
Page 110 -
P. 110
C 刀具應(yīng)用 UTTING TOOLS APPLICATION 自製鏜刀轉向杆有效解決箱體(tǐ)零件加工難題
■ 文 / 江蘇自(zì)動化研究所 袁保寧
箱體零件作為(wéi)某型號產品的重要零(líng)部件,其 易鬆動、變形,加工(gōng)質量(liàng)無法保證 ; 並(bìng)且為充分
形狀複雜、尺寸精度和幾(jǐ)何公差嚴格、整體變形 釋放加工產(chǎn)生的(de)應力,控製變形量,需要零件在
量要求高,若要(yào)高質量地完成,加工難度較大, 全部粗加工完成後,經時效處(chù)理再進(jìn)行精加工,
需要五軸加工中心、高精度數控車等設備支持。 這對裝夾(jiá)工藝及加工方案提出了難題。為有效實
目前(qián),車間隻有三軸加工中心,配置的數 現零件多麵(miàn)特征(zhēng)裝夾,保證曲麵特征、尺寸精度
控車(chē)在加工範圍和加工精度上均不能滿足圖樣設 和幾何公(gōng)差, 控(kòng)製(zhì)變形量, 經論證, 決定采用 “圍
計要求。結合自身製造條件,在不增加(jiā)任何(hé)投入 框” 式裝夾工藝及加工方案, 具(jù)體實施內容如下。
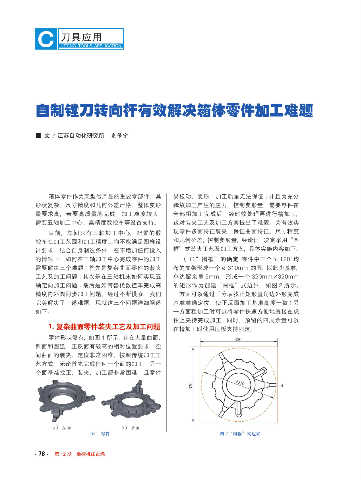
的情況下,如何在三軸加工中心完成零件的加工 č̾Ďoຶॿp֥ಒק 零件中三個呈 120°均
需(xū)要解決三個難(nán)題 : 首先是複雜曲麵零(líng)件的裝夾 布的支(zhī)架形成一個 ø 310mm 的(de)圓, 以此為(wéi)基準,
工(gōng)藝及(jí)加工(gōng)問題 ; 其次是在三軸機床(chuáng)如何實現五 單邊留餘量 5mm,形成一個 320mm×320mm
軸定向加(jiā)工問題 ; 最後是如何替代(dài)數控(kòng)車完(wán)成高 的矩形作為創建 “圍框(kuàng)” 式邊界,如圖 2 所示。
精度內外(wài)圓同步加工問題。經過不斷摸索,我們 一方麵可以通過千分表找正矩形直角邊外形完成
完美解決了上述難題,現就這三個問題詳細闡述 基準準(zhǔn)確定位,使正反麵加工基準高(gāo)度一致 ; 另
如(rú)下。 一方麵粗加工時可以將零件快速方便地直接在虎
鉗(qián)上夾持完(wán)成(chéng)加工 ; 同時,預留的四周餘量可以(yǐ)
1. 複雜曲麵零件裝夾工藝及加(jiā)工問題 在精加工時使用壓板夾持固定。 零件(jiàn)形狀複雜, 如圖(tú) 1 所示, 存在大量曲(qǔ)麵、
斜麵和圓弧,正反麵有較高的相對位置要求,空
間曲(qǔ)麵的裝夾、定位非常困難。按照傳(chuán)統加工工
藝方式,無論首先(xiān)完成任何(hé)一個麵的加工,另一
個麵基準找正、裝夾、加(jiā)工都非常困難,且零件
圖 1 零件 圖 2 “圍框(kuàng)”式邊界
·76· 第 12 期 數控機床市場