


摘要:為了解(jiě)決當前零部(bù)件加工(gōng)問題,筆者在(zài)此對數控車床加工工藝進行了分析研究。數控車床是一種高精度、高性能、自動化設置的(de)技術設(shè)備,因(yīn)此需要全麵了解數控車床的工作性能、類型以及(jí)操作流(liú)程(chéng),如此才能更有效地對數控車床進行詳細的工藝研究,從而確定(dìng)合理的操作工藝,達到更有效的工(gōng)藝(yì)改進。其中在硬限位(wèi)調整結構上,一般都在Z軸的兩端設置硬限位(wèi)調(diào)整的開關按鈕,防止出現刀(dāo)架與卡盤相互撞擊。筆者在此進行了(le)詳細分析,以便於提供可(kě)參考性的依據。
關鍵(jiàn)詞(cí):數控(kòng)車床 加工 工藝分析
原有(yǒu)數控車床(chuáng)在加工處理過程中存有一定(dìng)的問題,其中包括:軸類(lèi)零件加工後有錐度(dù)、加工螺紋件誤差問題、刀具加(jiā)工參數(shù)偏差大等,該常(cháng)見問題限製了當(dāng)前數控技術的發展。但通過現有模式的改善,不但提高了加工工藝的精確度,而且在(zài)改進措(cuò)施方麵也(yě)有逐步的改善。
1 、數控車床加工存在(zài)的問題
1.1 軸類零件加工後有錐度
在數控車床的加工過(guò)程(chéng)中,軸類零件經常會出現錐(zhuī)度問題,而造成這種現象的原因主要有(yǒu)三種:一是車床所加(jiā)工(gōng)零件主(zhǔ)軸所在的回轉中心線和車床的導軌不在一個平行線上,這種問(wèn)題一般是車床的裝配出現了問題;二(èr)是加工零件的導(dǎo)軌出(chū)現了嚴重的(de)磨(mó)損現象,導致產生讓刀的問題;三是數控(kòng)車床的卡盤出現了嚴重的磨損現象。在軸類零件的加工過程中,右邊卡(kǎ)盤(pán)的使用頻率比較高,經過長時(shí)間(jiān)的使用(yòng)之後就(jiù)很容易出現磨損情況,使得(dé)車(chē)床的卡盤變成(chéng)圓錐的形(xíng)狀,大大降低了零件的(de)夾緊程度,從而影響零件的(de)質量(liàng)。
1.2 加工螺紋件誤差問題
數控(kòng)車床在加(jiā)工螺紋件的過(guò)程(chéng)中也很容易(yì)出現一些誤差問題,而出現這種(zhǒng)誤差的主(zhǔ)要(yào)原因(yīn)有兩個:一是由於(yú)裝刀過程(chéng)存在誤差而引起的配合幹擾問題,因為普通螺(luó)紋件一般以60°角作為牙型角,但是大(dà)部分數控車床的安裝刀具都會采用手工方法進行裝刀工作,用到的輔助(zhù)工具也隻有對刀片而已,這就使得數控車床(chuáng)的裝刀過程極易出現誤差問(wèn)題(tí);二(èr)是由(yóu)於螺紋刀受到嚴重磨損而導致無法(fǎ)精確地(dì)加工出螺(luó)紋(wén)所需要的大徑尺寸。螺紋刀出現磨損的話,切製出來的螺紋就會出現不規則形狀,從而影響產品的使用。
1.3 刀具加工參數偏差大
在數控車床的加工過程中,刀具加工參數很容易出(chū)現偏差問題(tí)。出現這種情況的原因主要有兩個:一是數控車床在加工產品的過程中存在一(yī)個間隔時間,這段時間需要(yào)進行刀具補償(cháng)操作,而工作人員在輸入補償值後“本能”地(dì)按下(xià)了測(cè)量鍵,使得測量刀具的實際位置出現了較大的偏差,從而影響產品的質量(liàng);二(èr)是數控車(chē)床的程序會影響刀具加工參數(shù)。在數控車床的加(jiā)工程序(xù)中有一些程序需要工(gōng)作人員進行實際測量,所采用的程序(xù)一般是G00程序,這種程(chéng)序不會對整個加工(gōng)過程產生影響,但如果采用G28程序的話,那麽就會使機床回到起點的工作狀態(tài),造成較大的刀具加工參數誤差(chà)。
2 、數控車床加工解決對策(cè)
2.1 刀具的選擇問題
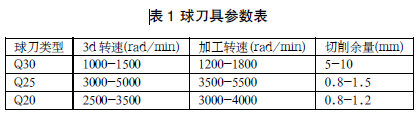
在數控(kòng)車床加工處理的(de)過程(chéng)中,刀(dāo)具的選擇過程是非常關鍵(jiàn)的一個部分。選擇合適的刀具不僅可以大(dà)幅度提高數控車床的生產效率,還可以確保數控車床產品的質量,同時還可以減少刀具的磨損,節約生產成本。因(yīn)此,在(zài)數控車床加工的過程中一定要重視對(duì)刀具的選擇。其球刀具參數如表(biǎo)1所示,所以刀具的(de)刀頭材料必須要與數控車床(chuáng)所加工的材料相符。
2.2 編(biān)程細節處理問題
G04操(cāo)作編程的增(zēng)加能夠處理數控車床中的一些細節問題,其中(zhōng)包(bāo)括:孔(kǒng)底的尺寸及粗糙度、運行方向的改變、速率的調整以及主軸的轉速。該操作(zuò)編程命(mìng)令,能夠調整刀具切削(xuē)物料邊緣(yuán)的弧度,保證切削尺寸在(zài)允許誤差範圍內。當主軸運轉速率較快時,啟用該操作指令能夠提高車床加工的穩定性。減少車床刀具與零件基準不(bú)重合的現象。在零件加工過程中,不要連續的在(zài)車床輪廓(kuò)切入或換刀環節中停頓,這樣容易造成彈性形變,所以這(zhè)種(zhǒng)程序編程能夠防止光滑連接處出現劃傷及形狀突變現象(xiàng)。
2.3 硬限位調整問題
數控(kòng)車床(chuáng)的加工處理工(gōng)作存在一定的危險性(xìng),所以為了(le)確保數控車床加工過程的安全性,數控車床(chuáng)生產商家一般都會在Z軸的(de)兩端分別設置一個能夠進行硬限位調整的開關按鈕,以防止出現刀架與卡盤相(xiàng)互撞擊的事(shì)故以及尾座事故等(děng)。其中,設(shè)置的硬限位調整裝置應該符(fú)合相應的規格,否則達不到(dào)預期的調整效果。一般來說,數控車床生產商家在車床出廠的過程中都不會將刀具夾安裝在刀架上,而隻是大概估計一下(xià)硬限位所在的位置。因此,在將刀具夾安裝到刀具上的時候,必須重新(xīn)對硬限位的位置(zhì)作(zuò)出調整,這樣才能夠對(duì)刀架起到保護作用。
3 、結(jié)語
數控車床技(jì)術(shù)作為現代工藝新(xīn)型手段,已逐漸受到加工行業的關注。在實際加工生產中,對數控車床進行高精度的測試,實時(shí)監控車床的工作狀態(tài),做好記錄工(gōng)作,並結合加(jiā)工工藝的特點,對車床加工程序進行相應調整,使其靈(líng)活運行,不僅可以降低生產過(guò)程中因部(bù)分原因而帶來的誤(wù)差,也(yě)可以提(tí)高數控車床零件的加工精度。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")
調(diào)查")
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷(xiāo)量情況
- 2024年(nián)8月 新(xīn)能源汽車產量數據
- 2028年8月 基(jī)本型(xíng)乘(chéng)用車(轎車(chē))產量數據