


摘要(yào): 從理論上分(fèn)析了杆件在徑(jìng)向磨削力的作用下產生的(de)變形,並通(tōng)過磨削實(shí)驗驗證(zhèng)了這種現象的普遍存在。該(gāi)變形造(zào)成(chéng)工件中間直徑大於兩端,嚴重影響工件(jiàn)的直線度和圓柱度。針對這種腰鼓變形,提出在數控磨床上,利用程序補償技(jì)術進行插補補償(cháng),通過(guò)試驗表明(míng)程(chéng)序補償(cháng)能有效(xiào)提高(gāo)了工件的形狀精度。
1 、引言
在醫療儀器、測量儀器和科學分析儀器(qì)等領域(yù)中,精密杆件是各類儀器中的關鍵零件,因此對該類杆件的表麵粗糙度、形狀誤差等都提出了很高的要求。磨削(xuē)是這類精密杆件的主要加工方式,特別是針對難加工材料(liào)( 鉬、陶瓷、碳化矽) 和硬度較高的(de)零件(jiàn),磨削加工具有較大優勢。
細長杆件(jiàn)的(de)剛度(dù)低,在磨削力的影響下(xià),加工過程中工件極易發生變形,導致工件中間大,兩端小,出現腰鼓型。跟刀(dāo)架是一種減小細長杆件變形的傳統有效(xiào)方法 ,通過優(yōu)化磨削加工參數也能有效的減小工件變形,提高形狀精度 。但在(zài)提高形狀精度的同時,效率往往大大降低。本文從(cóng)理論和(hé)試驗分析了(le)磨削過程中產生腰鼓變形誤差的原因及最大變(biàn)形量,並通過優(yōu)化數控程序,進行在位的位移補償,有效提高了細長杆件的圓柱度和直線度。
2 、工件的形(xíng)狀誤差
外圓磨削中,工件主要(yào)通過中心孔定位,由於中心孔尺寸相對於杆件來說較小,因此可使(shǐ)用(yòng)簡支梁的模型計算工件的變形量(liàng)。使用集(jí)中力的條件,設力到一支點的距離為a,到另一支點的距離為b,杆的總長度L = a + b。有撓(náo)曲線方程為
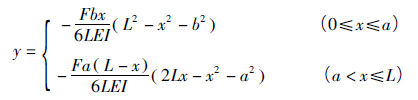
由公式可知,在磨削過(guò)程(chéng)中,工件的最大變形量在最(zuì)中間的位(wèi)置,兩邊逐漸減小。因此,工件中(zhōng)間直徑往往稍(shāo)大(dà)於兩端,呈腰鼓型。通過在數(shù)控外圓磨(mó)床進(jìn)行大量的磨削試驗,驗證了這種腰鼓變形的普遍存在。磨削條件如表1 所示,工件材料(liào)為純鉬,砂輪規格如表2 所示(shì)。利用圓度(dù)儀對工(gōng)件的圓度、圓柱度等進行計量。
表1 磨削條件
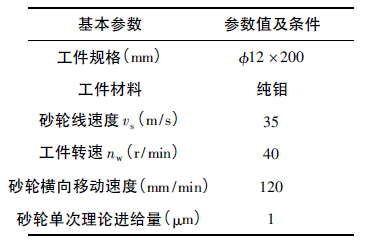
表2 砂輪規格
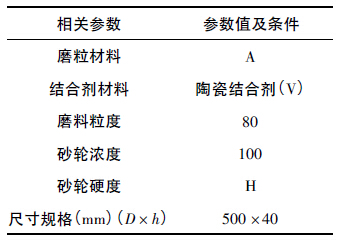
圖1 所示為圓(yuán)度儀測量(liàng)的工(gōng)件的直線度、圓柱度和圓度,直線度範圍(wéi)為0. 001 - 0. 002,圓度範圍為(wéi)0. 0007 - 0. 0019,圓柱度範圍為0. 002 - 0. 004。
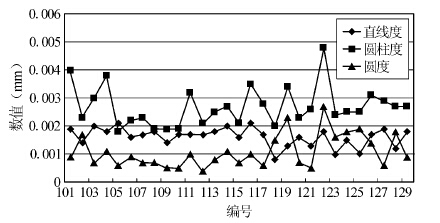
圖1 試驗(yàn)結果
圖2 為圓度儀上擬合的工件外形圖,可明顯看出工件中間部份(fèn)直徑大於兩端,呈腰鼓型。這種現象與理論分析基本一致,工件在徑向磨削力的作用下發生變形,導致中間部分少切(qiē),最終成腰鼓形。但圖2 中每一件(jiàn)的變形都不一樣,這(zhè)是由(yóu)於影響工件變形的因素較多,如磨削熱、頂尖力、震顫、磨削液等。另外,在實際磨削過(guò)程中,由於砂輪存在一(yī)定的(de)寬度,作用在工件上的力並不是一個集(jí)中力,在縱向磨削法中,磨削工件的主要(yào)是沿進給方向砂輪的前邊緣。在眾多(duō)影響工件形狀精度的因素中,徑向磨(mó)削力最重要,它造成工件出現中間大、兩端小(xiǎo)的誤差,且這種誤(wù)差具有一定的普遍性和規律性,為采用程序補償提高形狀精度提供了依據。
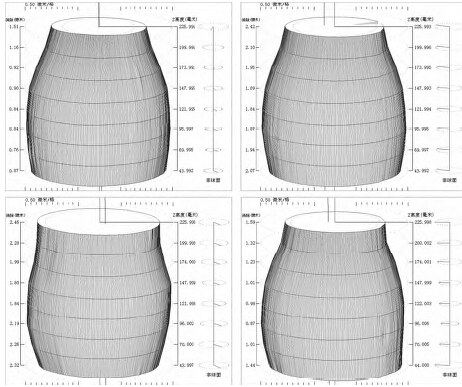
圖2 圓度儀擬合的工件外(wài)形(xíng)圖
3 、程(chéng)序補償設計
針對外圓磨削中工件(jiàn)的腰鼓(gǔ)型現象,提出(chū)采用程序補償的方法(fǎ)。通過(guò)規劃砂輪的走刀路線,消除腰(yāo)鼓變形(xíng)誤差,補償軌跡如圖3 所示。徑向插補量為0. 5μm,插補程序(xù)如下:
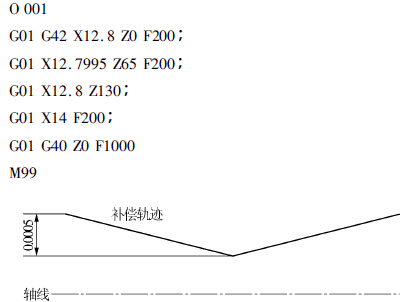
圖3 補償軌跡(jì)
表3 程序補償試驗結果(guǒ)
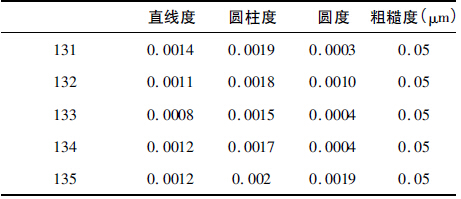
通過程序補償加工了5 根試驗件,表3 為程序補(bǔ)償後的(de)試驗結果(guǒ)。工件的直線度(dù)控製在0 . 0015以內,圓柱度(dù)最大為0. 002,圓度沒有明顯變化(huà)。通過程序補償,減小了工件中間部份的腰鼓變形量,提高了圓柱度(dù)。
4 、結語
本文從理論上分析了外圓磨削中工件出現腰鼓型的(de)原因,即徑向磨(mó)削力使工件產生變形,變形的位置出現(xiàn)讓刀少切(qiē),最終導致(zhì)工件中間直徑大於兩端。且大量試驗表明工(gōng)件存在與理論分析一致的(de)普遍的腰鼓變(biàn)形。在程序補(bǔ)償下進行外圓磨削加(jiā)工,采用徑向插補量(liàng)0. 5μm,可(kě)顯著提高工件(jiàn)的直線度(dù)和圓(yuán)柱(zhù)度。
如果您有機(jī)床(chuáng)行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 機械加工過程(chéng)圖示
- 判斷一台(tái)加工中心精度的幾種(zhǒng)辦法
- 中走絲線切割機床的發(fā)展趨勢
- 國產數控係統和數控(kòng)機床何去(qù)何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺(shā)性(xìng)營銷,害人害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉(chén)默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床(chuáng)鑽(zuàn)孔攻螺紋(wén)加工(gōng)方法及工裝設計
- 傳統鑽(zuàn)削與(yǔ)螺(luó)旋銑孔加工(gōng)工藝的區別