


數控車床修複鑽具螺(luó)紋的研究
2022-6-22 來源: 中(zhōng)國石油(yóu)渤海鑽探工程有限公司 作(zuò)者:王霄鵬,馬曄,高季楓,趙晗,朱(zhū)紅等
摘要:使用普(pǔ)通管螺(luó)紋車床修複鑽具螺(luó)紋,受操(cāo)作人員的工作經驗和車床精度影響,螺紋的錐度、牙型(xíng)、倒角等各部位尺寸極易產生誤(wù)差,影響加工精度和效率。同時,操作(zuò)人員長時間彎腰操作車床,易引起腰部疲勞,影響身體健康。提出一種數控車床修複鑽具螺紋的方法,利用光電編碼器的零點脈衝(chōng)和宏程(chéng)序來定位(wèi),使刀尖對準待修螺紋螺旋(xuán)線,從而實現數控車床修複鑽具螺紋。
關(guān)鍵(jiàn)詞:數控車床;螺(luó)紋修(xiū)複;宏程序;對刀
0 引言
石油鑽具在鑽井過程中受力複雜、載荷大,其連接的螺紋容易(yì)磨損、牙型變形,若不及時修複容易引(yǐn)發脫落、刺漏等鑽具(jù)失效事(shì)故(gù)。因鑽具管材抗拉抗扭性(xìng)能優良、購買價格高,為提高(gāo)鑽具使用壽命、節約成本(běn),鑽具螺紋一(yī)般采取修複而(ér)不是切除。
1、石油鑽具螺紋(wén)修複的一般方(fāng)法
石油鑽具普遍(biàn)為錐型螺紋(wén)(圖 1),螺紋修複時:①根據螺紋磨損情況,切(qiē)除端麵一定長度 L;②將台階麵也相應切除寬度L,將切除後的直徑輪廓加工到符合尺寸要求的錐麵;③沿原(yuán)螺紋螺旋(xuán)線(xiàn)軌跡將整個螺紋(wén)加工到(dào)符(fú)合圖紙尺寸。如(rú)此將磨損後
的螺紋修複成新,經過探傷後,使鑽具重新投入使用。
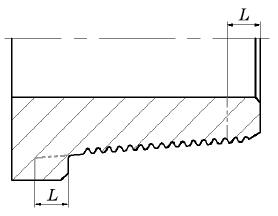
圖(tú) 1 螺紋修複
石油鑽具螺紋修理目前大部分采(cǎi)用普通管螺紋車(chē)床修理,受(shòu)操作人員(yuán)的工作經驗和車床精度(dù)影響,螺紋的錐度、牙型、倒角等各部位尺(chǐ)寸極易產生誤差;一些特殊螺紋的局部尺寸公差在0.2 mm 以(yǐ)內,人工操作很難控製(zhì),影響加工效率(lǜ)。同時,操作人
員長時間彎腰操作車床,易引(yǐn)起腰部疲勞,影響身體(tǐ)健康。
2、車床加工螺紋的原理
車床主軸帶動工件的旋(xuán)轉運動是主運動,刀具的移動是進給運動。普通管螺紋車床加工螺紋是依靠掛輪(lún)傳遞動力,帶動絲杠轉動,再帶動(dòng)大托板按(àn)照調(diào)整好的螺距移動,調節小托板移動刀尖軸向位置來實現對(duì)刀,進(jìn)而完成螺紋車削。它們是通過純機械(xiè)傳動實現的,螺紋加工過程中出現(xiàn)打刀、停電、變速或者是修複舊螺紋,都可以較(jiào)為輕鬆地實現對刀和再次加工。
數控車床無論車削何種螺紋,主運動與(yǔ)進給運動要保持特定關係,即必須準確做到工件轉一(yī)圈,刀具移動一個螺距。主軸的轉速可通(tōng)過程序調整,但轉角位置一般是不可控(kòng)的。要實現切削(xuē)螺紋的功能,必須用光電編碼器與主軸 1∶1 傳動連接。當(dāng)主軸旋(xuán)轉時,編碼器同步轉動,並發出一係列脈衝信(xìn)號進入數控係統,數控係統依據檢測到的主軸旋轉信號,選擇特定的轉角(jiǎo)控製電機開始(shǐ)進(jìn)給,實現車削螺紋所要求的比例關(guān)係。
3、數控車床螺紋(wén)修(xiū)複
數控車床每次螺紋進刀前,數控係統(tǒng)掃描光電編碼器的零點脈衝,其到(dào)來(lái)時開始(shǐ)進刀,否則處於等待狀態。如此(cǐ)保證了每次進刀車削螺旋線軌跡相同,防止亂扣現(xiàn)象的發生。
但是在修複鑽具舊螺紋時,存在(zài)螺紋起始(shǐ)位置對刀問題。由於光電編碼器的零點(diǎn)脈(mò)衝(chōng)與待修螺紋起始位(wèi)置可能不同,在主軸旋轉時,刀具(jù)按照 G92(或 G32)指令做螺(luó)紋車削進(jìn)給運動時,就會與待修螺紋的螺旋軌跡不重合,發生破壞原螺紋甚至打刀的情況,因此修複螺紋時必須先定位、再車削。定位就是把零點脈衝作為基準,將待修螺(luó)紋起始位置與刀具對(duì)應一(yī)致。定位後,刀具就可沿著待(dài)修螺紋的螺旋線軌跡運動,實現修複螺(luó)紋,所以(yǐ)修複螺紋的關(guān)鍵(jiàn)是定位(wèi)問題。
本次研究的方法是(shì)在卡盤周圍表(biǎo)麵標(biāo)記零點(diǎn)脈衝,以確定螺紋車削起點,利用(yòng)宏程序來定位刀具位置(zhì):①對刀時先盤動卡盤,轉到(dào)標記位置,此時(shí)主軸位置就是(shì)零點(diǎn)脈(mò)衝信號的位置,通過操作宏程序的單(dān)步運行,使刀尖移動到待修螺(luó)紋的某個位置(zhì)上方;②選擇手搖脈衝發生器使刀尖(jiān)移動到螺紋中(zhōng)部某一個(gè)螺旋槽裏,降低倍率微調刀尖(jiān) X、Z 值,觀(guān)察刀尖與螺旋槽直到(dào)重合,此時要特別注意刀尖(jiān)位置,否則容易擠(jǐ)碎刀塊;③選擇程序單步運行,將(jiāng)此時刀尖軸向 Z 的位置信息的(de)係統變量 #5002 通(tōng)過公共變量 #505讀取,即 #505=#5002,完成對刀操作;④單步運行宏程序將刀(dāo)尖移動到(dào)遠離(lí)待修螺紋 N 個螺距的位置,此(cǐ)時(X起(qǐ),Z起)即是起刀點,再通過變(biàn)量表達式指定 R 值,用螺(luó)紋循環切削(xuē)指令 G92 完成(chéng)螺紋加工;⑤在(zài)鑽具使用過程中,螺紋牙型有時磨損較大,即便已經完成(chéng)對刀,但在運行螺紋循環切削指令 G92 過程(chéng)中,也可能發現刀尖未(wèi)完全與待修螺紋螺旋線重合(吃偏刀),此時可賦值 #5 變量,用於微調刀尖 Z 值(zhí)正向或負向(圖2),達到與待修螺紋螺(luó)旋線重合的目的。
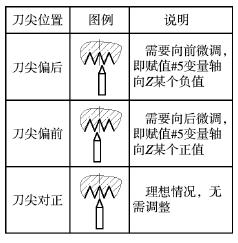
圖 2 刀尖調整參數
以加工 NC50 外螺紋程序(xù)為例。
(1)程序段 1,對刀操作:
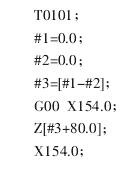
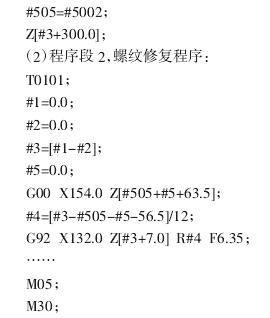
在螺(luó)紋切削循環指令 G92 中(zhōng)(圖 3),參數 X、Z 表示(shì)每刀(dāo)切削的終點坐標(biāo)值,R 表示圓(yuán)錐麵切削起點與終點的半徑差,F 表示螺(luó)紋螺距(NC50 螺紋螺距(jù)為 6.35 mm)。運行變量表達式 Z[#505+#5+63.5] 使成(chéng)型刀移動(dòng)到(dào)離對刀螺旋槽 10 個螺距的位置,此時為起刀點。目前尚(shàng)沒有查到(dào)資料可以確定數(shù)控車床在執行 G32 或 G92 指令時,刀具運(yùn)行的升速段的準確(què)距離,因(yīn)此起刀點與待修螺紋端麵之間距離(即 N 個螺(luó)距)視操(cāo)作習慣而定。再通過(guò)變量表達式 #4=[#3-#505-#5-56.5]/12 對參數 R 賦值(zhí),運行螺紋循環(huán)切削指令 G92,完成螺紋修複加工。
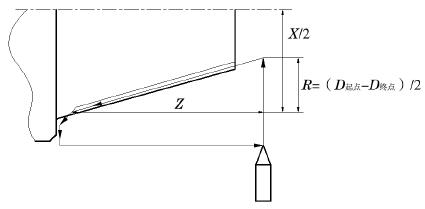
圖 3 螺紋循環切削指令 G92
4、結論
在鑽具螺紋(wén)維修領域,以數控機床為(wéi)代表的自動(dòng)化技(jì)術是今後發展的(de)方向,本文介紹(shào)的方法應用(yòng)成本(běn)低,無須對數控車床進行專(zhuān)門改造。同時,利用數控車床(chuáng)維修鑽具螺紋,提高(gāo)了鑽具維修質(zhì)量,螺(luó)紋修複後尺寸穩定,降低操作人(rén)員的勞動強度,為(wéi)石油鑽具(jù)螺紋維修提供了一種新的技(jì)術手段。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年(nián)11月 新(xīn)能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(chē)(轎(jiào)車)產(chǎn)量數據