



基於機器人的鍛鑄件基準製備係統
2017-6-15 來源:北京航空航天大學 作(zuò)者:何小磊,屈新河(hé),彭偉傑
摘要:針對無基準鍛鑄件毛坯(pī)的數控加工化率低和廢品率高的問題,提出了一種以毛坯的數字化(huà)模型與CAD模型的配準技術、機器人調姿技術(shù)以及低熔點(diǎn)合金澆鑄工藝(yì)的基準製備方法。在分析了毛坯件的結構特點及傳統加工工藝要求的基礎上,建立了以點(diǎn)雲數(shù)據向理論模型(xíng)進行配準對齊得(dé)到旋轉量和移動量,機器人根(gēn)據該旋轉量和移動量對毛坯件進行調姿,從(cóng)而使(shǐ)毛坯(pī)件處於理論的加工位置,利用(yòng)低熔點合金將(jiāng)毛坯件和澆鑄盒固定成(chéng)一個整體,形成以澆鑄(zhù)盒(hé)為毛(máo)坯件的加工基準。最後(hòu)通過實驗論證了此方法的(de)可行性,實現了無基(jī)準鍛鑄(zhù)件毛坯的(de)基(jī)準自動化製備。
關鍵詞:基準製備;配準對齊;機器人;調姿(zī);低熔點合金
0.引言
在傳(chuán)統的機械(xiè)生產中,通過對毛坯件整體(tǐ)或者局部的加工得出所需要的成品件,若(ruò)按照傳統的工(gōng)藝(yì)進行加工(gōng)定位,則會(huì)存在加工時間長(zhǎng)、可靠性差、鍛鑄件毛坯(pī)的數控化率低等問題。對一些(xiē)無基準的(de)毛坯件由於缺乏加工基準,則更難對零件進行加工;若毛坯件的加工基準不準,則會導致餘量加工不均勻甚至(zhì)不足或超差等問題,嚴重影響零件(jiàn)的加工誤差;隨著鍛鑄件毛坯數量(liàng)的增加,傳統手工劃線方式越來越不能滿足實際生產加工的要求。因(yīn)此需要利用數控加工方(fāng)式(shì)代替傳統手(shǒu)工劃線(xiàn)的方式,保證毛坯件的加(jiā)工部分留(liú)有餘量而非加工麵能夠保(bǎo)證(zhèng)餘量均勻。因此(cǐ),如何保(bǎo)證毛坯件的精確定位是無基準毛坯件數控加工的核心問題。
本文所提出的機器人鍛鑄件基(jī)準製備技術結合了(le)鍛(duàn)鑄件毛坯的點雲數據(jù)向(xiàng)理論模型進行配(pèi)準對齊技術、機器人調姿技術以及利用低(dī)熔點合金(jīn)澆(jiāo)鑄工藝,從而準確得出澆鑄後毛(máo)坯件在加工坐標係下的(de)位置和姿態。鍛鑄件毛坯傳統的加工方式采用手工劃線(xiàn)方式,各個(gè)工序(xù)之間加(jiā)工基準無法統一,導致毛坯件加工的精度較差,漫長才、何世安[1]等針對加工(gōng)基準統一對加工精度的影響進行了(le)研究。蔡澤、張樹生[2]等提出了利用三維工序的投影視圖與當前工序圖的關聯,通過分析加工基準的類型和特點,提出(chū)了加工基準的(de)獲取方法,並且介紹了加工基(jī)準的匹配算(suàn)法。董天毅[3]以輕型汽(qì)車SF130傳動箱為例驗證了定位基準的選擇對加工質量的影響。針對不同的零(líng)部件(jiàn)基準的選擇也不(bú)盡相同,向文(wén)俊[4]針對發動機缸體的基準選擇進行了研究。蔣利洋[5]等提出了鍛鑄件(jiàn)毛坯數控加工原點定位技(jì)術,利用點(diǎn)雲數據向理(lǐ)論模型進行配準對齊,準確計算出點雲數據相對於理論模型的偏(piān)差量。
本文以某類無基準鍛鑄件的基準(zhǔn)製備(bèi)為研究對象(xiàng),該類零件的結構特點為沒有加工(gōng)基準、部分加工麵不進(jìn)行加(jiā)工但是要保證(zhèng)餘量均勻。利用點雲數據向理論模型配(pèi)準技術、機器人(rén)調姿技術以及低熔點(diǎn)合金澆鑄工藝組成的基準製備係統(tǒng),將毛坯件調姿到理(lǐ)論的位置處,並且使調姿後的位置能夠包圍住理(lǐ)論模(mó)型,從而確定(dìng)毛坯(pī)在加(jiā)工坐(zuò)標係下的位置和姿態,以該加工坐標係形成理(lǐ)論模型的刀(dāo)具軌跡文(wén)件,利用該刀具軌跡文件加工毛坯。
1.鍛鑄件傳統加工缺點
鍛鑄件(jiàn)的傳統加工方式(shì)存在以(yǐ)下四個方麵的問題:
1)毛坯件進廠之前缺乏科學檢驗手段,不能提(tí)前剔除餘量不足的毛坯件,導致在後續的加工中零件(jiàn)報廢,並且浪費前期加(jiā)工工序所消(xiāo)耗的時間。
2)無基準鍛鑄件缺乏定位基準,采用傳統手工劃線的方式確定零件的加工基準,導致準備時(shí)間長、可靠性差、不確定因素(sù)太多,使最終加工零件的(de)廢品率高。
3)傳統(tǒng)手(shǒu)工劃線方式中間的工序繁多,加工周期長、數控化(huà)率底。以某類零件為例,20道加工工序中其中隻有3道數控加工工序,並且加工周期為(wéi)55天。
4)鍛鑄件數(shù)量的劇增(zēng),鍛鑄件零件越是(shì)複雜,采用手工劃線的方式工(gōng)作量也急劇增加。2 鍛(duàn)鑄件基準製備係統 基於機器人的鍛鑄件基準製備技(jì)術方法總(zǒng)體分為七個(gè)步驟,其流程圖如圖1所示。
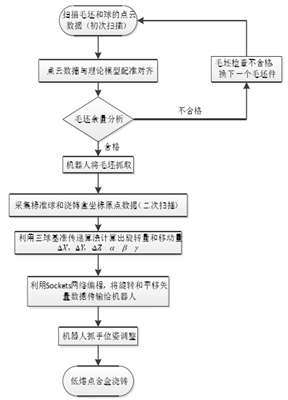
圖1 鍛鑄件基準製備總體方案
1)配準對齊:獲取(qǔ)毛坯件及三個標準(zhǔn)球的點雲數據(jù),將掃描完整的點雲數據向CAD模型進行配準對齊,利用已經開發的各種配準對齊和餘量優(yōu)化分配功能模塊(kuài),使得毛坯(pī)的(de)點雲(yún)數據包圍在CAD模型的外表麵,此時毛坯的點雲數據與CAD模型處(chù)於最優(yōu)的相對位姿;
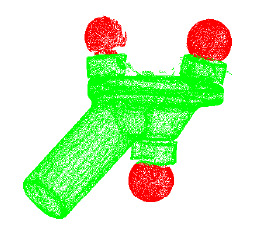
圖2 毛坯和三個標準球的點雲數據
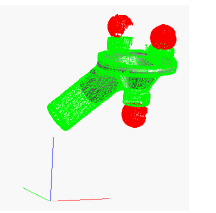
圖3 配準對(duì)齊
2)三球基準傳遞:利用激光掃描儀獲取毛坯上三個標準球的點雲數據以(yǐ)及澆鑄盒(hé)角點的點雲數(shù)據並且在澆鑄盒的角點上建立測量坐標係。在測量坐標係下(xià),利用三球基準傳遞技術,將機器人端三(sān)個標準球依次向圖3中三個標準球的點雲數(shù)據對齊。
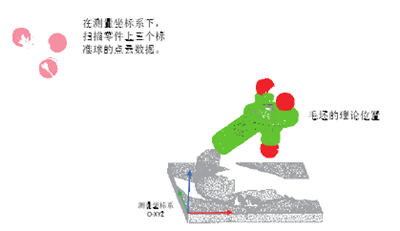
圖4 配準對齊數據和測量坐標係下三球數據

圖5 三球基準傳遞
根據三球基準(zhǔn)傳遞技術,計算出在測量坐標係下的移動量和旋轉量 如表(biǎo)1所示。
表1 三球基準傳遞的旋(xuán)轉量和移(yí)動量
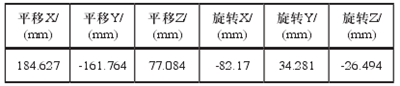
3)初始(shǐ)位姿補償:將 補償到(dào)機器人的初始(shǐ)位姿Ts,計算出機器人末端執行(háng)器調姿後的位置和姿態Te;
4)通訊控製與機器人調姿:根據Sockets網絡編程原(yuán)理,利用服務器-客戶端模式,在配準係統中開發計算機與機器人之間的通(tōng)訊控製程序,利用已經開發的通訊控(kòng)製程(chéng)序將Te傳輸到機器人控製櫃中,此時機器人將毛(máo)坯件放入澆鑄盒(hé)中;
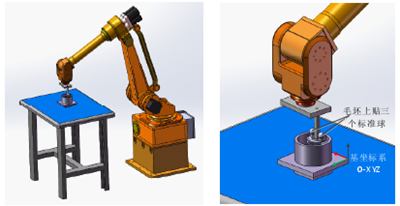
圖6 機器人調姿後零件在澆鑄盒中的位置和姿態
5)澆入低熔點合金:機器人調姿完成之後,向澆鑄盒中澆入低熔點合金,待低熔點合金冷卻之後(hòu),形成了以澆鑄盒(hé)為零件的加工基準。
2 .係統實現的關(guān)鍵技(jì)術
2.1 毛坯點雲數據與
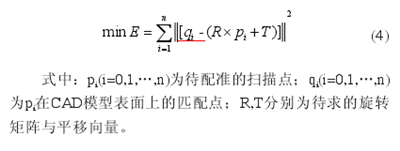
CAD模型配準(zhǔn)對齊技術該技術的目的是實現掃描點雲與CAD模型的最佳相對位姿,對於鍛鑄(zhù)件毛坯,配準對齊的目的(de)是追求加工餘(yú)量均勻分配,那麽最佳擬(nǐ)合對齊算法是(shì)個較為理想的選擇,最佳擬合對(duì)齊首先計算掃描點在曲麵模型表麵的匹配點,然後運用ICP迭代算法[6],最小化匹配點對的距離偏差,以實現最佳(jiā)擬合對齊的目的。
2.1.1 最佳擬合對齊具體的實施流程
1)對配準的點雲數據P1進(jìn)行精簡,減少(shǎo)參與配準的點雲數量(liàng),利用精簡後的點雲數據P形成最大包圍(wéi)盒Box1,剔除不在(zài)包圍盒中(zhōng)的點集,目的是(shì)為了提高配準的效率;
2)求(qiú)取(qǔ)曲麵模型中各張曲麵的麵積,並且根據麵積(jī)的大小進行(háng)排序,按照采樣的比(bǐ)例提取(qǔ)麵積較大的曲麵集F2參與(yǔ)配(pèi)準,在保證CAD曲麵模型整體外形(xíng)信(xìn)息較為完整的基礎上,減少參與配準的曲(qǔ)麵個數,提高了配準的效率;
3)點雲P和曲麵(miàn)集合F2進行ICP迭(dié)代配準算法(fǎ),實現參(cān)與配準數據(jù)的最佳擬合對齊,進而輸出最終對齊的變換矩陣M,最後用M對整體的掃(sǎo)描點(diǎn)雲P1進(jìn)行姿態調整,實現掃描點雲與CAD曲麵模型的最佳擬(nǐ)合對齊。
2.1.2 ICP配準算法原理分析
原始ICP算法的基本描(miáo)述是在另一個點雲Q中求取與點雲P的最近點(理想狀態下本應重合的點),計算相應點的歐式距離平方的平均值,然後通(tōng)過迭代算法,最小(xiǎo)化平均值,這樣不斷更新點雲片間的相對位置,達到點雲片之間配準對齊的(de)效果,如圖7所示。
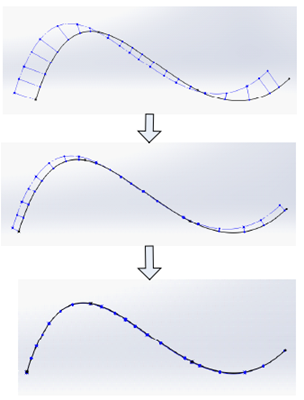
圖7 ICP配準過程示(shì)意圖
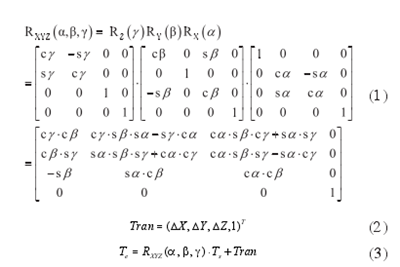
本章中提(tí)到的掃描點雲與CAD模型最佳(jiā)擬合對齊是利用(yòng)奇異值分解法、四元組法找出掃描點雲與模型表麵(miàn)對應點的變(biàn)換矩陣,多(duō)次(cì)迭代直至目標函數滿足一定的精度為(wéi)止。其目標函數為:
2.2 三球基準傳遞(dì)技術
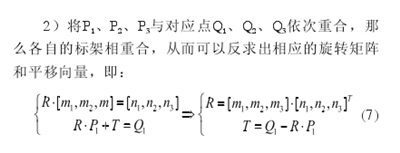
本(běn)文提到的三球定位基(jī)準傳遞方法基本實施的思路如下:先後兩次(cì)在不同的坐標係下獲(huò)取三個(gè)標準球的球心坐標(biāo),使三對球心依(yī)次重合,反求出旋轉平移矩陣,並將該變換作用於毛坯掃描點雲,使得毛坯掃描點雲(yún)從初始的(de)坐標係下變換到了指定的坐標係下。在初始坐標係F0下,毛坯掃描點雲集合為Dscan,三個標準球的球心坐標分別為P1、P2、P3;將毛坯(pī)件固定(dìng)在機器人的末(mò)端執行器上,在測量坐標係Fm(通常將此時的測量坐標係設置為加工坐標係)下再次獲取三個標準球的球心坐標(biāo)Q1、Q2、Q3,通過使P1、P2、P3與Q1、Q2、Q3分別重合,反求出旋轉矩陣(zhèn)R和平移向量T。
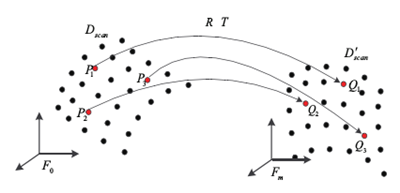
圖8 三球基準(zhǔn)傳遞示意圖
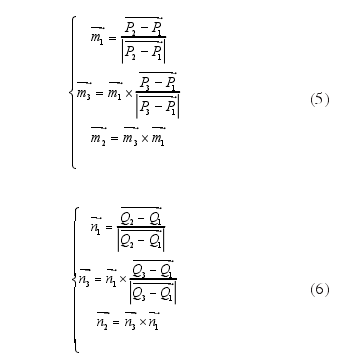
1)以坐標係P1、P2、P3為基礎(chǔ)數據,建立以P1作為坐標原點(diǎn)的標架(jià)的三個坐標軸。以坐標點Q1、Q2、Q3為基礎數據,建立以Q1作為坐標(biāo)原點的標(biāo)架的三個坐標軸。
3 .實例驗證
針對某類鍛鑄件毛坯,利用鍛鑄件基準製備係統,結合點雲數據向理論模(mó)型的配準技術、機器人調姿技(jì)術以及低(dī)熔點合金澆(jiāo)鑄工藝,確定該類鍛鑄件與澆鑄盒的相對位置,形成以澆(jiāo)鑄盒的外表麵為毛坯件的加工基準,利用數控機床加工該類毛坯件(jiàn)。
首(shǒu)先利用激(jī)光掃描儀獲(huò)取(qǔ)毛坯件和三個標準球完整的點雲數據。如圖9(b)所示,機器人將毛坯件調整(zhěng)到空間中的任意一(yī)個(gè)位(wèi)置和姿態,利用激光掃描儀獲取此時零件上三個標準球的點雲數據以及澆鑄盒角點的點雲數據。利用三球基準傳遞技術計算(suàn)出旋轉量和移動量
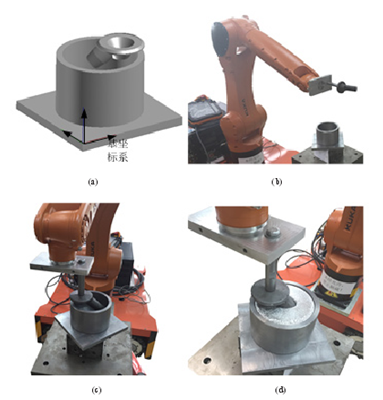
圖9 機器人調姿過(guò)程
4.結論
針對無基準鍛鑄件毛坯缺少加工基(jī)準問題,本文采用機器人抓取毛(máo)坯件進行調(diào)姿使最終調整的位置能夠均勻的包圍住原先設定理論模(mó)型的外表(biǎo)麵,利(lì)用理論模型生成的刀具軌跡文件(jiàn)加工調姿後的毛坯(pī)件,是本文研究的核心內容。最後利用激光掃描儀再次獲取(qǔ)調姿後毛坯件的點雲數據,並且與理論位置進行(háng)對比得出最終的位置和姿態滿足(zú)精度(dù)要求,因此通過實例驗證了本文無基準(zhǔn)鍛鑄件基準(zhǔn)製備加工方案的可行性。
投稿箱:
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關(guān)信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸(zhóu)承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽(qì)車產量數據
- 2024年11月 新能源汽(qì)車(chē)銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切(qiē)削(xuē)機床產量數(shù)據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據