


U G N X 數控(kòng)車(chē)床自動編程的(de)M CS-SPIN DL E 設置
2016-10-20 來源:蘭州石化職業技(jì)術學院(yuàn) 作者:張明(míng)豔,劉興勤, 汪 紅
摘要: 設置加工坐標係是自(zì)動編程與加工的前提條件,加工(gōng)坐標係的設置對生成的數控程序的準確(què)性有(yǒu)很大影響。闡述了軸類零件在UG8.5 的CAM 環境車削模塊中設置MCS-SPINDLE 的兩種方法, 給出了(le)在UGNX 中創建軸類零件加工模型的要點及思路。
關鍵詞: UG ; 自動編程; 坐標係; 數控車床(chuáng)
0 .引言
數控機床零(líng)件(jiàn)加工前必須編寫加工程序,加工程序中的坐標(biāo)數據是以工件坐標係(xì)為基準來度量的,因此在使用軟件自動(dòng)編程前(qián),必須設置好加工坐標係。在UG 中,加工(gōng)坐標係是用MCS 來表示的,一般情況下,MCS 有3 個方向的坐標軸,這3 個坐(zuò)標軸與數控機床的笛卡爾坐(zuò)標係的3 個坐標(biāo)軸是一致的。但在使(shǐ)用UG 的CAM 模(mó)塊自動編程時,加工零(líng)件的模型來自於建模環境,建模環境下對建模坐(zuò)標係並沒有(yǒu)特別的要求,這樣很容易(yì)導致加工(gōng)坐標係與建模(mó)坐標係(xì)軸方向的不一致,尤其在數控車床中,編程及加工是基於Z-X 平麵的,隻用到兩個坐標軸,如果所設置的加工坐標軸與建模坐標軸的映射關係不匹配,將會導致所生成的數控程序手工修(xiū)改量(liàng)大甚(shèn)至完(wán)全無法加工(gōng)的問題。本文將闡(chǎn)述在(zài)UG NX8 .5 中數控車床自動編程(chéng)的MCS 設置(zhì)方法。
1. UG 車削加工使用的坐標係名稱及用(yòng)途
UG 車削加工從零件建模到加工(gōng)要用到3 個坐標係:
(1) 絕對坐標係(ACS) :用X-Y-Z 標識,是由NX 係統內核生成的(de)用來度量所有參數(shù)的基礎坐(zuò)標係。該坐(zuò)標係是模型固有坐標係,其原點和(hé)各坐標軸線的方向不可編輯。
(2) 工作坐標係(WCS) :用XC-Y C-ZC 標(biāo)識,是用戶建(jiàn)模所使用的坐標係,在初始狀態下與ACS 是重合的,建模過程中可(kě)以根據(jù)需要(yào)對WCS 坐標係進行變換(如移動或旋轉) 。
(3) 加(jiā)工(gōng)坐標係(MCS 或MCS-SPINDLE ,後(hòu)者(zhě)是數控車床(chuáng)) :用XM-Y M-ZM 標識,是加工(gōng)刀具走刀的位置基準,在數控編程前(qián)應進行設置,一(yī)般與數控機床(chuáng)的坐標係方向一(yī)致。
2. 軸類(lèi)零件在UG 中的建模要求
軸類零件一般是用回轉成型的方(fāng)法(fǎ)來創建模型的,在使用“回(huí)轉”特征命令前,先要繪製二維草圖。在(zài)用UG 的CAD 模塊建模時,二維草圖應繪在(zài)ACS 的XY 平麵上,以X 軸為旋轉軸(zhóu),盡量使圖形右端的回轉中心與ACS 坐標係原點重合。這樣選擇草圖平麵及回轉軸(zhóu)形成的軸類零件在加工中直接(jiē)將對應的ZMXM 作為車削加工平麵,生成(chéng)的加工程序符合(hé)數控車床的坐標(biāo)。
如果加工模型是已經創建好的模(mó)型,並且建(jiàn)模(mó)沒有按(àn)照(zhào)上述的要求完成(例如(rú)以Z 軸旋(xuán)轉(zhuǎn)) ,那(nà)麽,應在(zài)建模環境中通過坐標係旋轉,把WCS 坐標的XC 方(fāng)位轉到回轉體旋轉軸線方向,並設置(zhì)WCS 的原點位於數控加工的工件坐標係原點,目的在於使回轉體(tǐ)模型的軸線與絕對坐標係ACS 的X 軸重合或與工作坐標係WCS 的XC 軸重合,以便於(yú)加工坐標係的設置。
3. 車床加工(gōng)坐標係的設置(MCS-SPINDLE 的設置)
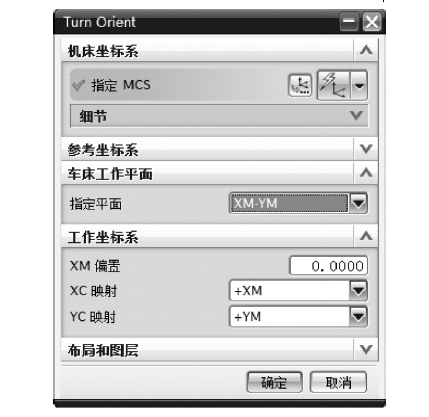
進入UG 的加工環境,在UG 加工環境中設置選擇LATHE → TURNING ,單擊工具條中的“創建幾何體”圖標,打開“創建幾何體” 對話框,選擇第一項“MCS_SPINDLE” ,在(zài)Turn Orient(見圖1)中進行設置(zhì)。
3.1 設置MCS
單擊“指定MCS”後麵的第一個(gè)圖標,在打開的CSYS 窗口(見圖2)中,“類型”選取默認的“動態” ;“參考CSYS”的選擇則需要考慮是選擇“絕對(duì)” 、還是選擇“WCS” :
(1) 當回轉體工件的軸線與絕對坐標係ACS 的X 軸重合時,“參考CSYS”選取(qǔ)“絕(jué)對” ,此時(shí)以絕對坐標(biāo)係ACS 來考量MCS 的方向和(hé)原點位置;在(zài)“指定(dìng)方(fāng)位”中將加工坐標係原點設定到工件的左(或右)端麵(miàn)中(zhōng)心(可以輸入坐標(biāo)值,也可以(yǐ)用鼠標直接點擊右(yòu)端麵中心確定) ,則就會在端麵(miàn)中心出現XM-Y M-ZM 的加工坐標係標記,其中ZM 和工件軸線(xiàn)重合,與建模的絕對坐標X 軸一致,XM 與建模的絕對坐(zuò)標Y 軸一致,見圖(tú)3 。
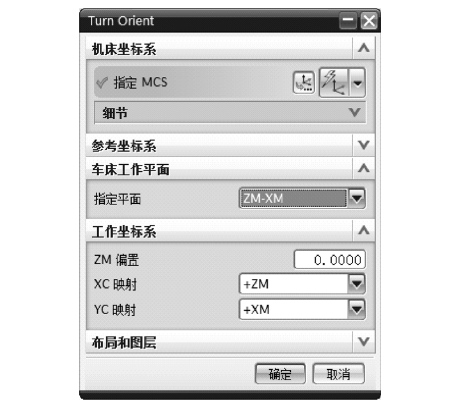
圖1 Turn Orient 對話框
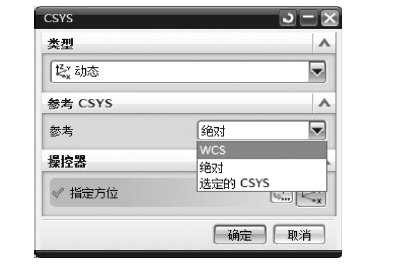
圖2 MCS 原點及方位設置
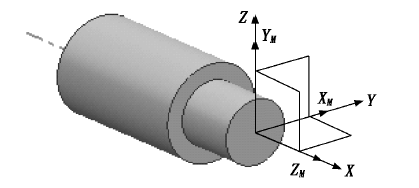
圖3 軸線與ACS 坐標係的X 軸重合
(2) 當(dāng)回(huí)轉體(tǐ)工件的軸線與WCS 坐標的XC 軸重合時,“參考CSYS”就必須選取“WCS” ,此種情況下用工作坐標係WCS 來考量MCS 的方向和原點位置,按上述同樣的方法設定(dìng)加工坐標係的原點位置為(wéi)工件端麵中心,出現的加工坐標係(xì)標記XM-Y M-ZM 與WCS 的XC-Y C-ZC 完全對應(見圖4) ,此時XM 與工件(jiàn)軸線重合。
3 .2 車床工作平麵及坐標映射關係設置
車床工作平(píng)麵是(shì)車削加工時車刀運動的二維平麵。在UG 的車削加工(gōng)設置時(shí),如(rú)果在MCS 的設置中已將ZM 設定為主軸,則“指定平麵”選擇“ ZM-X M ”為工作平麵,其他各軸與機床坐標軸的映射關係(xì)如圖1 所示;反之,如果XM 為主(zhǔ)軸,則XM-Y M 為工作平麵,其他各軸與機床坐標軸的(de)映射關係如圖5 所示(shì)。
由(yóu)此可見,車床工作平麵的選擇(zé)與Turn Orient 中對“參考(kǎo)CSYS”的選擇是相關聯的:如果在“參考CSYS”中(zhōng)選取了“絕對” ,則ZM 軸與X 軸一致,此種情況下選取ZM-X M 作為工作平麵;如(rú)果在(zài)“參考CSYS”中選取了“WCS” ,則XM 軸與X C 軸一致(zhì),此種情況下選取(qǔ)XM-Y M 作為工(gōng)作平麵。
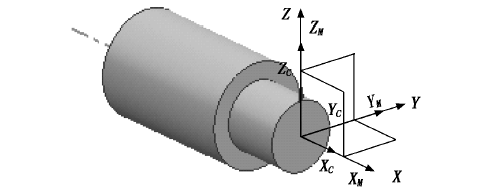
圖4 軸(zhóu)線與WCS 坐標係的X 軸重合
圖(tú)5 工作平麵及坐標軸映射
4. MCS-SPINDLE 設置對程序代碼的影響
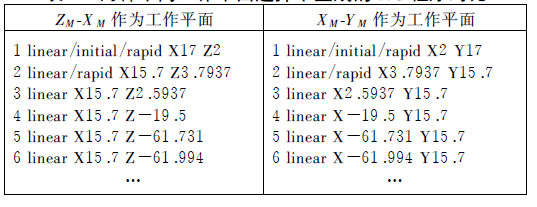
車削加工時選擇不同的“工作平麵”所生成的NC 程序是相似的,但同樣的刀具運動軌跡在程序中標識的坐標地址字不同。表1 是兩種不同工作平麵選擇下的NC 程序對比。從表1 可以看出,以ZM-X M 為工作(zuò)平麵所生成的程(chéng)序(xù)中(zhōng),x 為徑向尺寸值(半徑值) ,z 為軸向尺寸值(長度(dù)值) ,y 值均為零,與數控車床編程的(de)坐標一致;以XM-Y M 為工作平(píng)麵生成的程序中,x 為軸向尺(chǐ)寸值(長度(dù)值) ,y 為(wéi)徑向尺寸值(半徑值) ,z 值均為零,與建模用的WCS 坐標一致,並不符合數控機床編程(chéng)的(de)坐標要求,在轉換(huàn)成G 代碼文件的後處理過程中應該注意並加(jiā)以修正。
表1 兩種不同(tóng)工作平麵選擇下生成的NC 程序對比
5. 總結
在UG 數控車削編程時,建模所用的坐標平麵(miàn)及回轉軸影響後序加工坐標係(xì)MCS-SPINDLE 的(de)設置,而“MCS-SPINDLE” 設置關係到車床工作平(píng)麵的選擇(zé),並直(zhí)接影響到所生成數控程序代碼(mǎ)的準確性(xìng),因此,軸類(lèi)零件在建模時就應盡可能選擇合適的坐標方位,以簡化數控加工時程(chéng)序的後處理問題。
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
金(jīn)馬")
業(yè)界視點(diǎn)
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機(jī)床(chuáng)產量數據(jù)
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地(dì)區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多
- 機(jī)械加工過程圖示
- 判斷(duàn)一台加(jiā)工中(zhōng)心精度的(de)幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板(bǎn)做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷(xiāo),害人(rén)害己!不倒閉才
- 製(zhì)造(zào)業大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀(dāo)具補償功(gōng)能
- 車(chē)床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工工(gōng)藝的區別