


兩類特(tè)殊螺紋的數控車削加工方法
2021-6-15 來源:汕頭職業技術學(xué)院 廣州市交通運輸職(zhí)業學校 作者:方迪成 鄧集華 蔣(jiǎng)燕
摘要:介紹(shào)了圓弧螺紋和(hé)變(biàn)導(dǎo)程螺紋的應用,分析了在配備GSK980TD數控係統的經濟型數控車床上(shàng)加工這(zhè)2種螺紋(wén)的(de)工藝,編寫了數(shù)控(kòng)加工程序,並用鋁材進行了實際加工驗證(zhèng)。通過使用簡單的數控指(zhǐ)令並利用子程序功能編寫數控程序,簡化(huà)了數控加工工藝,實現(xiàn)了(le)複(fù)雜特殊螺紋的加工,對於(yú)生產實踐具有一定參考價值。
關鍵詞:圓弧螺紋;變導程螺紋;數控(kòng)車床
0 引言
為了提高螺紋強度,使帶有螺紋連接的塑料製品達到更好(hǎo)的密封性,其螺紋都采用(yòng)圓弧螺紋結構和異形螺紋結構(gòu)。圓弧螺紋就是指在圓弧麵(miàn)上加工出(chū)來(lái)的圓弧形狀的螺(luó)紋,如圖 1 (a) 所示。在第三屆全國數控技能大賽數控(kòng)車床教師組試題中,也出現了(le)圓弧螺紋的加(jiā)工(gōng)。同時,同屬特殊螺紋的變導程螺紋也具有一定的應用。所(suǒ)謂變導程螺(luó)紋,是指每一節的螺距都遞增或者遞減(jiǎn)的螺紋,有“槽等寬(kuān)牙變導程”與“牙等寬槽變導程”2 種結構,如圖 1 中 (b)、(c)所示。其在(zài)飲料罐裝機械、航空傳輸(shū)機械、塑料擠(jǐ)壓機械、飼料機械、船舶上的變導程螺旋槳、高速離心泵上的變導程(chéng)誘導輪、變導程螺旋槳動力裝置上(shàng)應用較(jiào)多。本文就以加工圓弧螺紋和變導程螺紋為例,介(jiè)紹這2類特(tè)殊螺紋在經濟型數控車床GSK980TD係統中的加工方(fāng)法。

圖1 3種特殊螺(luó)紋
1 、圓弧(hú)螺紋的加工(gōng)
1.1 圖樣分析及基點計算
如圖 2 所示,圓弧螺紋軸零件主要由圓弧(hú)螺紋及兩端外(wài)圓柱組(zǔ)成。其中,圓弧螺(luó)紋在 R80 圓弧麵上,最大軸徑ϕ38,螺距 4.5 mm,圓弧牙(yá)型半徑(jìng)為 R2。在加(jiā)工圓弧螺紋時(shí),起刀點及(jí)結束點位置應該給(gěi)予螺紋升速及(jí)降速的距離。並以圓弧螺紋(wén)刀具的中心軌跡進行編程。螺紋加工起點、終點坐標計算如圖3所示。
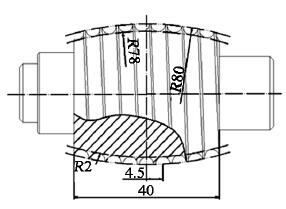
圖2 圓弧螺紋
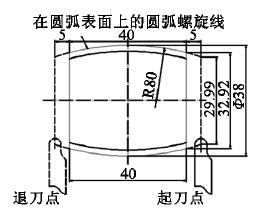
圖3 圓弧螺(luó)紋加工起點與終點坐標
1.2 加工工藝分析
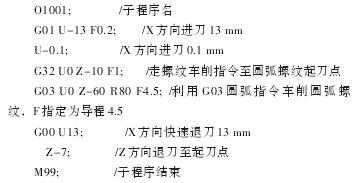
考慮到(dào)零件的結(jié)構特點及加工(gōng)精度,在加工時,應先加工左(zuǒ)端兩外圓柱麵和左端麵;調頭裝夾,車削零件右端麵,保證零件總長;最後采用“一夾一頂”的裝夾方法,車削右端外圓柱及圓弧螺(luó)紋。在車削圓弧螺(luó)紋時,必須使用 G99 每轉進給(gěi)速度功能,而進給速度則指定為圓(yuán)弧螺紋(wén)的導程,即4.5 mm/r。而根據(jù)數控車床加工螺紋原(yuán)理,螺紋加工時刀具每刀起始點與(yǔ)螺紋牙(yá)型之間的位置關係由螺紋切削指令通過編碼器(qì)來保證,以防止亂牙(yá),保證螺紋加工時螺距精(jīng)度。而在本文中,則運用(yòng)圓弧切削指令 G03 與 G99 指令配合使(shǐ)用來完成圓弧螺(luó)紋的切削加工,在編製圓弧螺紋切削指(zhǐ)令 G03 前段,使用螺紋切削指令 G32 進行(háng)定位,提前啟(qǐ)動編碼器功能,確定刀具與零件之(zhī)間嚴格的位置關係,保證螺紋加工時螺距的精度,以防止(zhǐ)螺紋切削過程中的亂牙現象。
1.3 刀(dāo)具分析
(1) 材料選擇根據毛坯材料的類型以及(jí)加工(gōng)要求不同而(ér)選(xuǎn)擇合適的刀具材料。毛坯材料選用 ϕ40 鋁材,由於加工圓弧螺紋時刀具切削刃接觸長度很長,刀具可選擇韌性好、刃口鋒利的(de)高速鋼W6Mo5Cr4V2材(cái)料。
(2) 角(jiǎo)度選擇(zé)圓弧螺紋刀應該刃磨成刀頭為(wéi)半(bàn)圓的成形刀。粗車刀圓(yuán)弧半徑為R1.75,精車刀(dāo)圓弧半徑為R2。如圖4所示。從圖中(zhōng)可知,在刃磨刀具的過程中,刀具(jù)前角為 0°,後角(jiǎo)從左側向右側平滑過渡,最左側後角為 (3°~5°) +ψmax,最右側後角為(wéi) (3°~5°) -ψmax。其(qí)中(zhōng), ψmax為圓弧(hú)螺紋最小(xiǎo)直徑處的螺旋升角;tanψmax= P/(πd1) =4.5/(3.14×33)= 0.043;ψmax= 2.49° 。
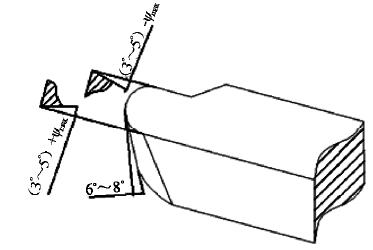
圖4 圓弧螺紋刀
(3) 刃磨刀具(jù)
粗車刀刃磨刀具時,先在砂輪上麵粗磨,然後(hòu)用油石精修切削刃。要注意保證前角(jiǎo)為 0°,以及各處後角值的變化規(guī)律,後角最左側為最大值,由左側(cè)向左(zuǒ)前側、前(qián)方、右前側、右(yòu)側平滑過(guò)渡,逐漸減少,至右側後角(jiǎo)為最小值。刃磨過程中要經常用(yòng)標準 R 規比較測量刀頭圓弧弧(hú)度及半徑,粗車刀頭半徑為R1.75。精車刀先在線切割機床上麵割出刀頭成形麵,刀頭半徑為R2.05,以保(bǎo)證刀頭成形麵(miàn)的圓度。然後(hòu)在砂(shā)輪機上麵修磨兩側及前側後(hòu)角至要求,最後用油石(shí)精磨刀頭圓弧切削刃至(zhì)
R2成形(xíng)麵。
1.4 加工程序
加工程序由主程序與子(zǐ)程序組(zǔ)成,子程序如(rú)下。
1.5 注意事項
(1) 在編(biān)寫程序時需要先計算好圓弧(hú)螺紋 R80 圓弧母線的(de)起點、終點坐標,計(jì)算過程(chéng)中應包括刀具起點的螺紋升(shēng)速距離 (設定為5 mm) 與終點的退刀距離(設定為5 mm);
(2) 修磨圓弧刀具的時候,一定(dìng)要保證刀頭圓弧的圓度,否則加工出來的圓弧型槽輪廓將變形;
(3) 編寫程序的時候,必(bì)須使用G99進給(gěi)速度功能,必須先采用G32螺紋(wén)切削指令進行定位,再利用圓弧指令G03切削螺紋,以保證螺紋切(qiē)削每一次進(jìn)刀點的(de)位置相同,防止亂牙;
(4) 因(yīn)為使用了圓弧刀具中心軌跡進(jìn)行編程,所以對刀時,必須以刀具(jù)圓弧的圓心為刀位點(diǎn):
(5) 在圓弧螺紋粗加工時,R80圓弧表麵應留有精加工餘量,在粗加工(gōng)後再精車至尺寸要求,以去除圓弧螺(luó)紋粗車時殘留表麵的毛刺等。
2 、導程(chéng)螺紋的加工
變導程螺紋的相鄰 2 個導程的數值都是變化的,或遞增,或遞減,按照螺紋(wén)的外形可分為“槽(cáo)等寬(kuān)牙變螺紋”和“牙等寬槽變螺紋”,分別如圖5、圖(tú)6所示。
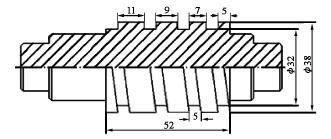
圖5 槽等寬(kuān)牙變螺紋
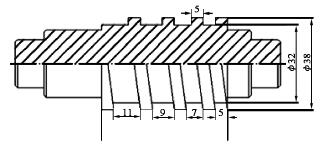
圖6 牙等寬槽變螺紋
2.1 數控指令
在GSK980TD係統中,變導程螺紋切削指令(lìng)是G34。格式:G34 X (U) -- Z (W) -- F (I) -- R--;其中:X、Z 為螺紋切削終點的絕對坐標值;U、W 為螺紋切削終點相對於起點的增量坐標值;I 為英(yīng)製螺紋變導程螺紋基本導程;F1、F2分別為螺紋旋進方向相鄰2個導程中第一個導程與第二個導程;F 為公製螺紋變導程螺紋基本導程;R 為主(zhǔ)軸每轉螺距(jù)的增量值或減量值(zhí),R=F2-F1,R 值帶有方向:當F2<F1時 R 為負值,螺距遞減;當 F2>F1時 R 為正值,導程遞增(zēng)。變導程(chéng)螺紋加工的起(qǐ)刀點導程(即第一個導程(chéng))為F+R。
2.2 刀具分析
(1) 材料選擇
變(biàn)導程螺紋為(wéi)矩形螺紋,槽寬及槽深(shēn)度(dù)都(dōu)較大,在加工時切削刃接觸長度長、受力(lì)大,故選用韌性(xìng)好,切削(xuē)刃鋒利的高速鋼W6Mo5Cr4V2為刀具材料。
(2) 角度選擇
刀具(jù)外形為矩形,如圖 7 所示。圖中,粗車刀具前角選擇 10°左(zuǒ)右,左側後(hòu)角為 (3°~5°) +ψmax,右側後角為 (3°~5°) -ψmax,精車(chē)刀具前角選擇0°,後角與粗車刀具(jù)相同。其中, ψmax為螺紋最大導程頂徑處的螺(luó)旋升角;tanψmax= P/(πd1) =16/(3.14×38)= 0.134;ψmax=7.64° 。
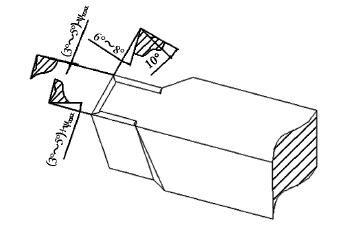
圖7 粗車矩形螺紋刀
(3) 刃磨刀具
刃(rèn)磨(mó)刀具時,先在砂輪上麵粗磨,然後用油石精磨。粗(cū)車刀在前刀麵上開切削槽,保證(zhèng)前角 10°左右,後角 6°~8°左右,左側副後角(jiǎo)大於7.64°,右側副(fù)後角-3°左右。精車刀前角為0°,後角、兩側副後角與粗車(chē)刀同。加工槽等寬牙變導程螺紋時,粗車刀寬 4.6 mm,精車刀寬5 mm;加工牙等寬槽變導程螺紋時,粗車刀寬2.8 mm,精車刀寬(kuān) 3 mm。粗加工(gōng)變導程螺紋的方法和程序與精加工相同,隻是要求粗精加工時(shí)以螺紋車刀切削刃中點為刀(dāo)位點對刀。本文隻介紹了用精車刀加工變導程螺紋的方(fāng)法和程序。
2.3 加(jiā)工槽等寬變導程螺紋(wén)
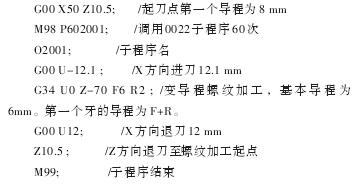
考慮零件(jiàn)在加工過程中裝夾的(de)穩定性,以(yǐ)及保證加工精度,在加工此2個零(líng)件時,應先加工左端兩外圓柱,保(bǎo)證工件總長度,然後(hòu)調頭,采用“一夾一頂”的裝夾方式,提高裝夾的牢靠度,再加工(gōng)右端外圓柱及變導程螺紋部分。在加工螺紋前,刀具(jù)定(dìng)位在(zài)距(jù)螺紋右端麵一個基本導程加螺紋導程增(zēng)量的位置,保證車(chē)削零件時螺紋第(dì)一道牙的導程為10 mm。在此處,變螺紋加(jiā)工起刀時的導程為第一道牙的導程減去2 mm的螺紋導程增量,即10 mm-2 mm=8 mm。而螺紋加工的起點應該(gāi)在距螺紋右端(duān)麵8 mm的位置。程序節選如下 (螺(luó)紋車(chē)刀對應編程原點在螺紋右端麵中心處,刀位點為切削(xuē)刃中點):
2.4 加工牙等寬(kuān)變導程螺(luó)紋
加(jiā)工牙等寬槽變螺紋比槽等寬牙變螺紋要複雜(zá)一些,要車成變槽寬,隻(zhī)能是在變導程車削的(de)過程中使刀具寬度(dù)均勻變大才能實現(xiàn),不過這是不能實現的。實際中可(kě)通過改變導程 F 和 Z軸起刀點的位(wèi)置(zhì)實現趕刀,逐(zhú)漸完成車削。本文(wén)加工先車出 1 個槽等寬牙變導程的螺紋(wén),工件上第一個導程為10 mm,槽寬 3 mm,如圖 8 所示;然後逐漸往正向趕刀,也就是向槽的右側麵趕(gǎn)刀,直到加工的工件上第一個導程為8 mm,此時總趕刀量(liàng)為 2 mm。通(tōng)過分析,趕刀量是疊加的,即第1個槽向右趕刀2 mm,第2個(gè)槽向右趕刀量是4 mm,第3個槽向右趕(gǎn)刀量是6 mm,第4個槽向右趕刀量是8 mm,這樣就可以(yǐ)把螺紋槽不斷切(qiē)寬。考慮(lǜ)螺紋車刀的刃寬為3 mm,且刀具的強度有限,每次趕刀量不能過大,可分3次完(wán)成:第一次趕(gǎn)刀0.7 mm;第二次趕刀0.7 mm;第三次趕刀0.6 mm。這樣就可以確(què)定每次趕刀加工的起刀點和基本導程了。如第一次趕刀:在(zài)工件上第一個螺紋槽向右側(cè)趕刀0.7 mm,工件上加工的第(dì)一個導程應為9.3 mm,此(cǐ)時螺紋車刀加工(gōng)的起刀點(diǎn)應在距螺紋右
端麵7.3 mm(9.3 mm-2 mm=7.3 mm)的位置,基本導程F就為5.3 mm (7.3 mm-2 mm=5.3 mm)了,如圖9所示。加工(gōng)程序略。
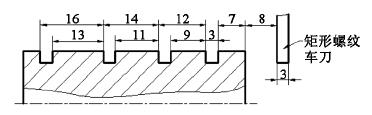
圖8 加(jiā)工槽等變(biàn)導程(chéng)的螺紋
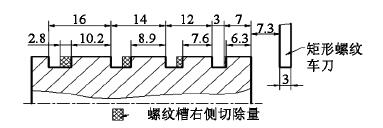
圖9 趕刀後加工情況
2.5 注意事項
(1) 粗(cū)車刀與精車刀對刀時,需(xū)以切削刃中點為刀位點(diǎn)進行對刀,方能(néng)保證粗車後牙型兩側麵都留有精加工餘量;
(2) 要注意精準確定(dìng)變導程螺紋 F 初始值和刀具起點(diǎn)的位置,即基(jī)本導程值;
(3) 加工過程如發現牙寬與理論尺寸不符,可通過更改定位點的 Z 坐標值及基本導程值來實現趕刀,具體趕刀數(shù)值及操作根據實際情況而定。
(4) 變導程螺紋(wén)在(zài)加工過程中,其螺旋升角隨著導程的變大而增大,因此在刃(rèn)磨刀具左側切削刃時應注意其後(hòu)角等於工作後(hòu)角(jiǎo)加上最大(dà)螺紋升角ψmax,即ao=(3°~ 5°)+ψmax。刀具右(yòu)側刃情況相反。
3 、結束(shù)語(yǔ)
采用鋁材進行加工驗證,使用配備 980TD 數控係統的數控車床,按照本(běn)文的(de)數控車削(xuē)工藝,能夠加工出(chū)文中介紹的2類特殊螺紋。如果加工(gōng)鋼件,可(kě)通過調整背吃刀量來保證加工質量。本文(wén)所設計的2種特殊螺紋的(de)數控(kòng)車削工藝,通過使(shǐ)用簡單的數控指(zhǐ)令並利用子程序功能編寫數控程序,簡化了(le)數控加工工藝,實現了複雜特殊螺紋的加工。
投(tóu)稿箱:
如果您(nín)有機床行(háng)業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行(háng)業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息(xī)
")
業界視點
| 更多
牌調查")
行業(yè)數據(jù)
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能(néng)源汽車產量數據(jù)
- 2024年11月 新(xīn)能(néng)源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產(chǎn)量數據
博文選萃(cuì)
| 更(gèng)多
- 機(jī)械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的(de)發展(zhǎn)趨勢
- 國產(chǎn)數控係統和(hé)數控機(jī)床何去何從?
- 中(zhōng)國的技術工人都去(qù)哪裏了?
- 機械老板(bǎn)做了十多年,為(wéi)何還是小(xiǎo)作(zuò)坊?
- 機械(xiè)行業(yè)最新自殺性營銷,害人(rén)害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默(mò)。製造業的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加(jiā)工刀具補償功能
- 車床鑽(zuàn)孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別