


台階孔齒輪是變速器的核心零部件之一,其加(jiā)工質量(liàng)的好壞直接影響(xiǎng)到變速器的性能、效率、壽命、噪聲等。但由於台階孔齒(chǐ)輪結構的原因,給加工帶來一定的難題,因此(cǐ)要對工藝難點進行攻(gōng)關。
台階(jiē)孔齒輪簡介
台階孔齒輪(見圖1)是我公司加工零件中薄壁齒輪常見的一種,易變(biàn)形區域厚(hòu)度為12mm。該(gāi)零(líng)件(jiàn)有效定(dìng)位麵小(有效定位麵12.1mm),薄(báo)壁。端麵尺寸要求(qiú)(17.3±0.05)mm,表麵粗糙(cāo)度值(zhí)Ra=1.6μm,端(duān)麵圓跳動0.05mm。由於其壁薄並且有效定位麵小(xiǎo),使得在加工中產生的熱處理變形和長度尺寸很難保證加工精度和使用要求(qiú),屬於齒輪行業現有加工工藝難以保證產品(pǐn)質量的零件之一。
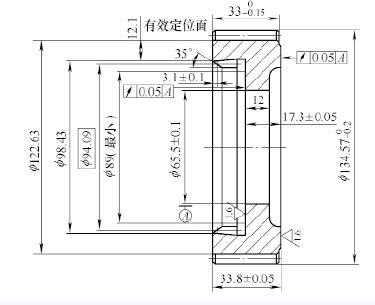
圖(tú)1
加工(gōng)工藝分析
1.工藝流程
粗車成形→精車(chē)一端→精車另一端、鏜孔→滾齒、去毛刺→插倒錐齒→剃齒→滲碳淬火→磨棱→熱後車端麵及內孔。
2.加工中的問題
1)由於(yú)該台階孔齒輪易變形區域厚度隻有12mm,加工前鍛件硬度160~210HBW,滲碳處理,層深0.6~1mm,表麵硬度58?63HRC。由於熱處理(lǐ)變形,當加工到圖樣尺寸(17.3±0.05)mm時,易(yì)變形區域A麵無法完全加工(gōng),帶有黑皮(pí),滿足不了(le)表麵粗糙(cāo)度值(zhí)1.6μm的要求,說明熱處理後(hòu)易變形區域翹(qiào)曲。
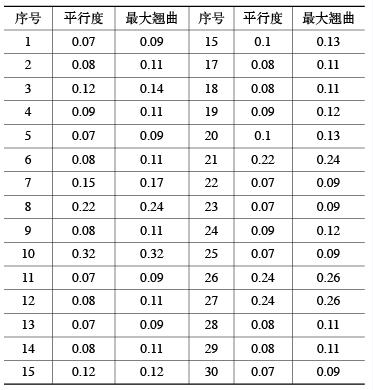
2)雖然在滾齒工序中能去除端麵毛刺,但(dàn)是我公司廣泛采用的是YM係列磨棱機(jī)。該磨棱(léng)機的工(gōng)作原理是利(lì)用台階孔齒(chǐ)輪的轉動,旋(xuán)轉的片狀砂輪隨著氣動(dòng)臂的控製,沿輪齒(chǐ)兩端(duān)齒廓倒角0.5mm×45°磨棱。這種(zhǒng)加工方法強(qiáng)製擠壓(yā)齒廓(kuò),以達到齒廓倒角的目的。但是該種加工使齒廓擠壓產生的毛刺翻(fān)到台階孔大端麵(見圖2)。由於齒部外(wài)翻毛刺的影響(xiǎng),導致定位基準(zhǔn)不準,在熱處理(lǐ)後(hòu)車削時無法保證加(jiā)工幾何和位置公差。

圖2 台(tái)階孔大(dà)端麵
改進加工(gōng)工藝試驗
1.熱(rè)處理(lǐ)工藝
針對滲碳淬(cuì)火後台階孔齒輪薄壁變(biàn)形區厚度隻有12mm,原有快(kuài)速光亮淬火油(冷油)更換為光亮淬火油(yóu)(熱油)。該(gāi)油采用進口(kǒu)基礎(chǔ)油加添加劑,40℃的運動黏度為100mm2/s左右,使用溫度為100°?120°,淬火(huǒ)變形小,適合於壁厚12mm以下(xià)8620淬火。對30件熱油滲碳淬火後的薄壁平行度進行測量,對工件翹曲(qǔ)進行跟蹤(見附表)。最大翹曲為0.32mm,而原有精車工序單邊留量為0.15mm,雙邊留量為0.3mm,即(17.6±0.05)mm。經過幾輪的熱處理,為了完全杜絕熱後車出現黑皮現象,保證(zhèng)加工出(chū)合格的工件。調整工藝把熱前精車(chē)薄壁留量增(zēng)加0.1mm,加工尺寸為(17.7±0.05)mm。
2.加工工藝(yì)
首先將工序調整(zhěng)為:粗車成形→精車一端→精車(chē)另一端、鏜孔→滾齒、去毛刺→插倒錐(zhuī)齒→剃齒→滲碳淬火→磨棱(léng)→去定位麵(miàn)毛刺→熱後車端麵及內(nèi)孔。針對台階孔齒輪磨(mó)棱後(hòu),端麵翻毛刺(cì)無法定位,增加去端麵毛刺工序,在平麵磨床M7475B上使定位端麵見光(guāng),定位麵(miàn)基準統一。其(qí)次在熱處理(lǐ)後車端麵(miàn)工序中(zhōng)采(cǎi)用端麵支撐(見圖3),原有加工夾緊定位方式是以端麵定位,三爪夾緊外圓。但由於端麵翻毛刺,端麵支撐(chēng)把翻毛刺的區域給避讓過去(qù),使熱後車端麵(miàn)及內(nèi)孔時定位可靠,完全能夠滿足加工(gōng)的尺寸要求。通過切(qiē)削加工(gōng)中的(de)兩(liǎng)項措施,既保證了台階(jiē)孔齒(chǐ)輪產品的質量,又去除了後(hòu)續工序產生(shēng)的毛刺,提高了(le)產品的光(guāng)潔度,減少裝箱後毛刺對噪聲的影響。
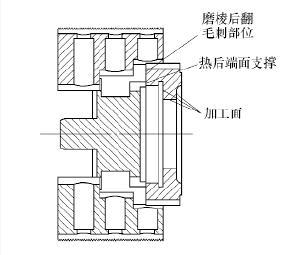
圖 3
結語
變速器的台階孔齒輪工藝改進後,產品的穩定性得到很好的改善,類(lèi)似的工藝(yì)問題從根本上得到解決,為(wéi)我公司批(pī)量化生產提供了經驗。
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削(xuē)機床產量數(shù)據
- 2024年11月 分地區(qū)金屬切削機床(chuáng)產量數據(jù)
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產(chǎn)量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機(jī)床產(chǎn)量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據