



基於 PLC 在 HNC-818 加工中心換(huàn)刀故障的應用
2019-5-14 來源:三門峽職業技術學院 電氣工程學院 作者:潘曉貝
摘要: 對 HNC-818 加工中心在刀庫換刀時刀庫不動的故障現象進行了研(yán)究,使用了 PLC 控製(zhì)電氣係統進行故障診斷的方法,解(jiě)決了 HNC-818 加工中心所出現的換刀故障問題。結果提高了(le)處理故(gù)障的效率,此方法為廣大(dà)從業人員解決該方麵的問題,提供了可借鑒的經驗(yàn)。
關鍵詞: 加工中心; PLC; 電氣控製; 故障
0 引言
數控機床中出現的大多數故障都能夠通(tōng)過 PLC程序檢查出來的,或者在(zài)屏幕顯示報警信息,或者不產生報警信息。
因此使用 PLC 功能進行處理解決數控機床的故障(zhàng)在處理國內外的(de)研(yán)究也比較多,但是研究資料表明大多是 Fanuc 係統和西門子係統,對華中(zhōng)的高端係統,如 818 係統的研究甚少。
本(běn)文就 PLC 功能的(de)靈活與便捷性為切入點,將HNC-818 加工中心的(de)機械手換刀時出現的故(gù)障(zhàng)問題方麵,在進一(yī)步分析 818 型數控(kòng)機床 PLC 功能的基礎上,實現準確有效的(de)消除(chú)故障,恢複機床的功能。
1 、HNC-818 加工中心 PLC 結構
HNC-818 型數控係統 PMC,采用了內置式軟 PLC實現對(duì)數控(kòng)機床的順序控製,根據用戶對機床實(shí)際控製需要,采用 PLC 程序語言梯形圖進行編製的。HNC-818 型數控(kòng)係統(tǒng) PLC 用戶程序是通過梯形圖的編輯界(jiè)麵,進行在(zài)線的編輯,或者通(tōng)過(guò)電腦裝載(zǎi)華中梯形圖專用軟件 LADDER 進(jìn)行編輯
。
華(huá)中(zhōng)梯形圖采用循環掃描的方式。程(chéng)序開始執行時會運行(háng)一次初始化,以後就(jiù)把所有輸入的狀態(tài)發送(sòng)到輸入映(yìng)象(xiàng)寄存器,然後開始(shǐ)順序調用用(yòng)戶程序。
當一個掃描周期完成(chéng)的時候,就把所(suǒ)有的結果都傳送到輸出映象寄存器,用以控製 PLC 的(de)實際輸出,如此循(xún)環往複。
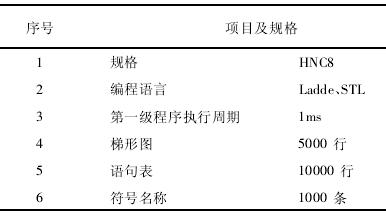
其係統(tǒng)的 PLC 規(guī)格如表 1 所示。
表 1 HNC-818 型數控係統 PLC 規格
2 、鬥笠式刀庫(kù)的
PLC 控製換刀過程HNC-818 型數控機床的刀庫形(xíng)式如圖 1 所示,是鬥笠式(shì)刀(dāo)庫。

圖 1 機床的刀庫形式
該刀庫在換(huàn)刀時,開(kāi)始(shǐ)向主軸方向平行移動。首先,取下主軸上麵的原有刀具。使主軸上的刀具進入(rù)到刀庫的卡(kǎ)槽裏,此時主軸向上(shàng)移動開始脫離刀具(jù)。
其次,對主軸安裝新的刀具。刀庫開始轉動尋找新(xīn)的刀具號位置,當新的刀具正對(duì)主軸正下方時,主軸開始下移(yí),使新的刀具進入到主軸錐孔內(nèi)並夾(jiá)緊。
最後,待裝(zhuāng)完新刀具,刀庫開始退回到原來的位(wèi)置,此時刀庫換刀結束(shù)。其刀庫選刀的流程圖如圖 2 所示。
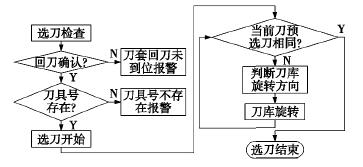
圖(tú) 2 華(huá)中 8 型刀庫選刀的流程圖
3 、鬥笠式刀庫換刀時刀庫不動的(de)故障及處理
HNC-818 加工中心具有 24 刀位的刀庫(kù)。在(zài)換刀時,數控 CNC 報(bào)警提示 ATC NOT READY 。針對該問(wèn)題對機器的線路及 PLC 控(kòng)製部分進行檢查,以便於消(xiāo)除故障。
根據圖 2 所示的選刀流程圖可知,當數控係統發出換刀指令,如 M06 T3 時,刀庫不動作並發出報警信息,此時,對機床(chuáng)的操作模式、氣泵及刀庫的狀態進行檢查。
( 1) 對機床(chuáng)的操作模式進行檢查(chá)確保(bǎo)機床的操作模式在自動狀態下,機床(chuáng)也沒有處於被(bèi)鎖住的狀態,其(qí)換刀(dāo)指令(lìng)輸入正確,所更換的刀具也安裝在刀庫中並且位置正確,此項目檢查無誤,不存在故障。
( 2) 對數控機床的氣(qì)泵(bèng)進行檢查查看數控機床氣泵的壓縮空氣(qì)氣壓數值,經過查看說明書,其氣壓值在要求範圍內是 0. 55 MPa。符合數(shù)控機床的(de)壓縮空氣(qì)壓力在 0. 5MPa ~ 0. 6MPa
之間的範圍值。
因為提供(gòng)的壓縮空(kōng)氣壓力(lì)值低於範圍值時,刀庫(kù)會因在換(huàn)刀過程(chéng)中壓力不夠(gòu)而造成不動作,而此時的壓力是滿足的,該項目檢查無誤,也不存在故障(zhàng)。
( 3) 對刀庫的初始狀態進行檢查檢查刀(dāo)庫的初始狀態以及傳感器的狀態,通(tōng)過數控機(jī)床係統提供的 PLC 地址診斷(duàn)功能幫助(zhù)檢查,查看輸送到數(shù)控(kòng)機床係(xì)統 PLC 的入口信號正(zhèng)確與否。
進入“診斷”下的梯形(xíng)圖“監(jiān)控”界麵,查看是否有輸出信號,其梯形圖診斷界麵如圖 3 所示。
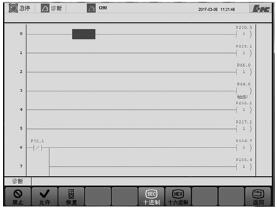
圖 3 梯形圖診斷界麵
根據如圖 4 所示輸出模塊 HIO-1021N,Y1. 6 和Y1. 7 的刀庫(kù)旋轉信號(hào)輸出正常,檢(jiǎn)查刀(dāo)庫進退信號Y1. 4 和 Y1. 5 的(de)輸出信號正常,係統的 PLC 邏輯順序滿足條件(jiàn)。
於是根(gēn)據表 1 所示輸入輸出接口,對刀庫進到位信號 X3. 0、刀庫退到位信號 X3. 1、主軸緊刀到位信號X3. 2、主(zhǔ)軸鬆刀到位信號 X3. 3 進行檢(jiǎn)查,發現其控製信號線路及元(yuán)器件(jiàn)都沒有問題。
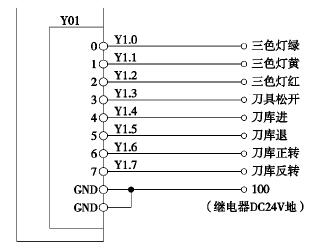
圖 4 所示輸出(chū)模塊 HIO-1021N
最後,檢查刀庫的刀位計數信號及中間繼電(diàn)器。查看(kàn) X1. 7 的信(xìn)號,等於 1 則(zé)沒(méi)有問題(tí),排除了線路和刀庫計數開關(guān)的問題,其刀庫計數的 PLC 如圖 5 所示(shì)。
此(cǐ)時,按下刀庫正轉或(huò)反轉(zhuǎn)時,刀盤卻不能轉動並且出現了刀庫計(jì)數報警的信息,再按下正(zhèng)轉的繼電器KA25 和反轉的繼電器 KA26,並查看(kàn)正(zhèng)轉的接觸器KM5 或反轉的接觸器KM6,發現接觸器 KM5 和 KM6的吸力不(bú)好,不能正常吸合。仔細檢查發現(xiàn)短(duǎn)路環斷(duàn)路(lù),於是更(gèng)換(huàn)了兩個接觸器,刀庫運轉正常了。
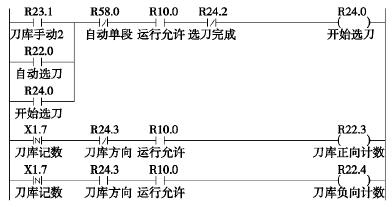
圖 5 刀庫計數的 PLC
4 、常見的其它(tā)換刀問題及解(jiě)決對(duì)策
( 1) 刀庫進出不正常刀庫進(jìn)出不正常時與刀庫(kù)相關的(de)元器件有電機、繼電器、換刀接近(jìn)開關等有(yǒu)關係。首先,檢查電機的電源(yuán)是否正常工(gōng)作,電機能否轉動,繼電(diàn)器的線路有無虛接現象,檢測觸電有無熔接或熔化現象;其(qí)次,還可以根據機(jī)床的接口信號和(hé) PLC 控製,進入機床數控係統調用 PLC,查看 PLC 的運行狀況,以(yǐ)判定(dìng)有無故障點;最後,檢查換刀的(de)接近開關工作是否正常、刀庫準(zhǔn)備信號與(yǔ)換刀信號有無線路虛接(jiē)的現象,信號(hào)是否正常工作等以及傳動機構及刀庫的轉(zhuǎn)盤是否(fǒu)靈(líng)活,有無卡死的故障(zhàng)現象。
( 2) 數控(kòng)機(jī)床撞刀故障數控機床在換刀時出現撞刀(dāo)故障,需要對機床的電磁閥和主(zhǔ)軸的緊刀信號進(jìn)行檢查。首先,在排除用戶程序無誤的情況(kuàng)下,要檢查緊刀電磁閥是否正常工作。其次(cì),根據輸入輸出接口和機床 plc控製,進入係統調用 PLC,以觀察此循環是否正常(cháng),不正常(cháng)則說(shuō)明電磁閥的工作有問題,對電磁閥(fá)進行檢(jiǎn)查與更換。
最後,檢查主(zhǔ)軸的(de)緊刀信號(hào)丟失會導致主軸停止轉動,但是 X 與 Y 坐標依然走動。此時可(kě)進行修改(gǎi)PLC 的控製程序或者(zhě)調整緊刀開(kāi)關使其(qí)壓合正常。
5 、結論(lùn)
作者在熟練掌(zhǎng)握 HNC-818 加工中心換刀的原理與過(guò)程的基礎(chǔ)上,快速、準確的實現了維修機床(chuáng)換刀故障。尤其對刀庫不動時所(suǒ)產生的故障,采(cǎi)用了調用PLC 梯形圖,分析(xī)梯形圖的運行(háng)狀況(kuàng),快速的發現故障的所在(zài)位(wèi)置,仔細(xì)的(de)分析故障發生的原因,很(hěn)好的消除了機床換刀時故障,為安全生產提供可靠的保障。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多
牌調查")
行業(yè)數據(jù)
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)