



基於 LabVIEW 舵機機械臂控製(zhì)
2017-5-2 來(lái)源:華北理工大學 作者:王夢雅,楊誌剛
摘要:分析了六自由度機(jī)器人的特點及功能(néng)需求,設計(jì)了基於 LabVIEW 的多(duō)路舵機控製係統,硬件核心采用STC89C52單(dān)片機,關節(jiē)驅動采(cǎi)用舵機控(kòng)製。通過實(shí)驗,實現了六自由度機械(xiè)臂的關節控製。實驗結果顯示(shì):該係統運行平穩,控製效果良好,且協調性很高(gāo),對機械臂的研究具有一(yī)定的參考價值。
關鍵詞:LabVIEW;舵機控製;六自由度機器人(rén)
0.引(yǐn)言
在我們的(de)日常生活中(zhōng),有很多勞動強度大(dà)、長時間(jiān)單調重複的(de)工作,或對產品質量要求高的工作,或需要人類在危險、惡劣的環境下作業 的工作,在這(zhè)種背景下,近年來國(guó)內外對機械(xiè)手臂的研究日趨深入(rù)。在機械手臂的研(yán)究過程中,多關節的協調控製(zhì)是實現機械手臂抓取物(wù)體的基礎。針(zhēn)對這個問題,本(běn)文(wén)設計了六自由度機(jī)械手,通過多路舵(duò)機控製器協調(diào)驅動各手部關節,最後通過(guò)虛擬儀器 LabVIEW 實驗對其進行了驗證(zhèng)。
1.六自由度機械手硬件結構
六自由度機械手具有6個舵機控製其(qí)關節(jiē),控製器采用STC89C52單片機,具有速度快、靈活度(dù)高、抗幹(gàn)擾的優點。機械手采用32路舵機控製器對各關(guān)節進行控製。1.1 機械臂在本文中,設計一個能夠用於物(wù)品搬運的(de)六(liù)自由度機械手臂(bì),機(jī)械(xiè)手臂的運動包括底座的旋轉、大臂的轉動、小(xiǎo)臂(bì)的轉動、手腕的上下(xià)擺動與左右(yòu)旋轉、手爪的張合,即機械手臂的自由度為6。六自由度機械臂模擬圖見圖1。本機械手臂中的(de)各(gè)軸之間相互聯係並相互獨立運行,各機構互不幹涉。
1.2舵機
舵機按照轉動角度分有 180°舵(duò)機和(hé) 360°舵 機。180°舵機隻能在0°到180°之間運動,如果超過這個範(fàn)圍,舵機就會因為超出量程而發生故(gù)障。360°舵機可以連續轉動,我們可以控製它的轉動方向和速(sù)度。
以180°舵機為例,它有3條(tiáo)引線:電源線 VCC、地線 GND 與控製信號線。控製信號為直流偏置電壓,由接收機的通道進入信號調製芯片獲得。舵機內部(bù)有(yǒu)一個(gè)基準電路(lù),產生周期為20 ms、寬度為1.5 ms左右的基準信號,舵機輸出轉角與輸入信號脈衝寬度的關係見圖(tú)2。舵機將(jiāng)獲得的直流偏置電壓與(yǔ)電位器的電壓比較,獲得電壓差輸出;將電壓差(chà)的正負輸出到機(jī)驅動芯片來決定電機的正、反轉。
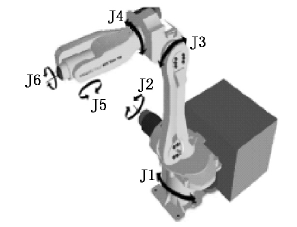
圖1 六(liù)自由(yóu)度機械臂模擬圖
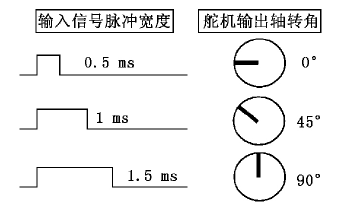
圖2 舵機(jī)輸出轉角與輸入(rù)信號脈衝寬度的關係
2.舵(duò)機控(kòng)製器通信
2.1舵機控製板
舵機(jī)控(kòng)製器的主(zhǔ)要功能是驅動多路舵機,其內部(bù)寫有與(yǔ)外部設備進行通信的串口協議,通過 PC 機操作上位機軟件給(gěi)控製器傳遞控製指令信號,即可實現多(duō)路伺服電機單(dān)獨控製或同時控製(zhì)。舵機控製板需(xū)要舵機電源(yuán)和(hé)芯片電源兩個電源(yuán)。本文(wén)設計選用的電源在輸(shū)出5V 電壓時,可承受2A 的電流,可保證6路舵機的(de)正常運轉。而芯片電源所(suǒ)需的功(gōng)率較小,PC的 USB口供(gòng)電即可使證芯片正常工(gōng)作。
2.2 VISA 通信
VISA 通(tōng)信部分(fèn)程序如圖3所示。VISA 是虛擬儀器係統I/O 接口(kǒu)軟件。基於自(zì)底向上結構模型的 VISA 創造了一(yī)個統一形(xíng)式的I/O 控製(zhì)函數集。常(cháng)用(yòng)的 VI包括 VISA 配置串口、VISA 寫入、VISA 讀取、VISA 關(guān)閉等子函數。VISA 部分 VI圖標見圖4。
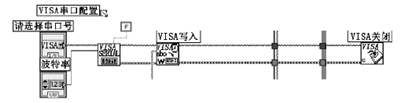
圖3 VISA 通信部分程序
舵機控製板的命令格 式為 “#1P%d#2P%d#3P%d#4P%d#13P%d#14P%d#1”。數據1,2,3,4,13,14 是 舵 機 的 通 道;字 母 P 後(hòu) 麵 是(shì) 6 個 舵(duò) 機 的(de)PWM 脈寬值。本文用(yòng)到了“格式化寫入字符串”命(mìng)令,這個函(hán)數左側的6個(gè)輸入端輸入的數據就是格式字符串的6個%d所對應的實時舵(duò)機脈寬值,舵機脈寬(kuān)值通過前麵(miàn)板旋鈕來控製。然後將6個整數數據組合成的字符串送到 VISA 寫入函數(shù)的寫入緩衝區。
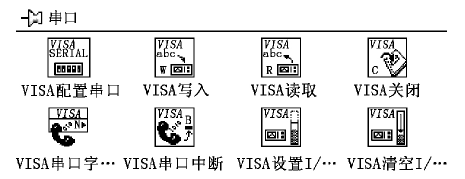
圖4 VISA 部分 VI圖標
LabVIEW 舵(duò)機控製部分程序(xù)如圖5所示。
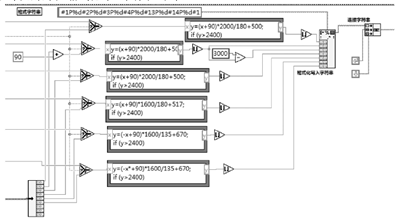
圖5 LabVIEW 舵(duò)機(jī)控製部分程序
表1 控製角度(dù)變化表
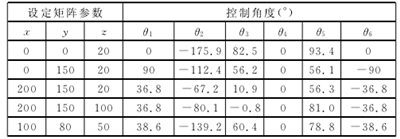
4.結論
分析(xī)了六自由度機器人的特點及(jí)功能需求(qiú),設計了基於 LabVIEW 的多路舵機控製係統,硬件核心采用STC89C52單片機,關節驅動采用舵機控製。運用LabVIEW 完成了六自由度機械臂舵機控製(zhì)的軟件實現,並通過對機械臂的運動控製驗證了該方(fāng)法的可行性。LabVIEW的優點在於(yú)可以直接生(shēng)成(chéng)可執行文件(jiàn),這使仿真調試到實際(jì)控(kòng)製的過渡非常簡單(dān),簡化了舵機控製係(xì)統的設計(jì)過程。實驗結果顯示,該係統運行平穩、控製效果良好(hǎo)並且協調(diào)性(xìng)很高,對機械臂的研究(jiū)具有一定的參考價值。
投稿箱:
如果您有機床行(háng)業(yè)、企業相關新(xīn)聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業(yè)、企業相關新(xīn)聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多(duō)
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量(liàng)數(shù)據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本(běn)型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車(chē)銷量情(qíng)況
- 2024年10月 新能源汽(qì)車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘(chéng)用車(轎車)產量數(shù)據
博文選萃
| 更多