



激光幹涉儀在數控機床調試驗收中的應用
2021-6-9 來源:中國航發(fā)貴州(zhōu)黎陽航空動力有限公司運行保障 作者: 張(zhāng)淑芳,秦雲
摘要:介(jiè)紹 Renishaw XL-80 型激光幹涉儀(yí)的基本(běn)構成和工作原理,通過對新引進(jìn)設備 ELB SMART BL10 數控緩磨的位置精(jīng)度的測量驗收、檢測結果(guǒ)評定以及螺距誤差補償,掌握激光幹涉儀在測量數控機床位置精度上的使用技巧(qiǎo),修正機床因運(yùn)輸振動或環境溫度差異造成的位置誤差,最終達到機床位置精度驗收標(biāo)準,保證數控機床的加工精度。
關鍵詞:激光幹(gàn)涉儀;位置精度;螺距誤差補償
0 引言
新機床(chuáng)到廠安裝後,因運輸過程中的(de)顛簸(bò)及環境(jìng)溫度差異等原因,會造成機床位置精度變化,產生新的定位誤差。因此新機(jī)床經安裝調試後須使用激光幹涉儀對其位置(zhì)精度進行檢測評定,必要時進行螺距誤差補償,以(yǐ)修正誤差(chà)值(zhí),達到機床驗收標準,保證(zhèng)機床加工精度要求。
1 、激光幹涉儀(yí)的組成及基本原理
Renishaw XL-80 激光幹涉儀(yí)所用激光的波長為 633 nm,且其長期波長穩定性(在真空中)高於 0.05 ppm,是可對數控備(加工中心、三座標測量機等)的位置精度(dù)(定位精度、重複定位精度(dù)等)、幾何精度(俯仰扭擺角度、直線度、垂直度等)進行精密測量的儀器。
Renishaw XL-80 激光幹涉儀基本係統包括:XL80 激光頭(帶三角架)及相應的光學器件(jiàn)。其中用於線性測量(liàng)的組(zǔ)件包括一隻分光鏡、兩隻反光鏡和(hé)兩隻用於光學準直的光靶,線性測量工作原理如圖 1 所示。激光頭發出激光(guāng)束(shù) 1 經分光鏡分成兩束光,激(jī)光束 2 經固定反光鏡反射,形成參考(kǎo)光束,激光束 3 經移動反光鏡(jìng)反射,形成測量光束,兩束光匯聚於分光鏡中相疊加彼此幹涉(shè),相位相反時形成相消幹涉(shè),產生暗條紋;相位相同時形成(chéng)相長幹涉,產生明條紋。如果(guǒ)測量光路長度改變,幹涉光束的相對相位將改變,反光鏡每(měi)移動 316.4 nm 就會出現一個明—暗—明的光強變(biàn)化循環(huán),激(jī)光幹涉儀通過接收到明暗條紋變化,經過電子細分,從而知道距離的細微和準確(què)的變化,以此來測量移動距離。
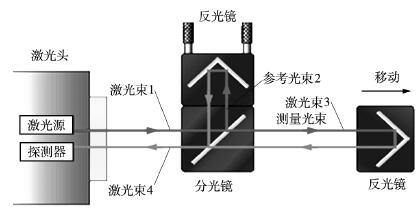
圖 1 線性測量工作原理
2、位置精度的測量
以 2019 年 8 月份新進設備 ELB SMART BL10 數(shù)控緩磨為例,其控製係統(tǒng)為 SIEMENS 840DSL,被測軸以 X 軸(zhóu)為例,檢測目的是驗收(shōu)檢(jiǎn)測,檢測項目為位置精度檢測。
(1)機床開機(jī)回零後,運行熱機程序預熱 15 min。
(2)將激光幹涉儀按布置(zhì)連線圖進行(háng)安(ān)裝連接,開啟 XL-80激光電(diàn)源(yuán),預熱約 5 min。
(3)使用光靶快速準直光束。①沿運動軸方向將工作台推離激光頭,直到光束開始移(yí)開光靶。當隻有一半的光束擊中白點時停止移動機床;②使用(yòng)三角架後方的左(zuǒ)、右(上、下)扭擺調節(jiē)小旋鈕,調(diào)整激光頭的角度偏轉(zhuǎn),使光束移動到以(yǐ)光靶白(bái)點中(zhōng)心(xīn)對稱的位置。使用三角架左右平移(垂(chuí)直升降)大旋鈕,調整激光頭,使(shǐ)光束返回光靶白點中(zhōng)心;③沿著運動軸方向繼續推離(lí)工作台(tái)。當看到激光光束移開目標位置(zhì)時再次停止。重(chóng)複②光束(shù)準直調整步驟,直(zhí)到到達軸末端。到達末端後,將工(gōng)作台(tái)移回近激光器、軸起點位置。若光束不在光(guāng)靶白點中心,則(zé)水平平移(垂直升降)激光器或通過移動(dòng)直線軸,使光束回到光(guāng)靶中心位置;④重複步驟①至③操作,直到光束在整個運(yùn)動(dòng)軸範圍內都能保持在光靶中心。
(4) 編製測量運行程序。設置機床工件坐標係 G59:X0Y0 Z0,使之(zhī)與機床機械(xiè)坐標係一致;依據機床 X 軸實際測量參數,編輯測量程序 LASER_X.MPF 如下:
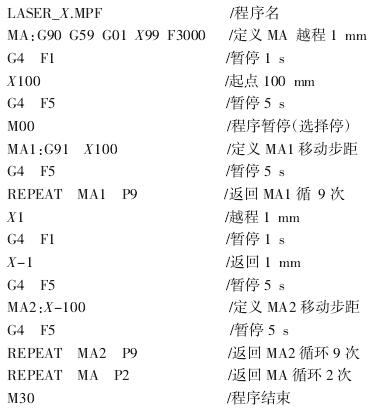
(5)設置激光幹涉儀(yí)線性測長軟件。進入測量向導,依次完成目標設定、采集數據(jù)啟動、標題信息、自動采集數據設定 4 個窗口的設置。其中在自動采(cǎi)集數據設定中的公差窗口及(jí)越程量大小設置,依(yī)據(jù)以往經驗,最(zuì)好設定為機床實際越程的 1/2,即(jí)公差窗口:0.5 mm,越程量大小:0.5 mm。如兩參數大於等於實際(jì)越程值(zhí),可能造成軟(ruǎn)件采集錯(cuò)誤數(shù)據或無法采集。
完成(chéng)上述設置後,進入測量界麵,先(xiān)試運(yùn)行機床,判斷數據方(fāng)向(xiàng),由於起點不為零,需先使(shǐ)用將數據手動定義到(dào)起點 100,啟動機床檢測程序(xù),進行自動采集數據。
3 、機床位置精度的評定
數據采集結束後,保存測量數據,按廠家出廠檢測標準(VDI3441 標準)進行數據分析。分析結果見圖 2,依照公司與機床廠家(jiā)簽訂的驗(yàn)收標準(zhǔn)要求(qiú),VDI3441 機(jī)床檢驗標準:定位精(jīng)度:0.004 mm;重(chóng)複(fù)定位精度:0.002 mm。初次測試結果為:定位
精度 0.0685 mm,不符合驗收標準。
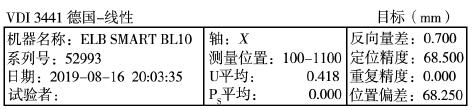
圖 2 X 軸位置精度檢測結果(程序循環 1 次的測量結果)
4、螺距誤差補償
查看機床 X 軸參數 MD32700(1)=1 可知,該設備 X 軸位置精度補償方式為螺距誤差補償,補償文件為 AX1_EEC.INI。
使用激光幹涉儀數(shù)據(jù)分析軟件分析數據,點擊[1 分析數據(jù)]→[誤差(chà)補償圖表(biǎo)],打開“誤差補償表格”窗口,設置圖表類型:均值補(bǔ)償、補償類型:絕(jué)對值、正負符號轉換(+/-):誤差值補償間隔(gé):25 mm(AX1_EEC.INI 文件中數(shù)據),點擊[繪製誤差補償圖表]生成補償數(shù)據。
點擊機床上 [MENU SELECT]→[調試]→[係統數據],拷(kǎo)貝 NC 數據中的軸 1 的(de)測量係統錯(cuò)誤補償(cháng)文件到 U 盤,可得補償文件(jiàn) AX1_EEC.INI;依據生成的補償數據,在計算機上修改補償文(wén)件 AX1_EEC.INI;修改機床 X 軸參數(shù) MD32700(1)=0;激活修改後的補償文件;改回 MD32700(1)=1;激活參數(shù)設置,補償(cháng)數據生效;修改機床 X 軸參數(shù) MD32450(反(fǎn)向間隙)的值,即改為(wéi)原值與補償數據中的反向間隙值的(de)和。完成數據(jù)補償後,再次啟動激光線性測長軟件,采集、分析數據,其結果(guǒ)如圖 3 所示。
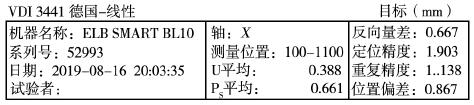
圖 3 補償後 X 軸位置精度測量結果
檢測結果為定位精 度 :0.0019 mm 且(qiě)重複定位精度(dù) :0.0014 mm。 符合公司與(yǔ)機床廠家簽訂的驗收標準 要求 。DI3441 機床檢驗標準為定位精度:0.004 mm 且重複定位(wèi)精度:0.002 mm。
5、結束語
激(jī)光幹涉儀是(shì)機床入廠(chǎng)最終位置精(jīng)度(dù)檢測的重(chóng)要工具,可以通過它對機床位置精度進行測量、評(píng)定及螺距誤差補償,使機床達到驗收要求標準,保證設備加工精度。此外,通過它還可以用於了解使用過程中的設備的位置精度情況,了解誤差產生的原因,修正精度誤差。激光幹涉儀作為機(jī)床調(diào)試(shì)驗收中的必備手段,將一直服務於設備檢(jiǎn)測及修理行業。
投(tóu)稿箱:
如果您(nín)有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊(xùn)合作,歡迎聯係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊(xùn)合作,歡迎聯係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更多
牌調查")
行業(yè)數(shù)據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出(chū)口情況(kuàng)
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新(xīn)能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
博文選萃
| 更(gèng)多