攜式3D掃描儀")



三維光柵位移測量係(xì)統的軟件設計與實現
2016-1-21 來源:桂(guì)林電子科技大學信息與通信學院 作者:李深德 張向利 唐甜 趙江輝
摘要:為了檢測機床刀具的三維位移(yí)、實時(shí)顯示刀具的進刀(dāo)量,提高(gāo)工件的加工精度,研究並設計了一種(zhǒng)基於光柵位移傳感器的高(gāo)精度三維光柵位移測量係統。分析了光柵位移傳感器(qì)的測量原理,詳細介紹了(le)係統的(de)軟件設計與實現,並對係統進行了實驗(yàn)驗證(zhèng)。實驗結果表明(míng):係統的軟(ruǎn)件設計合理、執行高效,實現了相關的功(gōng)能;測(cè)量係(xì)統運(yùn)行穩定、測量精準,可滿足(zú)機床高精度測量的生產需求。
關鍵詞:位移傳感器;三維光柵;位(wèi)移測量係統;軟件設計
0 引言
當前,光柵位(wèi)移傳感器(光柵尺)的位移測量技術廣泛應用於數控機床的伺服係統和傳統機床的數字化改造,以提高加工精度。光柵位移(yí)測量係統的設(shè)計方案各不相同(tóng),其軟件設(shè)計及功能也各不相同。
文中先分析了光柵(shān)位移的測量原(yuán)理,隨後給出三維光柵位移測量係統的設計構架,詳細(xì)介紹了係統軟件的功(gōng)能及其設計與實現。最後,通過實(shí)驗驗證了係統的軟件設計合理、實現了相(xiàng)關的功能,整個係統運行穩定、測量精確。
1 光柵位移傳感器測量原理
光柵位移傳感器內包含(hán)了 1 個標尺光柵和 1 個指示光柵,在兩光柵的作(zuò)用,得到明暗相間的條紋,即莫(mò)爾(ěr)條(tiáo)紋。在理想條件下,莫(mò)爾條紋的波形為(wéi)等腰三角波,其周期為莫(mò)爾條紋間距;實際情況下,由於光源發散角的影響,及光柵衍射作用等,使(shǐ)莫(mò)爾條紋的(de)三角波出現削頂和削底(dǐ),形成(chéng)近似的正弦波。
對實際情(qíng)況下的莫(mò)爾條紋信號(hào),因其波形近似於正弦波,基波成分豐富,諧波成分很少。以 f(t)表示此正弦波的光通量,在消(xiāo)除信號中的高次諧波和直流分(fèn)量後(hòu),則(zé)有:
f(t) = Asin(ωt + φ) (1)
寫成電壓形式, 得:
U(t) = Umsin(ωt + φ) (2)
式(2)即為光柵位移傳感器中 1 個光電元件輸出的位移信號表(biǎo)達式。
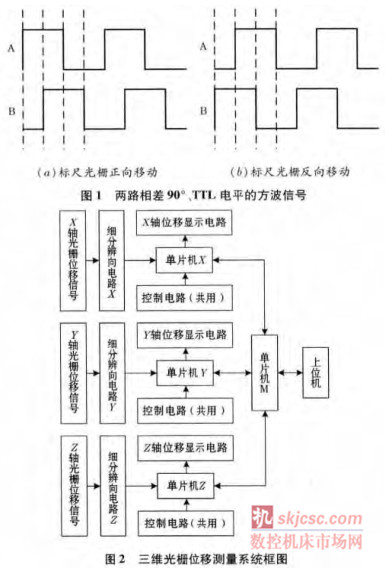
在相距為1/4 莫爾條紋間距的2 個點分別安放1 個(gè)光電元件,每當標尺光柵移動 1 個柵距(jù),將獲(huò)得 1 個周期(qī)、相差 90°的 2路正弦信號,形如式(2)表示。此信號經過放(fàng)大、整形後,輸出1 個周期、相(xiàng)差 90°的 2 路方波信號。通過記錄這 2 路方波脈衝的個(gè)數即可(kě)測量出位移的大小,利用其相位關係可檢測出標(biāo)尺光柵的移動方向。
2 係統軟件設計與實現
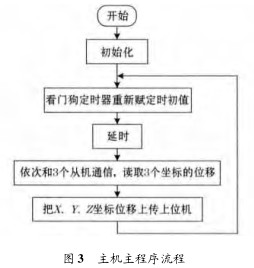
係統使用的光柵尺是 KA300 - 470。當其正常工作時,將輸出 A、B 兩路相差 90°、TTL 電平的方(fāng)波信號(標(biāo)尺光柵正移(yí),A 超前(qián) B 90°;標尺光柵反(fǎn)移, B 超前 A 90°),如圖 1 所示。三維光柵位移測量係統的框圖如圖 2 所示。
該係統的(de)硬件主(zhǔ)要包括細分(fèn)辨向電路、單片機主控單元、顯示控製單元。X、Y、Z3 個坐標軸的光(guāng)柵(shān)位移信號通過對應的細分(fèn)辨向電路後,分別輸入(rù)到 3 個單片機 X、Y、Z 進行處理,計算位移,並(bìng)送(sòng)顯示電路顯示。為了對係統進行必要的操控,設計了由單片機 X、Y、Z 共用的(de)控製電路,它可以依次設定各坐標軸位移的初值等其它的操控。
單片機 M 和單片機(jī) X、Y、Z 組成(chéng)一個主從式單片機多機通信係統(tǒng),M 為主機,X、Y、Z 為從機。主機 M 依(yī)次和 3 個從機進(jìn)行通信,以(yǐ)提取各個坐標軸(zhóu)的位移值,再統(tǒng)一上傳到上位(wèi)機,進行相關的處理。單片(piàn)機的選型為(wéi) STC12C5A60S2,其具有雙串口。主機的串口(kǒu) 1 用於多機通信,串(chuàn)口 2 則與上位機(jī)通信。從機使用串口(kǒu) 1 與主機通(tōng)信。
係統的軟件分(fèn)為主機的(de)軟件及從機的軟件。主機軟件主要包括主機初始化、主機的多機(jī)通信程序及主機和上位機的通信程(chéng)序;從機軟件則有位移計算程序、顯(xiǎn)示程序、控製程序及多機通信係統的從機程序等。軟件的開發(fā)環境為 Keil μVision4。
2.1 主機軟件(jiàn)設計與實現
主機功能主(zhǔ)要(yào)是主機 M 依次(cì)和 3 個從機(X、Y、Z)通信,令從機將其采集到的位移上傳主機,主機(jī)再(zài)將其得到三維位移值上傳上位機。
2.1.1 主機的主程序設(shè)計與(yǔ)實現
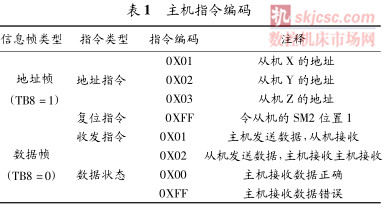
主機主程序主要包括的模塊有主(zhǔ)機初(chū)始化、主(zhǔ)機的多機通信及主機與上位機的通信(xìn)。主機(jī)主程序流程如圖 3 所示。主機初始化主要包括串口 1、串口 2 及看門狗定時(shí)器(qì)等初始化。串口 1 用於多機通(tōng)信,工作(zuò)在方式 3(9 位異步通信方式),使用定時器 T1 做為其波特率發(fā)生(shēng)器,並設置 T1 工作在方式 2(8 位自動重載(zǎi)模式(shì)),使串口 1 的波特率為57600。串口 2則與上位機通(tōng)信,工(gōng)作在方式 1(8 位異步通信方式),使用獨立波特率發生器(BRT)做為其波特率發生器,使串口(kǒu) 2 的波特率同樣設為57 600。使用看門狗定時(shí)器是為了防止程序跑飛而導致係統異常,看門狗定時器設(shè)置預(yù)分頻值為 128,溢出時間約為2.3 s(係(xì)統頻率為22.118 4 MHz)。主機(jī)與上位機間的通信(xìn), 其實現(xiàn)較簡單。下一節詳(xiáng)細給出了主機的多機通信程序的設計與(yǔ)實現。
2.1.2 主機的多機通信程(chéng)序設計與實現
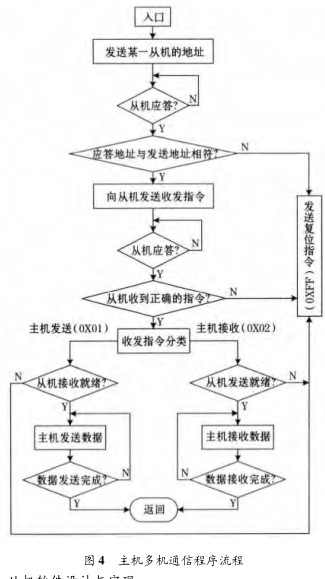
在係統中,主機的(de)多機通信程序工作的主要過程為:主機向通過從(cóng)機地址呼叫從機,與呼叫地(dì)址相(xiàng)符的從機(jī)作出回應後,建(jiàn)立通信鏈接;主機向該從機發出接(jiē)收數據指令(從機發送數據,主機接收),令從機把其檢測到的位移傳給主機;從機收到指(zhǐ)令經確認後,進行發送數據。表(biǎo) 1 為自定義的主機通信指令碼。
主機 M 和從機 X、Y、Z 通信,設定其通(tōng)信協議如下:
(1)主機和從機的(de)接收或發送數據的緩衝區等長,均為 8字節。
(2)從機(jī)初始化使所有從機的 SM2 位置 1,讓其處於接收地址幀的狀態。開始通信時,主機通過從機地址呼(hū)叫從機。
(3)從(cóng)機接到地址幀後,進入串行(háng)通(tōng)信中(zhōng)斷服(fú)務(wù)程序,各從機將接收到的地址和本從機的地址比較,對於(yú)地(dì)址相符的從機,在(zài)其中斷服務程序中使 SM2 位清零,以接收主機隨後發來的任意信息(包括地址幀和數據(jù)幀);對(duì)於地址不符的從機,仍然(rán)保持 SM2 位為 1,使其對主機隨後發來的(de)數據幀信息不予(yǔ)理睬(即(jí)直接(jiē)丟棄),直到再次接收到地址幀而進行地址(zhǐ)比較(jiào)。
(4)若主(zhǔ)機向從機發送數據,從機在前一步中比較地址相符後,從機的 SM2 位(wèi)清零,同時把本從機的地址回傳給主機,作出應答後才能接(jiē)收主機(jī)發來的數據。其它從機(jī)繼續監聽(tīng)地址(SM2 =1),無法收到數據。
(5)主機收到從機(jī)的應答地址後,確認地址是否相符。如果地(dì)址不(bú)符,則發送複位指令(地址幀(zhēn):0XFF);如果地址相符,主機發送相應(yīng)的收發指令。
(6)主機或從機收發數(shù)據時(shí),數據傳輸完成後(hòu),需發送一幀傳輸數據的校驗和,讓接收端根據校驗和檢驗所接收的數據是否正確。
(7)主機接收完(wán)數據(jù)後,將接收數據的校驗(yàn)和(hé)與從機發來的校驗和比較,若接這兩個校驗和不符,回傳主機接收錯誤信息 0XFF,令從機重發數據;若校驗(yàn)和相符,回傳主機接收(shōu)正(zhèng)確信息 0X00,以完成數據傳輸,並令(lìng)從機複位(重新等(děng)待地址幀(zhēn))。
(8)從機(jī)接收完數據(jù)後,將接收數據的校驗和與(yǔ)主機發來的校驗和比較,若接這(zhè)兩個校驗和(hé)不符,回傳從機接收錯誤(wù)信(xìn)息(xī) 0XFF,令主機重發數據;若校驗和相(xiàng)符,回傳從機正確接收(shōu)信息 0X00,以完成數據傳輸。
(9)若從機收到複(fù)位指令,則回到監聽地址狀態(tài)(SM2 =1),否則(zé)開(kāi)始接收(shōu)數據或指(zhǐ)令(lìng)。
根據自定義(yì)的指令和設定通信(xìn)協議,實現了主機的(de)多機通信程(chéng)序(xù)功能。其程(chéng)序流程如圖 4 所示。
2.2 從機軟件設計與實現
從機主要功能包括:對位移脈衝計數並計算出位移,再送顯示電路(lù)顯示(shì);控(kòng)製(zhì)程序對控製(zhì)電路輸(shū)入的信(xìn)號進行編碼,根(gēn)據編(biān)碼(mǎ)實現對從機的相(xiàng)應操控(設置位移初值、設置分辨率、公/英製單位選擇、半/直徑顯示選擇);當主機呼叫從機時,與被呼(hū)叫相應的從機作出響(xiǎng)應,進入串行(háng)通信中斷程序,把檢(jiǎn)測到的(de)位移傳給主機。
2.2.1 從機的(de)主程序(xù)設計與實現
從(cóng)機的主程序模塊主要(yào)包括有(yǒu)從機初始化、位移(yí)計算程序、顯示程序、控製程序及從機的多(duō)機通信係統程序。係(xì)統 3個從機(jī)(X、Y、Z)的程序除了所設置的地址編碼(mǎ)不同外(wài), 其餘的都一樣。從機的主程序流程如圖 5 所示。
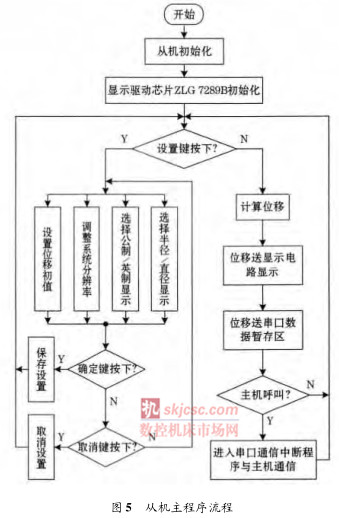
從機初(chū)始化程序中主要(yào)設置單片機的 2 個定時器(T0、T1)均處於計數(shù)模式(shì);串口 1 工作(zuò)於方式 3,獨立波特率發生器(BRT)做為其波特(tè)率發生器,波特率設為57 600,SM2 位置 1。顯示驅動芯片 ZLG7289B 初始化中,點亮所有數(shù)碼管,以檢測顯示是否(fǒu)正常。
位移計算(suàn)程序(xù)中,所要顯示的位移(yí)等於(yú)采集到的位移(yí)與設定的位移初值(默認為零(líng),可重(chóng)設(shè))之和,而采集到的位移值為:s = (t0- t1) × d (3)
式中:t0、 t1分別為定時(shí)器 T0、T1 對位移(yí)脈衝的計數值;d 為輸入到計數器(qì)的位移信號的脈衝當量(默認為 5m)。
顯示程序把計算得到的位移數據下載到 ZLG7289B 芯片,其對數據譯碼並驅(qū)動數碼管顯示(shì)。8 位數碼管的最高一位顯示(shì)符號,接下來的 7 位顯示位移值。
在鍵盤掃描時,若發現設置鍵(jiàn)按下,則進入設置模式。位移初值設置,可對位移初值進行(háng)設(shè)置,設置過程中,數碼管的其中一位閃爍顯示(開始時是最(zuì)高位閃爍,提示最高位為當前輸入位),以提示當前為輸入位,當向該位輸入數值後,會(huì)自動跳到下一位等待輸入數值,可通過(guò)左移或右移鍵(jiàn)轉到要設置數值的一位。調整係統分辨率,可調整係統測量的分辨率(lǜ)以使其(qí)適(shì)用於不(bú)同分辨率的光柵尺,默認的(de)分辨率為 5 μm,可調整為(wéi) 1μm 或 0.5 μm.公/英製顯示選擇,可選擇位移以公製或英製為單位顯示,默認為公製顯示(mm)。半/直徑顯示選擇,可使顯示的位移在半徑和直徑之間切換,默認為半徑顯示(shì)(即位移正常,沒有倍乘(chéng)二)。除初值設置外,其它三種設置都有相應的指示燈指示當前所處的狀態。
2.2.2 從機的多機(jī)通信程序設(shè)計與實現
多機通信的從機部分程序,其功能是響應主機(jī)呼叫並上(shàng)傳位移。表 2 為自(zì)定義從機的信息編碼。
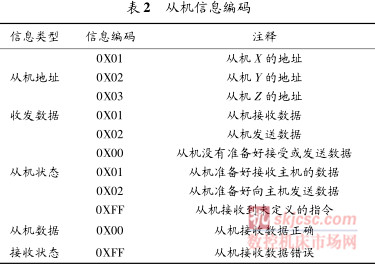
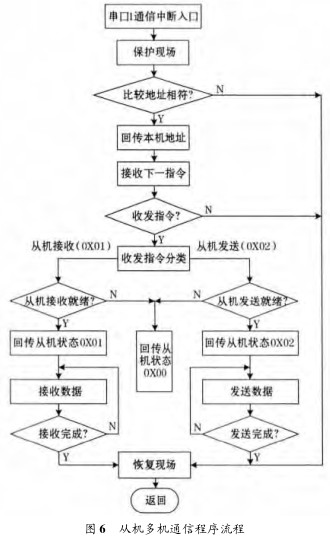
根據前文設定的通信協議以及從機的信息編碼,從機的多機通(tōng)信程序設計流程如圖 6 所示。
3 實驗及結果
依據係統的硬件(jiàn)設計,製作並調試好係統(tǒng)樣板(bǎn);根據係統的軟(ruǎn)件設計,完成了程序的編寫、調試(shì)。最後,搭建好整個實驗係統進行實驗。上位機使用串口調試助手軟件接收下(xià)位機(主機 M)上傳的三維(wéi)光(guāng)柵位移數據,如圖 7 所示,表 3 給出了圖 7中接收到的數據。
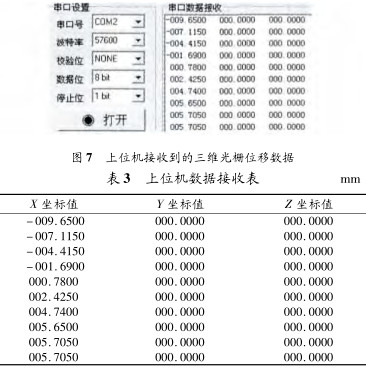
實驗中隻使用(yòng)了一把(bǎ)光柵尺,將其接入到 X 坐標的輸入端進行實驗,故實驗數(shù)據隻有 X 坐標的位移值,另外兩坐標的全是零。當光柵尺接入 Y 或 Z 坐標時,也可測得相應的位(wèi)移。圖7(或表 3)中收到的 X 軸位移數據並沒有連續變化,這是(shì)因為下位機延(yán)時上(shàng)傳的緣(yuán)故,以緩解數據(jù)通信的壓力。實驗說明,該係統電路工(gōng)作正常,軟件設計合理、執行高效,整個係統運(yùn)行穩定、測量精確,實(shí)現了三維光柵位移的測量。
4 結束語
在與桂林(lín)機(jī)床股份有限公司(sī)合作的項(xiàng)目中,根據該公司的加(jiā)工需要,完成了三維光柵(shān)位移檢測係統的設計。經實驗(yàn),係(xì)統的軟件設計合理、執行高效,整個係統運行穩定、測量準確。係統除了測量三維的位移外,還可以直接用於測量(liàng)一維或二維的位移,也可對其進行一些(xiē)改動, 做成專門用於(yú)一維或二維(wéi)的測量係統。
光柵位移傳感器及(jí)其位移檢測係統在車床、磨床、銑床等各類機床上有著廣泛的應用,對提升我國裝(zhuāng)備製造(zào)業水平有著極其重要的作用。
投稿箱:
如果(guǒ)您有(yǒu)機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有(yǒu)機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金(jīn)屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出(chū)口(kǒu)情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據