


摘(zhāi)要: 總結出了利用車床進行深孔鏜削時,機床結構設計的各個要點,通過利用傳(chuán)統加工方法和前期試驗進行分析(xī)論(lùn)證,提出了一種長套管類(lèi)工件深(shēn)孔鏜削的解決方案,也是一次大膽嚐試,該方案既能滿足(zú)車削的(de)要求,又能(néng)彌補傳統鏜削的不足。
關鍵詞: 數控車床; 深孔(kǒng)鏜削; 臥式刀架; 鏜刀座
目前(qián),利用(yòng)數控車床臥式刀架鏜削常規長度內孔已不再是什(shí)麽難題,但往往會有(yǒu)一些長套(tào)管類工(gōng)件的內孔加工,利用(yòng)這種結構加工就無法實(shí)現了。常規工藝大(dà)都(dōu)采(cǎi)用擴孔和鏜孔,因工件固(gù)定而刀具運動,排屑(xiè)和散(sàn)熱,尤其當工件要求粗、精工序在一(yī)序完成,或加工一(yī)定直徑範圍內的孔,常規工藝需要不同規格的鏜刀,刀具數(shù)量多、換刀時間長、對刀次數多、輔助時間長、效率低,加工既有車削又有(yǒu)鏜削要求的回轉類(lèi)工件時,這種(zhǒng)傳統(tǒng)加(jiā)工方式更顯劣勢,若要提高(gāo)效率,需定製專用(yòng)設備,投(tóu)資大、柔性差、生產準備時間長,產品更新時間長,財力物(wù)力浪費大。
根據以上問題我們對數控車床結構進行了優化升級,加工長套管類工件(jiàn),不(bú)需多次裝卸工(gōng)件,更換刀具、輔具,能夠一次裝夾完成車削、深孔鏜削的加工。操作省時、省力、換刀速度快,工件旋轉,排屑方便,易散切(qiē)削熱,柔性大,產品更新方便。適用於液壓、印(yìn)刷、石油、工程(chéng)機械等行業長套(tào)管類零件(jiàn)的(de)加工。
1 、前期分析與試驗
以臥式(shì)車床配(pèi)置8 工位(wèi)臥式刀架為例進行案例解析,根據長(zhǎng)期加(jiā)工(gōng)的設(shè)計和(hé)加工經驗得知(zhī),常規刀(dāo)杆的最大鏜削深度與刀杆直徑有個比例關係叫做長(zhǎng)徑比,即(jí)最大鏜削(xuē)深度(dù)是(shì)刀杆直徑的3 倍,如圖1 所示。比如用(yòng)60 mm 的刀杆鏜削的最大深度就是180 mm,大於這(zhè)個值在鏜削時就會多多少少產生振(zhèn)刀,這(zhè)個值越大振刀越嚴重。考慮到常規刀杆的剛性問題,現選用山特維克1: 7 的抗振刀杆,刀杆直徑60 mm,可鏜削420 mm 的深(shēn)孔,鏜孔直徑90 mm,主軸轉(zhuǎn)速恒定。切削試驗參數見表1。
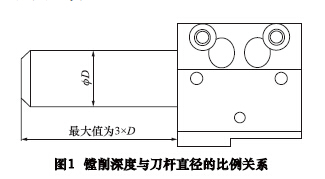
表1 切削試驗參數表
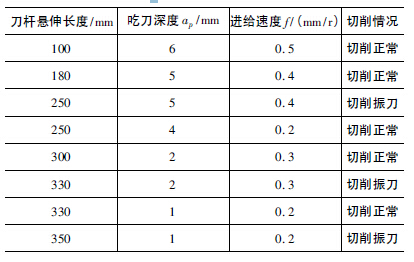
從表1 數據中可以看出,當刀(dāo)杆懸伸長度≥330mm 鏜削(xuē)就無法滿足加工要求了,故(gù)使用該抗振刀杆鏜削的最大深度為300 mm。
2 、結構改進分析
經過反複試驗發現,鏜削的深度不單單和刀杆的剛性有關,和切削相關的各種連接件都(dōu)有或(huò)多或少的關係。所以我們從以下幾個方麵考慮: ( 1) 卡盤與工件之間的夾持剛性,鏜削內孔時尾座無法使用,所以要盡量(liàng)增強卡盤的夾持剛性,如增大受(shòu)力麵積,接觸長度(dù); ( 2) 回(huí)轉刀架(jià)與滑板的聯接剛(gāng)性,如果它們之間的(de)剛性不夠,再好的刀杆也無計可施; ( 3) 回轉刀架上刀盤的鎖緊剛性,刀盤有較高的鎖緊(jǐn)剛性,我們就(jiù)可以忽略這個環(huán)節,可看成刀盤和刀架本體為一(yī)個整體; ( 4)鏜刀座和刀盤之(zhī)間的聯(lián)接剛性,在滿足刀具工位數要求的情(qíng)況下,盡量選擇工位少、刀(dāo)盤(pán)對邊大(dà)、刀盤厚度盡量厚的刀盤,因為這樣可(kě)以增大鏜刀座與刀盤的接觸麵積從而增加剛性; ( 5) 鏜刀座與刀杆之間的夾持剛性,鏜刀座與(yǔ)刀杆的傳統夾緊方式是用刀座兩側螺釘頂刀杆外圓的扁麵,如圖2 所示,這種方式的剛性顯然不是最好(hǎo)的; ( 6) 刀杆自身的剛性,刀杆自身的剛性(xìng)是最重要的,傳統刀杆的處理方式無外乎這麽(me)幾項: 低碳合金鋼滲碳淬火、整(zhěng)體淬火、加入(rù)液壓油或做成錐形的等強度杆等,但要想鏜削長徑比達到(dào)1∶ 5 乃至1∶ 13 的話,傳統方法就顯得(dé)力不從心了。目前製作(zuò)抗振刀杆較好的有德國和以色列的幾家刀具商。

3、 應用實例
筆者單位承接中船重工集團某廠液壓懸浮管的加(jiā)工設備製造,該工件需要加工兩端(duān)內、外螺紋,通長(zhǎng)鏜削內(nèi)孔,工件外形如圖3 所示,內孔(kǒng)形狀(zhuàng)很不(bú)規則,直徑不斷變化(huà),無法使用鏜床設備加工,車床鏜削無疑是最好的加工方法。通過數(shù)控程序控製走刀(dāo)輪廓,和前期的深孔鏜削結構分析和試驗,本次數控車床設計著重從以上6 點考慮,力保深孔鏜削能一次成功(gōng)。
從用戶加工的要求(qiú)來看,我們推薦一(yī)種多功能複(fù)合機床,既有數控車床自身的車削(xuē)功(gōng)能,又有深(shēn)孔鏜削功能(néng)。用戶要求刀杆直徑90 mm,最(zuì)大鏜深700 mm。
具體實施方案(àn)如下:
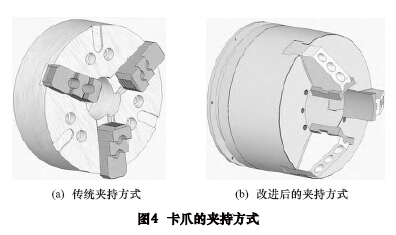
( 1) 根據理論(lùn)計(jì)算和類比方法,保證機床主軸電動(dòng)機功率足夠,卡盤與工件之間的夾持剛性要強化(huà),卡(kǎ)爪(zhǎo)夾持(chí)長度200 mm,爪型設計成與工件直(zhí)徑(jìng)相符的圓弧形,且卡爪為倒(dǎo)喇叭口型,保(bǎo)證卡(kǎ)爪夾持後全長度接觸,如圖4 所示。

( 2) 回轉刀架本體加長、把合螺釘個(gè)數由8 個改為10 個,增大刀架與滑板的接觸麵積。
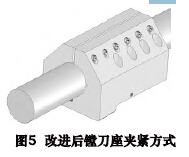
( 3) 鏜(táng)刀座設計成割逢環(huán)抱的形式,且長度為270mm,即夾持長度為刀杆直徑的3 倍,保持較高的(de)夾持剛性,如圖5 所示。
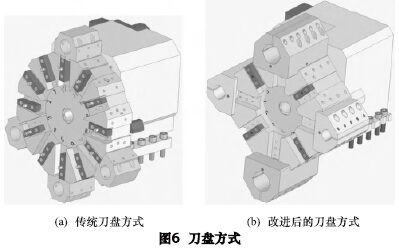
( 4) 在保證刀架回轉慣量和速度不受太大影響的情況下,加大刀盤厚度(dù)值(zhí)200mm,與刀座(zuò)之間的把合螺釘由4 個M10 改為8 個M16,如圖6 所示。
( 5) 將刀盤與刀架本體聯接的(de)鼠齒定位盤加大,增大刀盤的鎖緊剛(gāng)性(xìng)。
( 6) 刀杆選用山特維克1: 10 的抗振刀杆,刀杆直徑90 mm。
經過機床車削試驗、深孔鏜削(xuē)試驗,驗證了以上方法的正確性,切(qiē)削效(xiào)果非常好,最大(dà)鏜深850 mm,ap =2. 5 mm,f = 0. 4 r /min,機床切削正常,工件切削表麵無振紋。機床多(duō)功能鏜削刀架(jià)如圖(tú)7 所示。

4、結語
本文通過利(lì)用傳統加工方法和前期試驗進(jìn)行分析論證,提出了一種長套管類工件深孔鏜削的解(jiě)決方案,也是一次大膽嚐試,該方案既能滿足(zú)車削的要求(qiú),又能彌補傳統(tǒng)鏜削的不足,具有多功能複合型的特點。總結出了利用車床進行深(shēn)孔(kǒng)鏜削時,機床結構設計的各(gè)個要點。目前(qián)該機床已終驗(yàn)收完畢並交付用戶使用(yòng),得到(dào)了用戶的(de)一致認可。
如果(guǒ)您有機床行(háng)業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com

")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情(qíng)況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽(qì)車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數(shù)據