


摘要: 簡述MCW5312×50 龍門磨床結構特點及工作原理,設計液壓係統,分析了(le)係(xì)統中主要支路性能(néng),對係統主要元件(液壓缸、油泵)進行了設計選型。該(gāi)係統已經應用到(dào)實際工程中,取得了良好的效果。
0 引言
液(yè)壓係統是磨床的重要驅動結構, 隨著(zhe)磨床加工精度的越(yuè)來越(yuè)高,對(duì)液壓係統(tǒng)運行的快(kuài)速性、穩定性和精準性的(de)要求也越來越高,MCW5312×50 龍(lóng)門(mén)磨床是一種(zhǒng)程控(kòng)定梁式龍門平麵磨床, 應用非(fēi)常廣泛,其工作台麵寬(kuān)度1 250 mm,長度5 000 mm;加工工件尺寸寬1 400 mm,長2 000~8 000 mm,高800 mm;龍門高度1 600 mm。本文對MCW5312×50 龍門(mén)磨床的液壓係統設計原理簡要介紹。
1 、液壓係統設計
1.1 動作要(yào)求與(yǔ)主要技(jì)術參數(shù)
該磨床液壓係統需(xū)要完成的主要動作:工作台的運動,速度有快有慢,工(gōng)作時慢,空程快,不能出現低速“爬行”現象(xiàng),控製溫升,運動速度(dù)5~25 m/s;自動完成砂輪3 個麵的修整,轉台鬆開,砂輪平衡等主要動作(zuò)。主要技術參數:
(1)台麵雙V110°導軌,重25 t,運動精度達μm 級;
(2)液壓平衡(héng),需平衡重量1 400 kg;
(3)臥磨頭新型修整器(qì),壓(yā)力5 MPa;
(4)立磨頭手動(dòng)修(xiū)整器,壓力5 MPa;
(5)插補修整器,壓力5 MPa;
(6)轉台鬆開,壓力9 MPa。
1.2 係統設計與分析
根據動作要求與技術參數,擬定的係統原(yuán)理圖如(rú)圖1 所示,圖2 為砂輪修整的原(yuán)理圖。
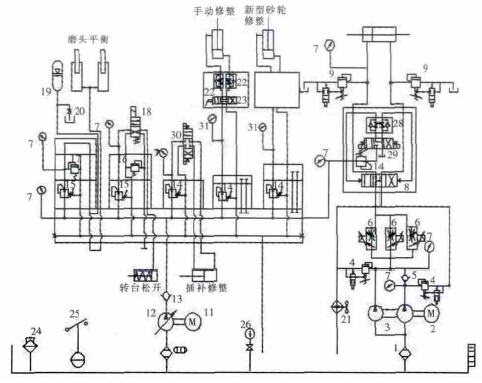
圖1 MCW5312×50 龍門(mén)磨床液壓係統原理(lǐ)圖
1、10. 吸油濾網2、11. 電機3. 雙聯泵4. 電磁溢流閥5、13. 管式單(dān)向閥6. 比例調速閥7、31. 壓力表8. 電液換向閥9. 電磁溢流(liú)閥(fá)(常閉)12. 變量葉片泵14、15. 疊加減壓閥16、17. 疊加溢流閥18、29、30.電磁換向閥19. 蓄能器20. 球閥21. 風(fēng)冷(lěng)卻器22. 管式單向節流閥23. 手動換向(xiàng)閥24. 空氣濾清(qīng)器(qì)25. 液位報警器26. 溫(wēn)度計27. 液位計
28. 疊加單向節流(liú)閥
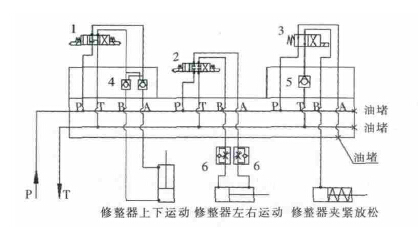
圖2 新型砂輪修整器原理圖(tú)
1、2、3. 電(diàn)磁換向閥4. 疊加液控單向閥5. 疊加單向閥6. 管式(shì)單向節流閥
主液壓(yā)缸支路(lù)動作流程:吸油濾網(wǎng)→雙聯泵→電(diàn)磁溢流(liú)閥(管式單向閥)比例調速閥→電液換向閥→電磁溢流閥(fá)→液壓缸→風冷卻器,電液換向閥通過導閥(fá)控製換向,導閥由疊加單向節流閥、電(diàn)磁溢流閥與疊加減壓閥(fá)組成。液壓缸進油與回油由電液換向閥控製,一(yī)邊進油,另一邊就回油。該支路采用了(le)比例閥、電液閥、導閥與溢流閥聯合控(kòng)製壓力與流量(liàng)的方式,其主要零(líng)部件功能如(rú)下:雙聯(lián)泵在低壓大流(liú)量時雙泵同時供油,液壓缸運行速度快,高壓小流量時右(yòu)側泵供油,液壓缸運行速度慢,額定流量300 L/min,向比例調速閥供油,每(měi)個比例調速(sù)閥的流量90 L/min, 調整比(bǐ)例閥的電流即可調整比例閥供油的流量,實踐(jiàn)表明,在大流量時液壓缸的(de)速(sù)度可達28 m/s, 滿足最高速度25m/s 的(de)要求,小流量時可達3 m/s。因壓力波動較大,在換向(xiàng)時會帶來衝擊,通過通徑導(dǎo)閥推動電液換向閥閥芯換向,控製換(huàn)向速度,解決了換向衝擊與運行平穩問題,而導閥的先導壓力為(wéi)2 MPa,不受係統影響,換向(xiàng)靈敏、泄(xiè)油沒有背壓;電磁溢流閥在高速時(>10 m/s)閉合,低速(<10 m/s)打開,解(jiě)決了低速(sù)“爬行”問題。研(yán)究表明,磨削8 m 長的(de)龍門導(dǎo)軌磨床,床身(shēn)上下(xià)溫度變(biàn)化0.10℃,導軌凹凸變化量約80 μm, 反映到(dào)工件的直(zhí)線度變化量在20~40 μm,必須對液壓油進行冷卻,由液壓缸回流的油液經過風(fēng)冷卻器(qì)冷卻後重新回(huí)液壓(yā)缸,有效(xiào)保證了油溫的溫升。
新型(xíng)砂輪修整器支路:吸(xī)油濾網→變(biàn)量葉片泵→管式單向閥→新型砂輪器(qì)修(xiū)整原理圖→油箱。手動(dòng)修整支路: 吸油濾網→變量葉片泵→管式單向閥(fá)→疊加減壓閥→手動(dòng)換向閥(左位(wèi))→管式單向節流閥(fá)→液壓缸上(shàng)位→液壓缸下位→手動換向閥(左位)→油箱。插補修整、轉台鬆開與磨頭平衡分析方法相同,回路簡單。
2 、液壓係統部分重要元件選型
2.1 主(zhǔ)液壓缸(gāng)的設計計算
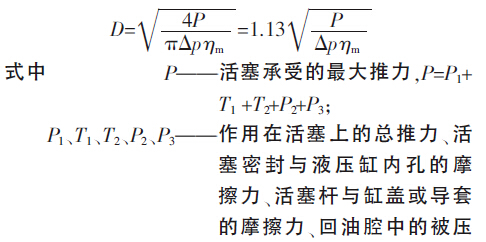
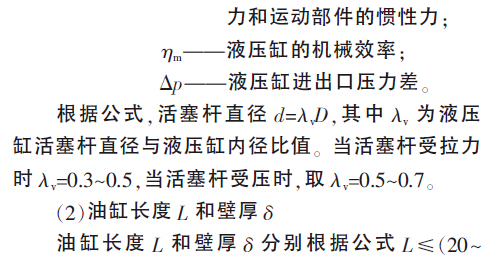
(1)液壓缸內(nèi)徑D 及活塞杆直徑設計計算液壓缸的內徑D 由液壓缸所需的輸出的最大拉力或推力、液壓缸進出口壓差、油缸機械效率等來確定,其公式為
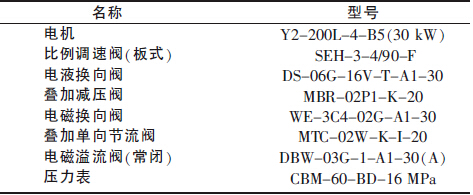
所以取pp=2.7 MPa,油泵流量Qp≥K(ΣQ)≥1.2×35.7×10-4=428×10-5 m3/s。根據以上設計計算, 選用PVL23-75-136-F-1-R 雙聯葉片泵, 其主要技術指標為:額定壓力(lì)3.5 MPa,公稱排量300 L/min,額定驅動功率30 kW,主油(yóu)路閥及其輔件見表(biǎo)1。
表(biǎo)1 主油路閥類元件及其它輔助元件選擇表
3 、結語
簡要介紹了MCW5312*50 龍門磨(mó)床的工作性能,根(gēn)據實(shí)際(jì)工況,在多次修(xiū)改的基礎上設計了液壓係統,解決了(le)導軌“爬行”、溫(wēn)升等問題,對(duì)主要液(yè)壓支路及液壓件的功能進行了詳細的分(fèn)析,隻(zhī)要日常正常維護與保養,該液壓係統(tǒng)性能穩定,經過3~4 年的運行,沒有出現大故障,完全滿足生產。
如(rú)果您有機床行業(yè)、企業相(xiàng)關新聞稿件(jiàn)發表,或進(jìn)行資(zī)訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月(yuè) 新能源汽(qì)車銷量情況
- 2024年(nián)10月 新能源汽車產量數據(jù)
- 2024年10月 軸(zhóu)承出口情況
- 2024年(nián)10月 分(fèn)地區金屬(shǔ)切削(xuē)機(jī)床產量數(shù)據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型(xíng)乘用車(轎(jiào)車)產量數(shù)據
- 機械加工過程(chéng)圖示(shì)
- 判斷(duàn)一台加工中(zhōng)心精度的幾(jǐ)種辦法
- 中走絲線切割機床的發(fā)展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何(hé)還是小(xiǎo)作坊?
- 機械行(háng)業最新自殺性(xìng)營銷,害人害己!不倒閉(bì)才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造(zào)
- 現實麵前,國人(rén)沉默。製造(zào)業(yè)的騰飛,要從機床
- 一文搞懂(dǒng)數控車床加工刀(dāo)具(jù)補償功(gōng)能
- 車(chē)床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工工(gōng)藝的區別