


立(lì)式車床在公交車輛製動盤切(qiē)削加工中的應用
2016-10-27 來源:杭州市公共(gòng)交(jiāo)通集團有限公司 作者: 吳國江
隨著公交車輛製動器更多地采用盤式製動的形式,車輛的製動效果有了很大提高。車輛行駛一段時間,製動盤磨損有時會不均勻,盤麵出現凹凸不平現象,若(ruò)製動盤的厚度還沒(méi)有磨損到極限尺寸,隻要把製動(dòng)盤的平麵形狀(zhuàng)修複平整,仍可裝車使用。但是,修整加工大客車製動盤的專(zhuān)用設備國內很難找到,而用小車製動(dòng)盤切削機替代,則加工效(xiào)率低(dī),加工精度也不高。因此,我們一直想開發大客車製動(dòng)盤專用切削加工設備。經過努力(lì),我們終於在立式車床上成功開(kāi)發出加工(gōng)切削(xuē)大客車製動盤(pán)的功能。
1. 立式車床切削加工製動盤的開發改裝
用(yòng)小車製動盤切削機切削(xuē)加(jiā)工公交車的製動(dòng)盤,其切削機采用1.1千瓦電機,由於電機功率太小(xiǎo),切削量最大隻能達到0.1毫米,切削量設置大一點,電機就走不動,或切削時發生(shēng)設備共(gòng)振;製動盤夾持到芯軸前,先要用四個螺栓(shuān)固定(dìng)在一個定(dìng)位套上,然後定位套再(zài)安裝定位在芯軸上,這個過(guò)程操作時間長,中間環節多,定位的累積誤差大,製動盤的加工精度低;製動(dòng)盤是夾持懸掛在芯軸上的,製動盤(pán)重量較重,芯軸受重力會有彎曲,影響製動盤的加(jiā)工精(jīng)度;機床自重輕(qīng)(90公斤),剛性小,工作時機床會有共振,製動盤加(jiā)工麵經常(cháng)會有雜亂花紋出(chū)現。針對這些(xiē)問題,我們將型號為(wéi)CX516的立式車床進行了(le)開發改裝。
CX615立式車床最大切削直徑630毫米,切削最大深度500毫米,主電機功(gōng)率7.5千瓦,重量3700公斤。車床的切削量為數字顯示,顯示精度為0.01毫米。
我們2012年改裝的用於切削(xuē)加工製動(dòng)鼓的(de)立式車床,同一台立式車床上既可切削加(jiā)工製動鼓又可切削加工製動盤,就要再對立式車床的進(jìn)給方向、夾工作台上已裝好了芯軸(圖1),若要在具、刀架、刀具進(jìn)行改裝。

圖1
2.切削進(jìn)給(gěi)方向的可行性
立式車床要切削(xuē)製動盤首先要確定進給方向是否可行,我們原先(xiān)在切削製動鼓時進給方向是(shì)與芯軸平行的,即垂直方向。而切削製(zhì)動盤時(shí),立式車床的進(jìn)給方向應該是垂直(zhí)於芯軸,也就是進給方向要水平方向。
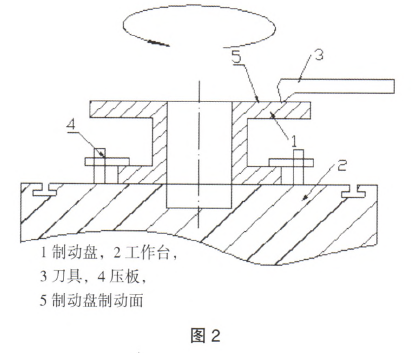
原理是當製動(dòng)盤1用(yòng)壓板4夾持在立式車床的工作台2上,製動盤(pán)的一個製動麵5是水平朝上(shàng)的(de),當工作台轉動帶動製動(dòng)盤旋轉,刀具3切削製動盤的製動麵5,刀具3水平方向進給時,可對整個平麵進行(háng)切削(圖2)。因此,加工切削製動盤,機床必須要有(yǒu)水平的進給方向。立式車床具有四個進給方向,即垂直上(shàng)、下和(hé)水平左、右,因此(cǐ)可以滿足切削(xuē)加工製動盤的要求。
3.夾具定位(wèi)方案
圖2切削加工製動盤,製動(dòng)盤直接夾(jiá)持在立式車(chē)床的工作(zuò)台(tái)2上,製動盤的定位麵與工作台貼合,再用壓板4壓住,工作台(tái)2轉動,刀具3進給切削製動盤1的製動麵5。製動麵5切削加工完成以後,再把(bǎ)製動盤1翻身,剛修正過的(de)製動麵5與工作台平麵貼合,然後,切削製動盤另一製動麵。但是,原先用於切削加工製動鼓(gǔ)的立式車床,工作台上已裝好(hǎo)了(le)芯軸,如(rú)按以上切削加工製動盤的方(fāng)法,原(yuán)先的立式車床製動鼓(gǔ)就(jiù)不能切削加工。保留原來的芯軸,又可以切(qiē)削加工製動盤,為此我們(men)再(zài)對製(zhì)動盤的結構進行分(fèn)析研究,發現製動(dòng)盤的中心有大孔,製動盤可穿過芯軸放到機床的工作台上,這樣,製動盤裝夾在有芯軸的立式車床上就可以實(shí)現(xiàn)。
具體方法是:製動盤5先穿過芯軸2放(fàng)在立(lì)式車床的工作台上,壓板4壓在製動盤5上,軸套3放在壓板4上麵,大螺母1通過壓緊軸套3從而壓緊壓板4,當(dāng)工(gōng)作台6旋轉時,製(zhì)動盤5與(yǔ)工作台6一起轉動,這樣就可(kě)以(yǐ)實現切削製動盤的工作(zuò)麵,如圖3所示。當(dāng)製動盤(pán)這一工(gōng)作麵加工好後,翻轉製動盤,再用同樣方法壓緊,切削加工另一個工作麵,這(zhè)樣就實現了在有芯軸的立式車床上切削加工製動盤。
4.刀架的確定與刀具的選用
原用於切削(xuē)加工製動鼓的立式車床,為了實現縱深(shēn)切削,我(wǒ)們把立式車床的標準刀架改成了細長刀架:長(zhǎng)250毫(háo)米,截麵60 X 60毫米的方形直杆刀架(圖4)。

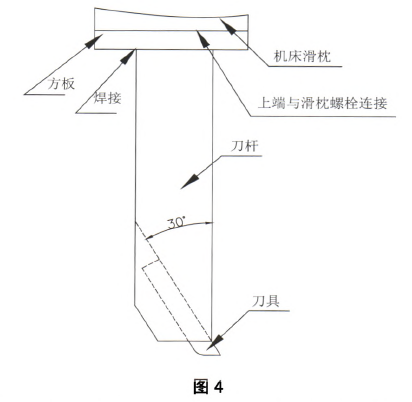
從圖4看到,刀(dāo)具夾(jiá)在刀架上時,刀頭是朝向側麵的,這種(zhǒng)刀具方向隻能切削圓柱麵。為了解決在同一個刀架上,即可以切削加工圓柱麵,又可以加工(gōng)平麵,我們考慮(lǜ)還是用立式車床的標準刀架,因為標準刀架有三個刀具夾持(chí)槽,它(tā)可夾持垂直方向和水平方向的刀具。但由於立式車床標準刀架寬度為200毫米(mǐ),在切削加工製動鼓時,製動鼓中間有輪轂,輪轂與製動鼓中間隻有]00毫米的(de)空間距離(lí),刀架下行時會與製動鼓中間的輪轂幹涉。而切削加工製動(dòng)盤時,標準刀架在右側,不會與製動盤相幹涉,因此,標準(zhǔn)刀架切(qiē)削製動盤是沒問題的(de),但切削加工(gōng)製動鼓就(jiù)要用其它特殊尺寸的刀具。為了解決立式車床標準刀架能(néng)切削製動鼓的問題,我(wǒ)們采用加長車刀,車刀長300毫米,垂直夾持在標準刀架上,車刀伸出長度有200毫米,可切削深達200毫米的製動鼓(gǔ),為了加強長(zhǎng)車刀的剛性,我們加大了車刀的端麵尺寸,采用30 X 30端麵的車刀,這個尺(chǐ)寸剛好能(néng)放到標準立(lì)式車床的刀架槽內,刀具的強度應該滿足要求。
5.立式車床切削製(zhì)動盤、製動(dòng)鼓
立式車(chē)床安裝調試後,我們先車削加工了大客車的製動盤(圖(tú)5),加工參數(shù)為:切削量(liàng)0.6毫米, 轉速50轉/分,進給(gěi)量(liàng)30毫米/分。立式車床在這種參數下加工運轉平穩、噪音(yīn)小(xiǎo),無共振,加工麵線條均勻、細膩,一刀完成的加工(gōng)麵平麵度測量值為0.01毫米。

因為刀架、刀具與原先用於製動鼓切(qiē)削加工的有所不同,是(shì)否滿足切削製動(dòng)鼓的要求,我們進行製(zhì)動鼓的切削試(shì)驗加工(gōng)參數相同:切削量(liàng)0.6毫米,轉速50轉(zhuǎn)/分,進給量30毫米/分。立式車床加工運(yùn)行平穩、長車(chē)刀沒有發生抖動現象(xiàng),加工線條均勻、細膩,加工麵圓柱度測量值(zhí)為0.05毫米,完全滿足使用需要(圖6)。
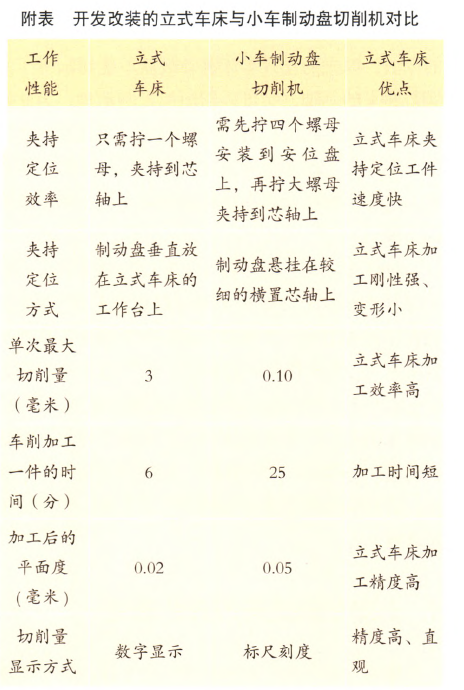
6.立式車床與小車製動盤切(qiē)削機的性
能對比在同一台立式車床(chuáng)上切削加工製動鼓(gǔ)、製(zhì)動盤,不(bú)僅提高了設備利用率,而(ér)且生(shēng)產效率高,成本低,切削加工的製動盤(pán)精度高,與蹄片的(de)配合好,保證了應的製(zhì)動性能。我(wǒ)們開發改裝的立式車(chē)床切削加工製動盤相比小車(chē)製動盤(pán)切削機的性能優點見附表(biǎo)。

投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出(chū)口情(qíng)況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能(néng)源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車(chē)銷量(liàng)情(qíng)況
- 2024年(nián)8月 新(xīn)能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據