機")



五(wǔ)軸加工技術在汽車模具製造中的應用(yòng)
2021-8-25 來源:陝西國防工業職業技術學院 作者(zhě):韓佳
摘要:現代汽車模具加工製造工藝要求的(de)提(tí)升,促使三(sān)軸加工技術已經逐漸無法適(shì)應當(dāng)前汽車模(mó)具製造領域的發展。為論證汽車模具製造主要加工技術的發展方向和技術要點,本(běn)文以五軸加工技術在汽車模具製造領(lǐng)域的應用情況為例,對五軸加工(gōng)技術在汽車模具製造領域的加工優勢與前景進行分析,綜合闡述了五軸加工更精確、更(gèng)高效的工藝特征,對該技術在具(jù)體的汽車模具加工工況(kuàng)場景也(yě)進行了詳細解讀。
關鍵詞(cí):五軸加工技(jì)術;汽車模具;加工製造
0 引言
汽車模具製造是製定汽車最基礎的也是必經的工序,同(tóng)時也是驗證汽車美觀與否和設計(jì)是否合理的基礎。因(yīn)此,汽車模具的製造在汽車生產中占有非常重要的地位。現階段,在汽車模具的製造中 CAM 軟件和 CAD 技術是最常用的基礎製造手段,數控加工技術主要應用於需(xū)要把握精準度方麵的加工(gōng)上[1]。五軸加工技術以(yǐ)其獨特的優勢在(zài)汽車模具(jù)製造中占有一席之地。
1、 概述
1.1 五軸加工技術的概念
五軸加工(gōng)技術是數控機床加工的一種模式。如(rú)圖 1 所示該技術將機床設(shè)置成 5 個坐標軸,五軸即 X、Y、Z 三個(gè)移動軸,加上 2 個任意旋轉(zhuǎn)軸。O、P、Q 分別是 3 個移動軸的旋轉軸,與(yǔ)三軸加工技術相比,五軸加工技術增加了兩個任意旋轉的軸(O、P、Q 軸)。
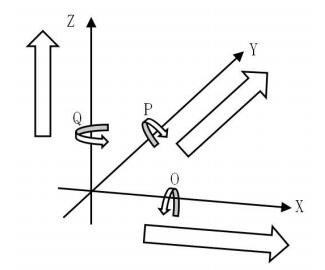
圖 1 五軸坐標圖
1.2 五軸刀軸控製技術
汽車加工工藝複雜程(chéng)度提升體(tǐ)現在多方麵,其中汽車覆蓋件模具結構與形狀複雜程度的提升是對三軸數控機床(chuáng)加工工藝要求提升最為顯著(zhe)的加工場景之一。針(zhēn)對該加工場(chǎng)景,多數企業采用五(wǔ)軸替換三軸的方法進行加工工藝優化,同時在實際的(de)加工過程中將會充分考慮程序與刀頭(tóu)、機床主軸(zhóu)之間的協調性(xìng)與銜接性,全(quán)麵避免汽車覆蓋件模具加工中主軸幹涉等情況的發生[2]。五軸數控機床刀具軸控製方法通常分為六大類:①遠離點或指向點控製刀(dāo)具軸——采(cǎi)用聚(jù)焦一個點的方法定義刀(dāo)具軸;②遠離線或指向(xiàng)線控製刀具軸——用聚焦一條線的方法定義刀具軸,同時需要保證該直線處於垂直狀態;③垂直於驅(qū)動麵控製刀具軸,保證所有驅動點刀軸與驅動麵之間的關係始終處於垂直(zhí)狀態,且此時球頭銑刀的球心為 0;④相對於驅動麵控製刀具軸,保證所有驅動點刀軸與驅動麵之間的關係為一定的夾角關係;⑤直紋麵驅動控製刀具軸,使用保(bǎo)持刀具軸與驅動幾(jǐ)何之間的關係為平行關係,利用直紋曲麵
控製刀具(jù)軸的驅動軌跡[3]。
2、 五軸加工技(jì)術的優勢與應用分析
2.1 五軸加工技術的優勢
在進行複雜模具表麵加工工藝環節,五軸加工與三軸加工相比,更(gèng)多采用平底端銑刀與加工表麵始終保持垂直狀態的加工工藝,能夠大(dà)幅降低(dī)三軸加工過程中的消耗的時間成本。如前文所述,五(wǔ)軸加工中(zhōng)心同樣適用一(yī)定(dìng)角度的側麵銑削加工,因(yīn)而能夠消除一般三軸加工工藝中球端立銑刀加工造成的肋骨狀紋路。既降(jiàng)低了加工時間,又提升了模具表麵質量。
五軸(zhóu)加工技術由於比三軸加工(gōng)技術具備更為廣泛的工件(jiàn)加工角度,因而能夠避免三(sān)軸加工過程中必須多次調(diào)試(shì)裝卡等問題,大大降低了人工消耗以及時間成本。同時,在有效避免了在刀具調整過程中所形成的加工誤差,機床又能夠進行(háng)更加複雜的零件(jiàn)或(huò)表麵加工。
五軸加工與一般三軸加工相比,所使用的刀具尺寸更(gèng)短,能夠一次性將整個零件全部加工完成無(wú)需對零件進行二次或多次(cì)裝卡,短期內獲得的加工效率(lǜ)大幅提升,零件的表(biǎo)麵質量(liàng)也(yě)更好。
2.2 五(wǔ)軸加工技術的應用
五軸加工技(jì)術的高效工作主要體現在以下三個方麵:①大(dà)部分零件隻需要安裝一次就可以全(quán)部進行加工;②加工時(shí)間短,部分位置的加工精度(dù)高;③各零部(bù)件在進行生產時需要先(xiān)進行形(xíng)狀分析,再進行刀具選擇,這樣減(jiǎn)少磨具的生產(chǎn)周期。如表 1 所示為汽車(chē)模(mó)具零件編程分析(xī)。
表 1 汽車模具(jù)零件編程分析
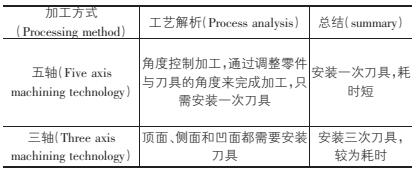
由(yóu)表 1 可知三軸(zhóu)加(jiā)工技術比五軸加工技術耗時更多,三軸加工技術需(xū)要多(duō)次安(ān)裝刀具進行切割,而五軸加工技術隻需(xū)安裝一次刀具即可(kě),它是根據零件與(yǔ)刀具的角度來進行工作的(de),提高了生產效率(lǜ),降低(dī)的了消耗。五軸加工(gōng)技術是利用刀具的高速旋轉來實(shí)現切削的目的(de),能夠避免三軸加工過程中必須多次調試裝卡等問題(tí),大大降低了人工消耗(hào)以及時間成本(běn),大幅度提(tí)升了工作(zuò)效(xiào)率。
3、 五軸加工(gōng)技術在汽車模具製造中的應用
CAD 係統在汽車零(líng)件製造領域占有(yǒu)重要的地位,各項零件的設計加工都需要借助 CAD 係統來(lái)完成,而(ér) CAM軟件是加工模具(jù)複雜表麵的工具[4]。在汽(qì)車模具的(de)加(jiā)工製造中數控技術是確保設計和加工的精度的,而汽車模具質量與五軸加工(gōng)技術之間有一定的關係,如圖 2 所示(shì)為五軸加工技術在汽車模具製(zhì)造中的應用範圍。
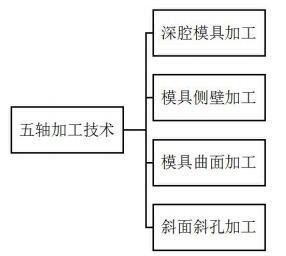
圖(tú) 2 五軸(zhóu)加工技術在汽車(chē)模具製造中(zhōng)的(de)應用範圍
3.1 深腔模具的加工
常用的深腔模具加工主要有三軸、五軸加工技術,二者有一定的相同之處,同時也存(cún)在效果(guǒ)上的(de)差異(yì)。在進行汽車模具(jù)製造時,要在三軸加工技術的基(jī)礎上,利用五軸加工技術的深、陡進行(háng)模具加(jiā)工。刀具長度(dù)的(de)適當伸(shēn)縮可以為模具創造出良好的工藝基礎,同時工件和(hé)主軸頭的移動、旋轉,能夠有效減少刀具同刀杆以及型腔壁之間產生碰撞。而碰撞的減少可以有效的(de)提高刀具的使用壽命,同時可以減少在(zài)模具(jù)製造過程中表麵的粗糙,提高模具的質量和生產效率。
3.2 模具側壁(bì)的(de)加工
在汽車模具的製造過程中,模具的側壁受刀具長度的影響(xiǎng)較大,一般來說側壁深度要比刀具長度小。如果刀具過長,那汽車模具的強(qiáng)度就(jiù)會降低,刀(dāo)具過長容易出現讓刀現象,則汽車模具(jù)的(de)質量會產生下降(jiàng)[5]。而五軸加工技術的工作原理與傳統的製造原理不(bú)同,它(tā)是通過主軸(或工件)的擺動(dòng)來(lái)控製模具側壁與刀具的距離。五軸加工技術在工作時,是使用平麵銑刀對側壁進行切割的,這(zhè)種工作方式可以提高汽車模具的生產質量,同時還可以減少刀具的磨(mó)損延長(zhǎng)其使用時間。
3.3 模具較平的曲麵加工
五軸加工技術在進行曲麵加工時與三軸加(jiā)工技術不同(tóng),三軸加工技術需用球刀精銑(xǐ),這(zhè)道工藝可以提(tí)高模具表(biǎo)麵質量,但是需(xū)要增加刀路。刀路的增加會加大刀具的磨損,減(jiǎn)少其使用時間(jiān),在一定程度(dù)生會增加公司投入成本。五軸加工技術(shù)在三軸加工技術上做了(le)改進,可以有效避(bì)免三軸加工技術的缺點。五軸加工技術在(zài)進行加工作業時,需要先將刀(dāo)具與工件對好角度再進行作業,這樣一來可以提高工件與球頭刀之間的相對線速,增加刀(dāo)具的使用壽命,減少企業資金投入,同時還可以使產品的加工效果更上一層樓。
3.4 斜麵(miàn)斜(xié)孔的加工
斜麵斜孔的加工比較困難,孔位定位不準確就會產生偏差,因此斜麵斜孔需要精準的(de)定位。五軸加工技術利用搖擺的機床擺頭在工件垂直的方向放(fàng)置主軸,可以對孔位作出精(jīng)準定(dìng)位(wèi)。
4、結語(yǔ)
在(zài)汽車模具製(zhì)造中,五軸(zhóu)加(jiā)工技術明顯比三軸加(jiā)工技術更適合。五軸加工技術可以有效減少模具製造過程中表(biǎo)麵(miàn)的粗糙,提升(shēng)汽車模具的質量和工藝水(shuǐ)平;使用平麵銑刀進(jìn)行切(qiē)割工作可以有效減少(shǎo)刀具磨損,增加刀具的使用壽命,從而有效的為(wéi)企業節約成本;最主要的是五軸加工技術製造出來的汽車模具無論在質量還是工藝水平上來說,都高(gāo)於三軸加工技術(shù)。因此,五軸加工(gōng)技(jì)術比較適合應(yīng)用(yòng)於汽(qì)車模具(jù)製造中,將會促進汽車模具製造的發展。
投稿箱:
如果您有機床行業、企(qǐ)業(yè)相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業(yè)相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金(jīn)馬")
業界(jiè)視點
| 更多

行業數據(jù)
| 更多(duō)
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產(chǎn)量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用(yòng)車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據