


PCD 刀具車削鋁合金表麵(miàn)粗糙度的研究
2016-10-27 來源:陽江職業技術學院 深圳信息職業技術(shù)學院 作者:喬龍陽 劉白(bái)
摘 要:影響PCD 刀具車削鋁合金(jīn)表麵粗糙度(dù)的主要因素(sù)是(shì)切削速度、進給(gěi)量、背吃(chī)刀量。以黃金分割法設計了實驗方案,優選了三因(yīn)素的水平範圍,用等距法設置了水平值(zhí)。實驗結果表明,對工件車(chē)削表(biǎo)麵粗糙度影響最大的因素是進給量,次之是切削(xuē)深度,切削速度的影響最小。通過正交實驗(yàn)法驗證了上(shàng)述實驗數據(jù)並(bìng)篩選了含優區間,獲(huò)得了本工(gōng)藝的最佳切削參數。
關鍵詞:PCD 刀具;車削;鋁合金;黃金分割法;表麵粗糙度
0. 引言
為滿足使用性能、外形美觀等要求,5052 鋁合金(jīn)產品的表麵粗糙度需達(dá)到Ra0.4 以(yǐ)上(shàng)的技術要求。但(dàn)是,傳(chuán)統加工普遍采用硬質合金刀具(jù)低速車削加工,切屑容易與刀(dāo)具發生“膠焊”或粘連,形成積屑瘤,加工質量(liàng)差、生產效率(lǜ)非常低[1-2] 。
PCD 刀具材料硬度(dù)高(gāo)、導(dǎo)熱性好(hǎo)、摩擦係數小,使得切(qiē)屑變形(xíng)和切削力降低、刀具磨損緩慢、切削過程更為穩定,有利於降(jiàng)低表麵粗糙(cāo)度[3-5] ,高速車削[6] 時零件表麵可達到鏡麵效(xiào)果,是(shì)目前車削(xuē)鋁合金理想的刀具材料。不足(zú)之處是針對5052 鋁合金的研究,大多是麵向其生產工藝[7] 、焊接組織和性能[8-9] 等方麵的研(yán)究(jiū),而針對其車削加工性能的實驗(yàn)研究很(hěn)少,因此開展PCD 刀具車削鋁(lǚ)合金表麵(miàn)粗糙度的研究,對於提高這類材料產(chǎn)品質量和生產(chǎn)效(xiào)率有著現實的意義。
鋁合金車削性能相關(guān)的實驗研究,大(dà)多采用正(zhèng)交(jiāo)實(shí)驗或單因素實驗等方法,這(zhè)些方法存在(zài)實驗次數多(duō)、實驗精(jīng)度不高的缺點。現以黃金分割(gē)法(fǎ)優選影響5052 鋁合金表麵粗糙度的切削參數因素水平範圍,以等距法確定(dìng)因素水平值,以正交實驗篩選驗證,得出影響表麵粗糙度的(de)主要因素,確(què)定臨界區域,以黃金分割法為單因素考察方法,確(què)定PCD 刀具車削5052 鋁合金表麵(miàn)粗糙度的最佳工藝條件。
1. 黃金分(fèn)割法(fǎ)實驗(yàn)原理
黃(huáng)金分割法是通過逐步縮小搜索區間(jiān),來(lái)求得一元函數(shù)極值點近似值的一種方法,又稱為0.618 法。黃金分割法實驗點選(xuǎn)取,如圖1 所(suǒ)示,實驗範圍[a,b] ,將第一個實(shí)驗點x1安排(pái)在實驗範圍內(nèi)的0.618 處(距左(zuǒ)端點a),即x1 =a+(b-a)×0.618,得到實驗結果f(x1 );再在x1的對稱點x2 ,即x2 = a+(b -a) ×0. 382,得到實驗結果f(x2 ),且f(x) 值越(yuè)大,效果越好。若f(x1 ) >f(x2 ),即(jí)f(x1 )比f(x2 )好,則根據“留好去(qù)壞”的原則,去掉實驗範圍[a,x2 ] 部分,在[x2 ,b] 內繼(jì)續實驗。以後每(měi)次取(qǔ)一個試點(diǎn),比較2 個結果,去壞留好,進一步縮小範圍,進一步做實驗。
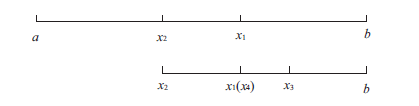
圖1 黃金分(fèn)割法實驗點提(tí)取示意圖
在(zài)生產實踐和科學實驗中,應用黃金分割法單因素實驗可以有效減少實驗次數,去掉(diào)“劣”點部分,保留“優”點部分,快速逼(bī)近真實值,並得(dé)到更為(wéi)精準的實驗(yàn)數據。
2. 實驗條件
實驗材料:5052 鋁合(hé)金,規格為Φ60 mm×55 mm 的鋁合金(jīn)管,壁厚4 mm,采用專用向心結構夾具(jù)裝夾定位(wèi)。
刀具材料:三菱公司PCD
材質MD220。
實驗機床:XKNC-50G 精密數控車床,主軸最大轉速6 000 r/ min。
實驗儀器:JB-3C 粗糙度測試儀,分辨率0.001 μm,Ra 值測量範(fàn)圍0.001-10 μm。
車削環境:濕式車削,采用(yòng)煤油作為切削液。
評價方法:取輪(lún)廓算術偏差Ra作為評價參數,測量(liàng)時取樣長度為1 mm,評定長度(dù)為(wéi)5 mm。
3. 實驗方法
為了獲得較好(hǎo)的實驗效果,對影響表麵粗糙度較大的切削參數三因素切削速度、進給量和背吃刀量,開展黃金分割法優(yōu)選實驗,逐步縮小實驗範(fàn)圍(wéi),直至取得最佳的實驗數據。
3.1 黃金分割(gē)法(fǎ)優(yōu)選實驗
1) 利用黃金分割法(fǎ)確定(dìng)進給量的水平範圍
依據王洪祥等[10] 金剛石車削表麵微觀形貌形成機理(lǐ)的研究,認(rèn)為表麵(miàn)粗糙度值與進給量和刀尖圓弧半徑存在如下關係:
依據此經驗公式,選取進給量實驗範圍[0.02,0.20]、背吃刀量0.3 mm、切削速度600 m/ min。按黃金分割法實驗點的提取步驟,在[0.02,0.20]的0.618 處取值,選取第1 實驗(yàn)點為:
P1 =0.02+0.618(0.20-0.02)= 0.131 2
第2 實驗點為:
P2 =0.02+0.382(0.20-0.02)= 0.088 7
實(shí)驗測得P2的表麵粗糙(cāo)度值Ra1.375 μm 優於P1 的表麵粗糙度值(zhí)Ra1.841 μm,則(zé)舍(shě)棄不包括P1 點的以外部分,在留下部分再找出P2的對稱點P3。
第3 實驗點為:
P3 =0.02+0.382(0.131 2-0.02)= 0.062 5
實驗測得(dé)P3的表麵粗糙度值Ra0.843 μm 好於P2 的表(biǎo)麵粗糙度值Ra1.275 μm,則舍棄不包括P2 點的以外部分,在留下的部分中找到P3的對(duì)稱點。
第4 實驗點為:
P4 =0.02+0.382(0.088 7-0.02)= 0.046 2
實驗測得的P4的表麵粗糙度值Ra0.495 μm 好(hǎo)於P3的表麵粗(cū)糙度值Ra0.843 μm,則舍棄不包括P3 的以外部分,在留下的部分中找到P4的對稱點。
P5 =0.02+0.382(0.062 5-0.02)= 0.036 2
實驗(yàn)測得的P5的表麵粗糙度(dù)值Ra0.371 μm 好於P4的表麵粗糙度值Ra0.495 μm,則舍棄不包括P4 的以外部分。
進給量對表麵粗糙度的影響,如圖2 所示。隨著進給(gěi)量的增大,工件(jiàn)表麵粗糙度值顯著增大(dà)。實驗點所在實驗範圍包括含優點,則實(shí)驗結束,優選(xuǎn)實驗範圍為[0.02,0.046] 。
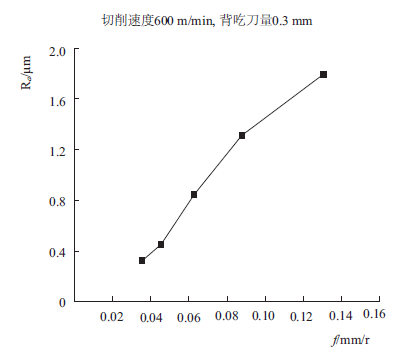
圖2 進(jìn)給量對表麵粗糙度的影響
2) 利用黃金分割法確定切削速度(dù)的水平範圍
選取切削速度實驗範圍[500,1 000]、背吃刀量(liàng)0.3 mm、進給量0.1 mm/ r。按黃金分割法實驗點的提取(qǔ)步驟,在[500,1000]的0.618 處取值,選取第1 實驗點為:
P1 =500+0.618(1 000-500)= 809
第2 實驗點為:
P2 =500+0.382(1 000-500)= 691
實驗測得P1的表麵粗(cū)糙度值Ra1.241 μm 優於(yú)P2 的表麵粗糙度值Ra1.375 μm,則舍(shě)棄不包括P2 點的以外部分,在留下部分再找出P1的對稱點P3。
第3 實驗點為:
P3 =691+0.618(1 000-691)= 882
實驗測得P3的表麵粗糙度值Ra1.233 μm 好於P1 的表(biǎo)麵粗糙度值Ra1.241 μm,則舍棄不包括P1 點的以(yǐ)外部分。
切削速度對表麵粗糙(cāo)度的影響,如(rú)圖3 所示。隨著切削速度的增大,工件表麵粗糙度值逐(zhú)漸減小,在切(qiē)削速度達到800 m/ min 以上值後,對表麵粗糙度的影響(xiǎng)降低,表麵粗糙度值趨於穩定。因此,實驗結束(shù),優選範圍(wéi)為[809,1 000] 。
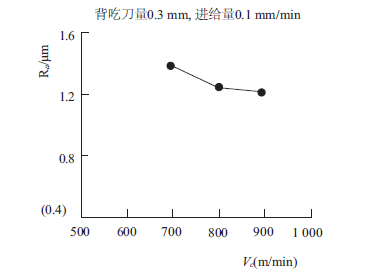
圖3 切削(xuē)速度對表麵粗糙度的影響
3) 利用(yòng)黃(huáng)金分割法確(què)定背吃刀量的水平範圍
選取背吃刀量實驗範圍[0.05,1.0]、進給量0.1 mm/ r、切削速度600 m/ min。按黃(huáng)金分割法(fǎ)實(shí)驗點的提取步(bù)驟,在[0.05,1.0]的0.618 處取值,選取第1 實驗點為:
P1 =0.05+0.618(1.0-0.05)= 0.637 1
第2 實驗點(diǎn)為(wéi):
P2 =0.05+0.382(1.0-0.05)= 0.412 9
實驗測(cè)得P2的表麵粗糙度值Ra1.415 μm 優(yōu)於P1 的(de)表(biǎo)麵(miàn)粗糙度值Ra1.554 μm,則舍棄不包括P1 點的以外部分,在留下(xià)部分再找(zhǎo)出P2的對稱點P3。
第3 實驗點為:
P3 =0.05+0.382(0.637 1-0.05)= 0.274 3
實驗測得P3的表麵粗糙度值Ra1.293 μm 好於P2 的表麵粗糙度值(zhí)Ra1.415 μm,則(zé)舍棄不包括P2 點的(de)以(yǐ)外部分,在留下的部分中找到P3的對(duì)稱點。
第4 實驗點(diǎn)為:
P4 =0.05+0.382(0.412 9-0.05)= 0.188 6
實驗測得的P4的表麵粗糙度值Ra1.271 μm 好於P3的表麵粗糙度值Ra1.293 μm,則舍棄不包括P3 的以外部(bù)分,在(zài)留下的(de)部分中找(zhǎo)到P4的對稱點。
P5 =0.05+0.382(0.274 3-0.05)= 0.135 7
實驗測得的P4的表麵粗糙度(dù)值Ra1.271 μm 好於P5的表麵粗糙度值Ra1.280 μm,則舍棄不包括P5 的以外部分。
背吃刀量對表麵粗糙度的影響,如圖4 所示。隨著切削深度的增大,工件表麵粗糙度值逐漸(jiàn)增大,增大趨勢不明顯(xiǎn);但在切削深度(dù)小於0.1 mm 時,測得工件(jiàn)表麵粗糙度又趨於反方向細微(wēi)增大。實驗結束, 優選範(fàn)圍為[0.135 7,0.274 3] 。
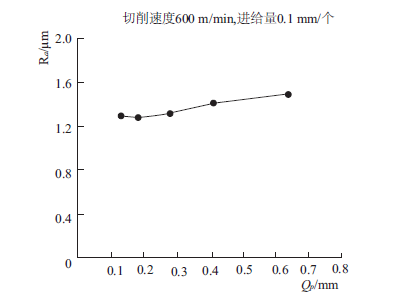
圖4 背(bèi)吃刀(dāo)量對表麵粗糙度的影響
3.2 等距法確定因(yīn)素水(shuǐ)平值
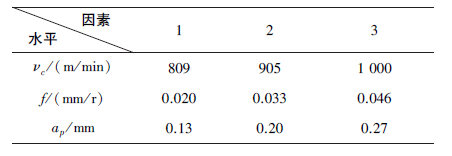
依據等距法,切削速度範(fàn)圍[809,1 000] ,因素水平值為809、905、1 000;進給量範圍[0.02,0.046] ,因素水平值為0.02、0.033、0.046;背吃(chī)刀量範圍[0.13,0.27] ,因素水平值為0.13、0.20、0.27。
3.3 正交實(shí)驗
采用三因素三水平L9(33)組合切削參數,3 個因素分別是:切削速度νc 、進給量f 和背吃刀量(liàng)ap ,以工件表麵粗糙度作為質量特(tè)征,評價切削參數的優劣(liè)。正交實驗(yàn)的因素水平表見表1。
表1 正交實驗因素水平表
t 正(zhèng)交實驗方案與結果見表2。
表2 正交實驗方案及結果

由實驗數據分(fèn)析,對工件表麵粗糙度影響最大的因素是進給量(liàng),次之是切削深度,切削速度(dù)的影響最小。如圖5 所(suǒ)示,切(qiē)削參數(shù)對表麵粗糙度的影響驗證,隨著切削速度(dù)的增大,工件表麵粗糙度(dù)值逐漸減小;隨著切削深(shēn)度的增大,工件表麵粗糙度值(zhí)逐漸增大;隨著進給量的(de)增大,工件表麵粗糙度(dù)值顯著增大。工件表麵二次元成像微觀機理顯(xiǎn)示,隨進給量的增大,走刀間距變大,工件表麵上紋路清晰(xī),是造成工件表麵粗(cū)糙度值變大(dà)的(de)主要因素。
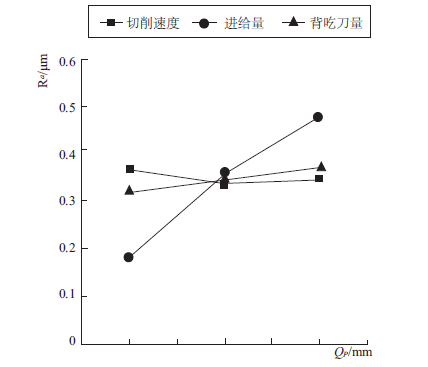
圖5 切削參數對表(biǎo)麵(miàn)粗糙度的影響
正交實驗驗證:在穩定的高速車削環境下,切削速度與(yǔ)切削深度對表麵粗糙度值影(yǐng)響較小,進給量是造成工(gōng)件表麵粗(cū)糙度值變大的主要因素。提取進給量的含優區間為[0.033,0.046]。
3.4 黃金分割法單因素實驗
選取進給量實驗範圍(wéi)[0. 033,0. 046]、背吃刀量0.2 mm、切(qiē)削速度900 m/ min。按黃金分割法實驗點的提取步驟,在[0.033,0.046]的0.618 處取(qǔ)值,選取(qǔ)第1 實驗點為(wéi):
P1 =0.033+0.618(0.046-0.033)= 0.041
第2 實驗(yàn)點為:
P2 =0.033+0.382(0.046-0.033)= 0.038
實驗P1 的表麵粗糙度(dù)值Ra0.391 μm,P2 的表麵粗糙度值Ra0.387 μm,則P1 測得的(de)是最優實驗(yàn)值。實驗結束,進(jìn)給量取值為0.041 mm/ r。
4. 結語
在穩(wěn)定的高速車(chē)削環(huán)境(jìng)下,切(qiē)削速度與(yǔ)切削深(shēn)度對表麵粗糙度值(zhí)影響較小,進給量是影響工件表麵粗糙度值變(biàn)化的主要因素。PCD 刀具車削5052 鋁合金表麵粗糙度達到Ra0. 4 技術要求的最佳工(gōng)藝參數是: 進給量0.041 mm/ r、背吃(chī)刀量0.2 mm、切削速度900 m/ min。黃金(jīn)分割法應用於鋁合(hé)金車削表麵質量的實驗研究,拓寬了實(shí)驗(yàn)方法(fǎ),有效地減少了實驗次數(shù),提高了實(shí)驗精度。所獲得的(de)實驗數據為這類材料高精度、高效率車削加工提供了可靠的理論依據。
投稿箱:
如果您有(yǒu)機床行業、企業相關(guān)新(xīn)聞(wén)稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關(guān)新(xīn)聞(wén)稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
金馬")
業(yè)界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用(yòng)車(轎車)產量數據
- 2024年(nián)11月 新能(néng)源汽(qì)車產量數(shù)據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數(shù)據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源(yuán)汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博(bó)文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲線切割機床的發展趨勢
- 國產數(shù)控係統和數控機(jī)床何去何從(cóng)?
- 中國的技術工人都去(qù)哪裏了?
- 機械老板(bǎn)做了十多年,為何還是小作坊?
- 機械行業最新自殺(shā)性營銷,害人害己(jǐ)!不倒閉才
- 製造(zào)業(yè)大逃亡
- 智能(néng)時代,少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製造業的(de)騰飛,要從機(jī)床
- 一(yī)文(wén)搞懂數控車床加工刀具補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工(gōng)工藝的區(qū)別