時間可以提高(gāo)一倍。調整完成後,每個調整(zhěng)墊(diàn)鐵上不能超過兩塊墊片(piàn),並且每塊調整墊鐵的絲(sī)杠是向上緊力,防(fáng)止墊塊卸力,墊鐵在床身上要分布均勻。
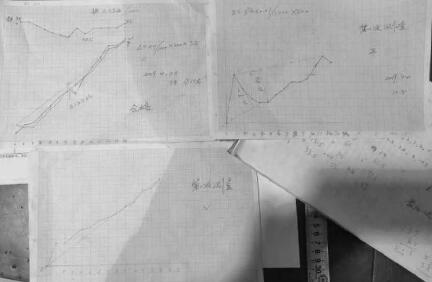
圖4坐標圖
(5)檢查主鈾與工作台的平行度(見圖5)。
要(yào)保證砂輪主軸中心線(xiàn)對工作(zuò)台移動的平行(háng)度,在100mm測量上允差應在0.015mm以內,測量套自由端隻許上翹,如(rú)果超差(chà),可取(qǔ)出(chū)上端(duān)前後兩塊軸瓦,進行調整。檢查軸瓦的接觸麵要在60% ̄70%,如果不在(zài)正常範圍之內,可修刮軸瓦,研點時要將藍油塗(tú)於標準棒(bàng),然後把軸瓦(wǎ)放上,以雙手拇指按平軸(zhóu)瓦,左右(yòu)研動^刮削要求每(měi)(25x25)mm2內I82〇點為宜,若超過25點,不但軸瓦容易磨損,而且油膜形(xíng)成困難。通過調整後端兩塊下軸瓦來糾(jiū)正主軸與工作台(tái)的(de)平行度。在沒有原始母(mǔ)件(jiàn)的情況下(測量(liàng)套),可以用大量程千分(fèn)表或(huò)百分表測量,測量(liàng)時可以同時在主軸上打上兩塊千分表測量上母線(xiàn)和測母線(砂(shā)輪主軸中心線對工作台移動的平行度a、6在100mm測量長度上均(jun1)為a:0.015mm,6:0.020mm)n把床身一側的防護罩拆(chāi)下(xià),在平麵導軌上放一把深度(dù)尺測量工作台(tái)移動的距離^測量方法(fǎ):把測量的千分表調整好後,記錄表的原始數據8imn,然(rán)後移動工作(zuò)台(表(biǎo)頭不能出主軸的(de)錐麵),記錄測量的長度81.75mm,測量長度81.75minx主(zhǔ)軸錐度的比值0.05加上原始數值8mm就等於理想值12.0875mm,實測值為11.998imn,理想值-實測值就等誤差a,值為0.0895mm,通過(guò)測量計算6為0.045mm。通過調整下端後(hòu)軸瓦恢複精度。安裝上端兩塊軸瓦,調整主軸(zhóu)軸承間隙(見圖6>D在0.012 ̄0.〇25mm之(zhī)間^間隙調整好之後,在未安裝砂輪之前(qián),應空運(yùn)轉2h,每15miri檢測一次溫(wēn)度,軸瓦溫度與主軸箱油溫應上升均勻,若不超過原溫度20T;,則(zé)說明調整間隙合適(shì)。在這同時,可以(yǐ)檢測(cè)主軸的軸向(xiàng)竄動(dòng)和徑向圓跳動(dòng)(見(jiàn)圖7)。
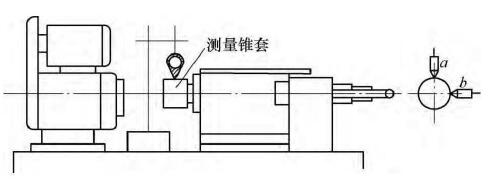
圖5主軸與工作(zuò)台的平行度檢測
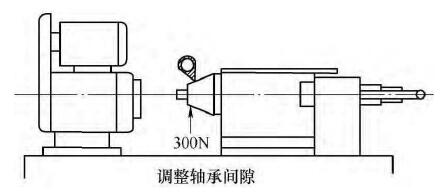
圖6調(diào)整主軸軸承間隙
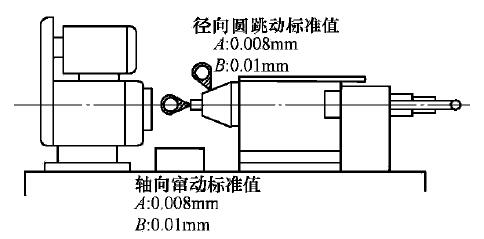
圖7 主軸的軸向竄動和徑(jìng)向圓跳(tiào)動檢測
經檢測,各部件之間的相(xiàng)互位置精度(dù)均在正常值(所有精度通(tōng)過企業二級標準)。
(6)修整砂輪,必(bì)須要有充分的冷卻液,在磨削時,應掌握適當的進給量,工(gōng)作台速度小於50mm/minn修整砂輪時,發出聲音變化是(shì)均勻的沙沙聲,在不進給時,來回移動工作台(tái),聲音(沙沙聲)消失,也沒有(yǒu)火花。
4.結語
通過上述分析(xī),我(wǒ)們對該設備進行全麵檢查,診斷維修和故障排除,積累了(le)一定的實(shí)踐經驗,介紹給大家以供參考。 )
投稿箱:
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網(wǎng)編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網(wǎng)編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據(jù)
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月(yuè) 新能源汽(qì)車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
博(bó)文選萃
| 更多