


一種船舶超長液壓油缸體車床加工工裝
2022-6-21 來源: 黃海造船有限公司 作者:滕曉岩
摘要:超長油缸體內孔加(jiā)工是機械加工(gōng)中(zhōng)經常遇到的一類問題。為了解決普(pǔ)通車床加工超長油缸體內孔,該文介紹在普通車床安裝(zhuāng)一種工裝(zhuāng),有效解決船舶超長液壓油缸體內孔加工。在設計工裝過程中,從刀杆振動方麵(miàn)進行解決(jué)。對刀杆設置滑動(dòng)支撐銅套和刀杆夾持器,在加工(gōng)過程中,通過(guò)調整刀杆支撐點,能夠有效解(jiě)決刀杆振動問題,從而提高超長液壓油缸體的加工(gōng)質量(liàng)。
關鍵詞:機械加(jiā)工(gōng) 加工工藝 車床工裝 超長油缸體加工
客滾船艏艉門的開閉(bì)油缸(gāng)、坡道的(de)升降油缸、貨船液壓艙蓋的開閉油缸等,都是超長液壓油缸,其油缸加工(gōng)質量直接影響到船員和乘(chéng)客的生命安全(quán)。超長油(yóu)缸體內孔加工是機械加工中難度係數較高的一種,通常工人需要(yào)借助其他機器輔助完成,即使這樣,這也是一個十分複雜精密的過程。傳統常(cháng)規加(jiā)工方法是采用一端懸空(kōng)長刀杆進行加工,加工過程中刀杆(gǎn)容易發生振動現象,影響加工質量(liàng)。
該文介紹一種利用普通(tōng)車床(chuáng)安裝工裝進行超長油缸體加工的方法,能夠(gòu)有效地解決(jué)該加工難題。
1、工件特(tè)點分(fèn)析
分析油缸體工件的結(jié)構特點:工件屬於薄壁深孔加工,自身剛性差,用傳統加工法,刀杆細長易振動(dòng),易產生(shēng)報廢現象,需使用特(tè)殊附件和工裝才能達到工件(jiàn)精度要求。
2、加(jiā)工方(fāng)案、工裝設計及製作
根據工件特點,結合公司設備情況,了解工件的加工難度(dù),選擇合適(shì)的加工設備。
工件長1 400 mm,考慮到加工刀杆長度,首先車床有效加(jiā)工長度至少3.5 m。其次,采用傳統的單(dān)刀車孔法無(wú)法達到工件精(jīng)度要求。傳統車床加工長內孔使用的刀杆,刀杆懸臂較長,刀頭距離刀杆(gǎn)固定點(diǎn)距離(lí)太遠(yuǎn),易發(fā)生振動現象,內孔產(chǎn)生崩刀現象,導致加工精度和粗糙度不滿足要(yào)求。
孔法無法達到工件精度要求。傳統(tǒng)車床加工長內孔使用(yòng)的刀杆,刀(dāo)杆(gǎn)懸臂(bì)較長,刀頭距離刀杆固定點距離太遠,易發生振動現象,內孔產生崩刀現(xiàn)象,導致(zhì)加工(gōng)精度和粗糙度不滿足要求。
船廠做出(chū)如下加工方案:配合車床床頭錐孔(kǒng),製作一(yī)個起到支承刀杆作用(yòng)的支撐銅套,做(zuò)一支(zhī)油缸體2.2倍長的刀杆,刀杆(gǎn)的一端支承在銅套內(間隙配合),另(lìng)一端通過刀杆夾持器,夾在車床溜(liū)板(bǎn)的刀架上,刀杆中間裝車刀。車刀可分粗車刀、半(bàn)精車刀、精車刀。示意圖如圖1所示。
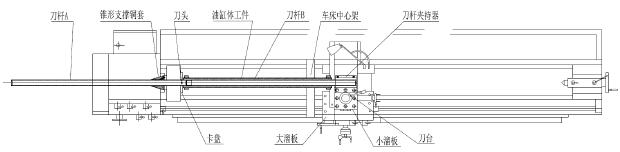
圖1 加工工裝安裝使用示意圖
2.1 製作刀杆
刀杆用無縫鋼管分成兩段,由A、B製成,A段(duàn)長1700 mm,一(yī)端焊接堵頭,B段長(zhǎng)1 600 mm,一端焊接堵頭(tóu)。刀杆A和B通(tōng)過內外螺紋進行(háng)連接。刀杆A、刀杆B加工工藝過程,如下所示。
(1)C6140車床。刀杆A:堵頭端鑽中心孔;一夾一頂,裝夾車全長外圓至Ф60+0.4+0.5 mm;調頭Ф60外(wài)圓伸進床(chuáng)頭內孔(kǒng)中,夾(jiá)緊車端麵、車M52×2內螺紋長50 mm,配車M52×2堵頭外(wài)端鑽中(zhōng)心孔。刀杆B:堵頭端鑽攻M14×1內螺紋,帶保護錐孔;一(yī)夾一頂,裝夾車外圓Ф60-0.05,長200 mm,車Ф61全長;調頭夾Ф60外圓,中心(xīn)架支撐Ф61外(wài)圓,車端麵,配(pèi)車M52×2外螺紋。
(2)鑽床:刀杆A螺紋一端100 mm處,鑽Ф14通孔(kǒng)轉90°鑽攻M10螺紋。
(3)插床:插14刀(dāo)方,與高速(sù)工具鋼車(chē)刀配合,間隙適度。
(4)外(wài)圓磨床:裝(zhuāng)螺紋堵頭用兩頂(dǐng)尖裝(zhuāng)夾磨刀杆(gǎn)A全長外圓(yuán)Ф60±0.015 mm。
2.2 製作支撐銅套
支撐銅套用耐磨錫青銅製作而成,外圓是錐麵。夾一端車銅套外圓,按(àn)床頭孔配錐度(dù),精車(chē)錐度,內孔加工至尺寸要求,此法以保證錐麵和內孔的同軸度。內孔設置油(yóu)線,不延伸至端部,便於儲存滑油。端麵斜鑽孔與油線(xiàn)相通,攻內螺紋,安裝油杯,供(gòng)刀杆在支撐銅套內孔中移動和旋轉潤滑。
2.3 製作(zuò)刀杆夾持器
刀(dāo)杆夾持器用45鋼鍛製並加工而成,具體情況見圖2。
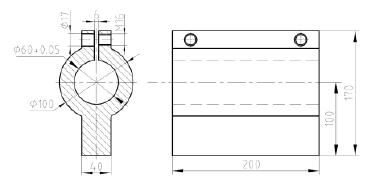
圖2 刀杆夾持(chí)器
3、工裝的安裝
(1)控製刀杆的安裝過精度。
(2)刀杆A和B內外螺紋連接旋緊。刀杆A非螺紋端插(chā)入銅套中,刀杆B非螺紋端插入夾持器內孔並利用車床(chuáng)刀台的螺釘擰緊(此時夾持器已(yǐ)裝夾(jiá)在刀台上,基本找正高度,但不要夾(jiá)緊),移動大溜板,測試刀杆A在整個走(zǒu)刀範圍(wéi)內是否卡滯。銅套上的注油孔(kǒng)注入潤滑油,潤滑內孔,如(rú)有卡滯現象,可用墊片或小溜板來調整(zhěng)夾持器在刀(dāo)台上的高度及軸向平行度。調至刀杆A全長範圍內在銅套內輕鬆移(yí)動,然後鎖定小滑板。
(3)刀具(jù)需(xū)要準備四把。車內(nèi)孔(kǒng)粗加(jiā)工用車刀,刀頭采用硬質(zhì)合(hé)金YT15。其餘采用14方(fāng)高速(sù)工具鋼條(tiáo),磨削成三把不(bú)可調(diào)刀頭。
4 、工裝的使用及油缸體的加工工藝過程
首先,在車床(chuáng)上加工工件兩端的方形法蘭端麵及止口(kǒu),重要的是在兩端方法蘭之間的缸體非加工外圓上,車一(yī)凹台,凹台用作支撐中心架用。操作工藝過程如下。
(1)卡盤定位一端內(nèi)孔,另(lìng)一端利用中心架支撐工(gōng)件外圓,車削端麵,測(cè)量(liàng)保證另一端留有餘量。
(2)工件調頭,車削另一端,保證工件(jiàn)的總長。
(3)卡盤安裝工件(jiàn)定位一端內孔,另(lìng)一(yī)端利用活頂尖找正頂緊(jǐn),車削(xuē)兩個方法蘭的背(bèi)麵處的中心架凹台,檢查外圓(yuán)跳動情況,必要時,利用紙墊片調整活頂尖找正,找正(zhèng)後一次車好兩(liǎng)個凹台,外圓加工至無氧化皮即可,公差保證±0.02 mm。
(4)一撐一架,車兩(liǎng)端止口,車一段內孔,以備對內孔尖刀用。
下(xià)一(yī)步就是車油缸內孔,操作過程具體如下。
(1)刀杆(gǎn)A和B螺紋連接處鬆開,將刀杆A插入(rù)車床床頭錐形銅套內孔中,並安裝調整中心架。
(2)四爪卡盤夾一端方法蘭,位置找正車(chē)好的凹台,另一端用中心架架住。
(3)刀杆A與(yǔ)刀杆B聯(lián)接旋緊,錐(zhuī)形銅(tóng)套內孔加油。
(4)車刀插入刀杆方孔中,通過螺釘壓緊車刀,這把刀必須使油缸內孔(kǒng)加工成整圓,吃刀深度盡量小,由於(yú)是單麵吃刀,刀杆長、吃刀深度大(dà),會引起振動。如(rú)果內孔一次不能夠去掉氧(yǎng)化皮,可(kě)繼續第二次進刀加工。
(5)鬆開車刀壓緊螺釘,換第一把(bǎ)粗車刀,打開冷卻液(yè),開始走刀。觀察(chá)刀兩側切削是否勻,如果不均勻,需要重磨(mó)車刀倒角。這一刀吃(chī)刀深度較大,刀杆有振動感。切屑(xiè)較多,但在切削液的噴射下很順利地排除,然後(hòu)利用內卡鉗測量內孔尺寸至Ф(79+0.1)mm。
(6)第一刀加工到末(mò)端,車刀(dāo)從銅套與油缸體之間的空間抽出(chū),大溜板退到走刀起(qǐ)點,換第二把(bǎ)刀,銅套內孔加注潤滑油。走刀過程中,觀察兩側切削,這一刀吃刀深度較小,刀杆振動感消除。走刀約20 mm後,退刀、停車,鬆(sōng)開(kāi)刀杆A、B連接,用百分表測量內孔尺寸滿足Ф(80-0.1)mm後,旋緊刀杆A、B繼續(xù)走刀。
(7)第二刀加工完畢,車刀也是從銅套與油缸體(tǐ)之間的空間抽出,大溜板退到走刀起點。換第三把精車(chē)刀,銅套內孔繼續加油。精車刀刃磨鋒利,吃刀(dāo)深度隻(zhī)有0.075 mm,刀杆無振感,走刀20 mm,退(tuì)刀停車,鬆開刀杆A、B連接,刀杆A插(chā)入,百分表測(cè)量內孔尺寸,尺寸符合要求後,旋緊(jǐn)刀杆A、B聯接,繼續走刀。
(8)精車完畢,刀頭從銅套與油缸體空間(jiān)抽出,大(dà)溜板退(tuì)到起(qǐ)點,刀杆(gǎn)A、B聯接鬆開,刀杆A插入床頭,鬆開四(sì)爪(zhǎo)卡盤的(de)兩爪,卸下工件,測量夾持一端尺寸Ф80+0.05 mm,圓度誤差0.01 mm,對比表(biǎo)麵粗糙(cāo)度(dù)1.6 μm達到。經檢測,加工(gōng)件滿(mǎn)足圖紙要(yào)求。
5、 結語
通過普通車(chē)床加(jiā)裝(zhuāng)設計長刀(dāo)杆工裝,用來加工超長油(yóu)缸體,經實際使用,油缸體(tǐ)加(jiā)工精度(dù)完全滿足要求,獲得船東的一致好評,為解決細長內孔加(jiā)工提供了參考方案。
投稿箱:
如果您有機床行(háng)業、企業相(xiàng)關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相(xiàng)關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量(liàng)數據
- 2024年(nián)11月 軸(zhóu)承出口(kǒu)情(qíng)況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據