



DIXI DHP50加工中心常見故障解決
2019-3-20 來源: 天津機電職業技術學院 作(zuò)者: 王豔君
【摘 要】 DIXI DHP50機床是瑞士生產的(de)高精密(mì)數控加工中心,機床一(yī)旦出現故(gù)障停機(jī)將會造成很大(dà)的經濟損失。為滿足生產需要,該數控設備經常24小(xiǎo)時工作,隨著數控設備(bèi)工作時長增加,其故障也會頻繁發生。為保證生產的順利進行,杜絕同(tóng)類(lèi)故(gù)障的再次發(fā)生,我們應該知道故障產生原因,並且要徹底解決(jué)故障。介紹DIXI DHP50數控機床3例故障的原因分析及排(pái)除方法。
【關鍵詞】 加工中心;機床排故;自動換(huàn)刀機構;交換工作台
1 、前言(yán)
DIXI DHP50 數控加(jiā)工中心采用(yòng) FANUC18i 數控係統(tǒng),四(sì)軸聯動加工中心,其中X、Y、Z三軸采(cǎi)用直線光柵尺作為位置檢測元件,B 軸采用圓光柵尺作為角度檢測元件。另外刀庫中 X′ 、Y ′ 軸采用電機所帶絕對編(biān)碼器進行反饋。現將機床運行過程中出現的故障與排除方法做以介紹。
2 、故障維修
2.1 ATC係統故障
當該機床執行M06指令時,X、Y、Z軸均可以在規定時間內到達位置,但機床刀庫側卻沒有響應,機床操作界麵無報警和故障提示,此時ATC換刀循環指示燈持續閃爍,提示機床換刀正在
進行中。
根據現場(chǎng)提示可知,機床長(zhǎng)期處於換刀過程中未結束,導致後續動作無法(fǎ)進行。排查機床故障可知,該故障產生(shēng)的主要原因是(shì)換刀過程中某(mǒu)一(yī)信號檢測狀態不正(zhèng)常,造成刀(dāo)庫中機械手向刀庫側裝刀時中途停止,換刀動作不執行,後續(xù)動作不能(néng)完(wán)成(chéng),持續提示正在換刀中。
針對該機床故障解決需要按如下步驟進行:在機(jī)床操作麵板上按KEY.EXT 鍵 → 按機床顯示屏幕下方SYSTEM CONFIG所對應的操作(zuò)軟件(jiàn) →按機床顯示(shì)屏幕下方(fāng) ATC 所對應的操作軟件進入 ATC 界(jiè)麵,將該界麵中 MANUAL MODE ONLY 和MAINTENCE MODE 項中的 NO 改為 YES,更(gèng)改時需要輸入密碼(該機(jī)床密碼為 0000),並翻頁找到 JOG/STEP 項,將該項的NO 改為 YES,然(rán)後按左邊擴(kuò)展鍵直到屏幕(mù)下方軟件欄中顯示TOOLS MNGT ,將其選中之後,在新出的界麵(miàn)按下 MANUALFCT 所對應的鍵,在新出畫麵中找到(dào) OPEN ROBOT JAW 選(xuǎn)項,讓一名維修人(rén)員到刀庫側用手(shǒu)扶(fú)住 ROBORT 中的刀具,另外一名維修人員在前麵係統操作麵板上對 OPEN ROBOT JAW 項進行 EXEC 操作,此時 ROBORT 會打開,維修人員將刀具取出,然後將操作麵板上的選擇(zé)方式選為手(shǒu)動狀態(此時機床倍率開關一定不能放到0位),然後(hòu)在機床刀(dāo)庫側(cè)的操(cāo)作麵板上(shàng)執行X‘+或X’-以及Y‘+或Y’-操作,將ROBORT運行到刀庫中(zhōng)間位置附近即可(kě)(坐標軸數據約為 x‘:756,Y’:0),然後將 OPEN ROBOTJAW 界麵中選中 Z ATC TO MIDDLE POS 項並進行 EXEC 操作,翻到下(xià)一頁界麵中選中 T CAR TO MIDDLE 項並進行 EX-EC 操作。所有操(cāo)作完成之後必須將 MANUAL MODE ONLY 和MAINTENCE MODE 以及 JOG/STEP 三項中的 YES 恢複為(wéi) NO,更改時仍需要輸入密碼,然後再進行換刀操作(zuò)即可。原先從ROBORT 中取(qǔ)下的刀具需要從刀庫表中卸掉,進行重新(xīn)裝載才能調用。
若 在 維 修 中 出 現(xiàn) 將 MANUAL MODE ONLY 和(hé) MAIN-TENCE MODE 以及 JOG/STEP 三項中的 NO 改為 YES 後,且(qiě)在手動狀態機床倍率開關不為 0 的情況下,在刀庫後側運行 X’或Y’時機床沒有反應。此(cǐ)時(shí)應該在 ATC 界麵中找到 ATC AXESREFERENCE X ATC reference set: YES Y ATC reference set:YES 並將相應軸的參考點取消(即將 YES 改為 NO),參考(kǎo)點沒有了 相應的軸可以自由活動,這(zhè)時候可以將(jiāng) ROBORT 開出來,然後重新設置參考點。
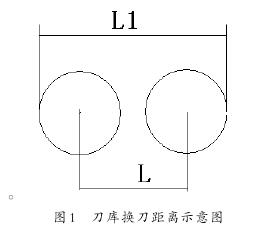
刀庫中換刀參考點的設置(zhì):將 ROBORT 開到(dào)刀庫裝(zhuāng)刀(dāo)位置在裝刀位置和 ROBORT 上分別裝入 1 把刀具(jù),然後利用刀庫後側操作麵板手動 X’、Y’軸,利用水平儀將 2 把刀具調整至水平(píng)(基本水平(píng))並記(jì)錄X’、Y’軸坐標值,測量2把刀具外緣距離L1,測量刀具直徑D,並計算出刀具中心距離L即:L=L1-D ,換算出機械(xiè)手在換刀點(刀具中心)的坐標X1’,即:X1’= X’-L ,將機械手開到 X1’的位置,然後在 ATC AXES REFERENCE X ATCreference set: NO 中將 NO→YES 即可完成 ROBORT 的 X’軸參考點設置;ROBORT 的 Y’軸參(cān)考點設置隻(zhī)要用水平調整 2 刀具水(shuǐ)平,然後在 ATC AXES REFERENCE Y ATC reference set: NO中將NO→YES就可以了。重新啟動係統就可以(yǐ)使參(cān)考點生效。
2.2 交換(huàn)工作台(tái)故障
當機床執行交換工作台時,係統出現報警,工作台無法交換。關閉機(jī)床重新啟(qǐ)動後,一(yī)切正常。但當再次交換(huàn)時故障又出現,仍(réng)無(wú)法完成交換工作台。
通過對(duì)機床(chuáng)交換(huàn)工作台所牽連的電(diàn)氣回路進行檢查,發現K47.1 繼電器安全邏輯(jí)單元工作不正常,其上的 K1、K2、K3、K4四個指示燈(dēng)均未點亮。懷疑 K47.1 繼電器安全邏輯單(dān)元損壞。采用控製變量法排故,將(jiāng)K47.1繼電(diàn)器安全邏(luó)輯單元與旁邊同規格控製裝/卸刀門動作的K46.1繼(jì)電器安全邏輯單元進行交(jiāo)換之(zhī)後,重(chóng)啟機床(chuáng),進行交換工(gōng)作台,動作和功能一切正常,但此(cǐ)時機床進行裝卸刀具時經常出現“machine tool load door not open”報警。因(yīn)此(cǐ)斷(duàn)定(dìng) K47.1 繼電器安全邏輯單元損壞。故障判斷完成後,將K47.1與K46.1繼電器(qì)恢複原狀。該(gāi)元件為進口的施麥賽元(yuán)件SRB-NA-R-C.21-24V,若有備件庫存,直接更換即(jí)可。
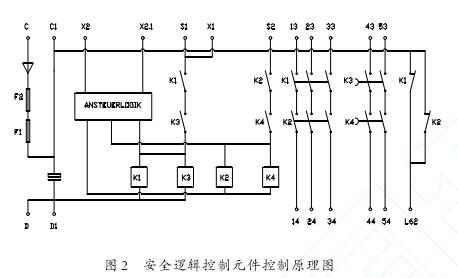
若庫存(cún)沒有該(gāi)型號元件,為(wéi)保證設備運行,盡快恢複(fù)生產,對該元件正常工作時(shí)各控製信號(hào)電壓進行監測後斷(duàn)定可以使用兩種方案進行故障修複。
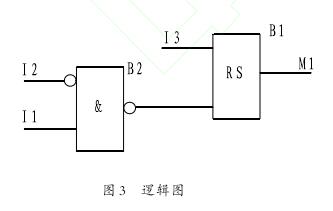
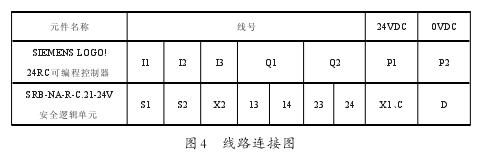
方(fāng)法一:根據確認出的輸入輸出信號采用(yòng) SIEMENS LO-GO!24RC 可(kě)編程控製器,並依據原安全邏輯單元工作原理(lǐ)對其進行編程,使(shǐ)其(qí)動作滿足設備使用(yòng)要求,編(biān)輯的邏輯圖和線路連(lián)接圖如(rú)下(xià):
方法(fǎ)二:為保證功能正常,也可選用3個24VDC的普通繼電器,按下圖進行線路連接即可解決機床故障,恢複生(shēng)產。
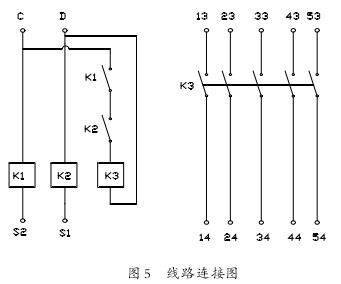
這兩種方法均能達到原機床工作性能。使用繼電器進行這(zhè)類故障的維修,相對來講更為經濟方便,但它的缺(quē)點在於占(zhàn)用空間大(dà),破壞(huài)了(le)電(diàn)氣櫃內的原有布局;使用可編程控製器進行(háng)這類故障的維修,費用相對來講較高,但其優點在於占用空間(jiān)小(xiǎo)。應該(gāi)根(gēn)據備(bèi)件庫存的實際情況進行選(xuǎn)擇替(tì)代和(hé)修(xiū)理。
2.3 刀庫裝卸故障
無法完成刀(dāo)庫裝卸刀動作。操作者向刀庫(kù)中裝載刀具時刀庫裝載操作(zuò)麵板屏幕顯示“操作指令被禁止”;在執行了任意幾個卸刀操(cāo)作(zuò)時機床可以進行正常卸刀(dāo)操作屏幕也沒有顯示任何報警。但執行裝刀操作就會出現上述報警。根(gēn)據操作者動作順序,確認操作無誤。因(yīn)此出現此報警故障的主要原因有可能刀具(jù)表混(hún)亂,需(xū)要(yào)將刀具(jù)表中的所有刀具全部(bù)清零,重新建立刀具表。在卸(xiè)載(zǎi)刀庫中刀(dāo)具時執行到卸載18號刀具時該刀具無法卸載,檢查18號刀具所有信息發現刀(dāo)具表中該刀號占用了刀庫(kù)中換刀點 810 的位置,此時人(rén)為(wéi)將 18 號刀具表中(zhōng)的裝刀位改為任意一個未被(bèi)占用的刀位(wèi),再進行裝/卸刀動作一切正常。
機床(chuáng)還出現機械手在(zài)換刀中途停(tíng)止。機械手ROBORT鎖緊檢測磁感應開關SQ109.2信號沒有,拆下發現該開關的信號線從開關根部斷裂無法焊接,將開關線的固定膠小心(xīn)刮掉之後從內部線(xiàn)路板上重新焊線,焊(hàn)接完成之後將(jiāng)線路固定,進行試驗發現開關動作信(xìn)號正常。安裝(zhuāng)到機床之(zhī)後開機(jī)發現機床顯示屏幕黑屏,經過檢(jiǎn)查發現(xiàn)機床24V直(zhí)流電源過流開(kāi)關跳(tiào)閘,合上之後又跳(tiào),將開關24V輸出端斷開開關(guān)沒有跳閘,因(yīn)此懷疑該控製回路中有短路之處,通過逐步檢(jiǎn)查發現為SQ109.2接近開關連接線路中的 24V、0V 短路,檢查發現該(gāi)線路有(yǒu)多處燒焦痕跡,更(gèng)換導線之(zhī)後故障排除。
3 、維修總結
(1)設備排(pái)故過程中,要根據故障(zhàng)現象,報警提(tí)示能(néng)信息,思路清(qīng)晰,綜(zōng)合(hé)判斷故障點,切忌盲目(mù)依靠係統提示。
(2)對於功能性故(gù)障,要按照功能(néng)實現(xiàn)的原理逐一排查,防止(zhǐ)相同故障,不同(tóng)原因造成的(de)漏排(pái)、誤(wù)排。更不能經驗主義,同樣的故障,可能是不同原因產生的,要結合具體情況分(fèn)析。
(3)在當前(qián)備(bèi)件庫存無法滿足要求的情況下,要主動想(xiǎng)辦法,找出路。通過(guò)功能替代,元件替代(dài),電路設計(jì)等方法,在保障設備功能和安(ān)全的前提(tí)下,最大限度的減少停(tíng)機時間,保障生產。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床(chuáng)產(chǎn)量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量(liàng)數據(jù)
- 2024年11月(yuè) 新(xīn)能源汽車產量(liàng)數(shù)據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新能源(yuán)汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數(shù)據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月(yuè) 基本型乘用(yòng)車(轎車)產量數據
博文選萃
| 更多