



摘 要(yào):車銑複合加工中心把車削和銑削加工工藝(yì)集成到同一台加工機床,可實現工(gōng)件的同基準多工序集成加(jiā)工(gōng),有利於提高(gāo)零件(jiàn)的製造精度。而影響該類機床加工精度的核心零件之一,就是機床的床身。本文針對 MJ-520MC/Y 數控車(chē)銑複合加工中心的斜(xié)床身進行高剛性設計分析,探討建立有利於(yú)仿真分析的數字樣機的方法;對斜床身數控車銑複(fù)合加工中心(xīn)的受力情況進行分析,將典型工況(kuàng)下的切(qiē)削力、床身上方(fāng)各機床(chuáng)零部件的重力折算到床(chuáng)身上(shàng),得出斜床身的載荷參數;運用有限元方法對斜床身零件進行靜力學(xué)分析,得(dé)到斜床身靜態特性,探討外部靜力載荷對斜床身應力應變的影響;提出了斜床身改進優化的基本思路,為斜床身車銑複合加工中心的結構設計與改進提供技術支(zhī)持。
關鍵詞:斜(xié)床身 車銑複合 加工中(zhōng)心 載荷分析 有限元 靜態特性
車銑複合加工中(zhōng)心(xīn)把車削和銑削(xuē)工藝(yì)整合在一台機床上,可以實現對工件的車削和銑削加工,這(zhè)種整合比分(fèn)別進行車削和銑削的加工精(jīng)度更高 [1-3]。而機床床身是影響該(gāi)類機床加工精度的核心零件之一。
天津大學楊崇澤等以搖臂鑽床為研究對象,結合機床結構結合麵,建立係統(tǒng)動力學模型 [4];吉林大學機械工程(chéng)學(xué)院的苗壯等人分別(bié)對 HTM61350 臥式車銑中心進(jìn)行了整機靜剛(gāng)度分析、模態分析和主(zhǔ)軸箱的熱分析,確定了機床工作狀態下的主要變形部件,並得出了該部件相應的變形量信息 [5];大連理工大學潘(pān)琪(qí)等通過對 CD614O 車(chē)床斜床身的分析和結構優化,減輕了斜床身(shēn)重量,提高了斜床身的剛度和(hé)固有頻率等指標,為同類型機床設計生產提供理論依據 [6]。但(dàn)是(shì),對於(yú) MJ-520MC/Y斜床身數控車銑複合加工中心的(de)研究較少。本(běn)文針對 MJ-520MC/Y 數控車銑複合加工(gōng)中心的斜床身進行高剛性(xìng)設計分析,探討建立有利於仿真分析的數字樣機的方(fāng)法;對斜床身數控車銑複合加工中心的受(shòu)力情況進行分析,將(jiāng)典型工況下的切(qiē)削力、床身上方各機床(chuáng)零部件的重力折算到床身上,得出斜床身的(de)載荷參數;運用有限(xiàn)元(yuán)方法對斜床零件進行靜力學分析,得到斜床身靜態特性,探討(tǎo)外部力載荷(hé)對斜床身應力應變的影響;提出了斜床身改進優化的基本思路,為斜床(chuáng)身車銑複合加工(gōng)中(zhōng)心的結構設計與改(gǎi)進提
供技術支持。
1 、車銑複合加工中心介紹
該機(jī)床(chuáng)配置(zhì)臥式(shì)回輪動力型刀架。當(dāng)對工件進行平麵銑削時,可通過直接(jiē)驅(qū)動機床由(yóu) X1、X2 雙軸構成虛擬“Y”軸結構進(jìn)行加(jiā)工,平麵(miàn)銑削的工作範圍(wéi)、效率及精度等得(dé)到極大提高,產品得到了用(yòng)戶的較好評(píng)價[7]。圖 1是機床的外觀照片。
2 、斜床身(shēn)車銑(xǐ)複合加工中心(xīn)關鍵零部(bù)件有限元結構分析
2.1 模型簡(jiǎn)化
車床斜床身結構複雜,難以完全按照實物建立有限元模型。在進行有限元網格(gé)劃分前,需對斜床身實體簡化。簡化的原則是:(1)在 CAD 建模時力求精確,真實模擬結(jié)構的靜動態特性;(2)對 CAD 模型中的小錐度、小曲麵進行直線化和平麵(miàn)化處理 [8]。

圖 1 機床外(wài)觀圖
根據以上原則對斜床身的模型進行簡化處理:刪除導軌上的所有螺紋孔。簡化後,斜床身(如圖 2 所示)結構的力學特性沒(méi)有發生改變,但為後續高效分析計算提供了幫助。

圖 2 斜床身虛擬(nǐ)樣機模型
2.2 定義單元(yuán)屬性與網格劃分
(1)定(dìng)義單元屬性。由於斜床身結構複雜,是不(bú)規則的幾(jǐ)何體,所(suǒ)以(yǐ)選用四(sì)麵體單元來模擬真實結(jié)構。經過考慮(lǜ),選擇(zé) SOLID187 四麵體單元。
(2)網格(gé)劃分。網格劃分時,需遵(zūn)循以(yǐ)下幾點原則。
①模型結構和實際結(jié)構盡可能相(xiàng)同,模型幾何形狀尺寸與實際結構尺(chǐ)寸(cùn)相同;②根據計算精度和(hé)計算規模來(lái)選擇合適的單元大小;③單元體應盡量勻稱(chēng)齊整。
2.3 受(shòu)力分析及載荷施加
2.3.1 受(shòu)力分(fèn)析(xī)
(1)切削過程分析。在典型工況下,把床身上各零部件的重力和切削(xuē)力(lì)在斜床(chuáng)身上進行折算。車削加工過程中,刀具和工件都受(shòu)到切削力的作用。切削力傳遞(dì)到機床上的力是機床的(de)主要受力(lì),切削(xuē)力及其分解見圖 3。
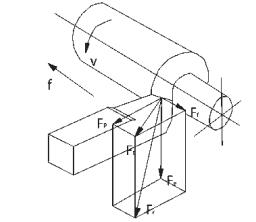
圖 3 切削力及其分解(jiě)
主切削力、背向力和進給力的計算均采用現有公式(shì) [9]。主切削力:
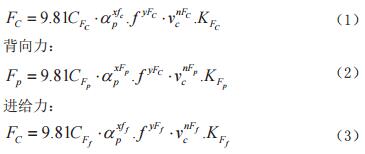
刀(dāo)具的切削速度 vc 取 100m/min,進給量 f 取 0.3mm/r,背吃刀量(liàng)αp取 4mm,工件材料為 45鋼,刀具材料為硬(yìng)質合金(jīn)。通過(guò)查表代入上(shàng)式得(dé),FC=1875N,Fp=1 207N,Ff=788N。為保證其可靠性(xìng),適當擴大各分力大小,主切削力為2000N,背向力為 1500N,進給力(lì)為 1000N。
(2)銑削(xuē)過程分(fèn)析(xī)。三麵刃銑刀主要用於臥式銑床上加工槽(cáo)、台階麵(miàn)等,本文選擇三麵刃銑刀,如圖 4 所示。

圖(tú) 4 銑削力(lì)及其分(fèn)解
切削條件為:銑刀直徑 D=110mm,齒數 Z=22,工件材料灰鑄鐵 HB=210,刀(dāo)具材料(liào)為高速鋼,銑刀槽寬 B=16mm,槽深 t=20mm,銑削用量 V ≈ 20 米 / 分,Sz=0.lmm/ 齒。根(gēn)據公式計算,得:銑削功(gōng)率:
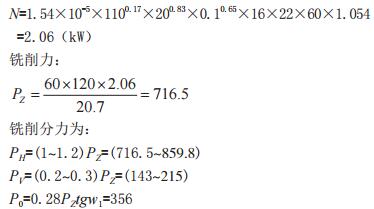
為 保 證 可 靠 性, 主 切(qiē) 削 力 取 為(wéi) 300N, 背(bèi) 向 力 取 為1000N,進給力取為 400N。
2.3.2 載荷施加
本文(wén)以(yǐ)斜床身為例,對切削過程中載荷施加進行介紹。機床(chuáng)接觸構件示意圖,如圖 5 所示。
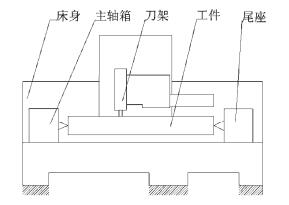
圖 5 機床接(jiē)觸部件示意圖
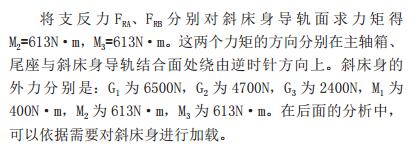
假定刀架、主軸箱、尾座等部件(jiàn)的(de)材料都為普通碳鋼,將車床模(mó)型導入 SolideWorks 中,計算得出它們的重力 G1、G2、G3,分別是 6500kg、4700kg、2400kg,分別施加在它(tā)們各自的支(zhī)撐處。以下對切削力如何施(shī)加到斜床身進行(háng)介紹。
本文所研究的數控車床可(kě)加(jiā)工的工件(jiàn)最大直徑是520mm,最大長度是 450mm。設工件材(cái)料(liào)為 45 鋼,則其質量為 744kg,所(suǒ)受重力為 7440N。在切削過(guò)程中,工件受(shòu)到車刀(dāo)、卡盤和(hé)頂尖的作用力,受力情況可用圖 6 的(de)簡圖(tú)來表示。隨著切削(xuē)位置從靠近主軸端向尾座移動,床身的(de)位移和應力都會增加,切削點選在距離主軸箱最(zuì)遠處 [11],即(jí)工件最長處,距離為 450mm。
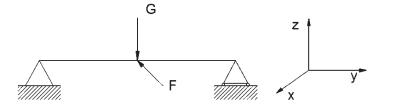
圖 6 工(gōng)件(jiàn)受力示(shì)意圖
在 xoy 平麵內,進(jìn)給力 Ff 沿 y 方向,大小為 1000N,距離導軌(guǐ)平麵 400mm。所以,該(gāi)力對斜(xié)床身、導軌結合體的力(lì)矩 M1 大小為 400N·m,方向為在導軌麵上繞 x 軸逆時針(zhēn)旋轉。在(zài) xoz 平麵內,主切削力(lì) Fc 與(yǔ)工件重力 G 在 z 方向上近似抵消。因而(ér),在 x 方向上的合力為 Fx=Fp+Gsin45°。代入數(shù)據(jù),計算得 Fs 值(zhí)為(wéi) 6438N,擴大為 6500N。
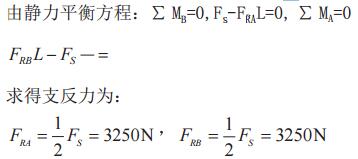
在 xoy平麵內,工件受到集中力 Fs、卡盤和頂尖的作用力,其受力情況可以簡化為如圖 7的簡支梁。此(cǐ)處,為了容易理解,將坐標軸的名稱進行(háng)了(le)相關處理。
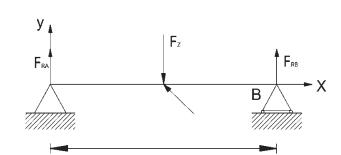
圖 7 xoy 平麵上力的分布
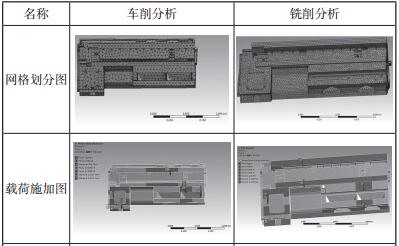
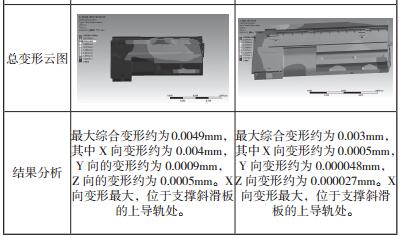
在 ANSYSWorkbench 靜(jìng)力學分析模塊上進行仿(fǎng)真求解,得到斜床身的總變形雲圖和 X、Y、Z 方向的變形雲圖,對分析結果進行處理,具體見表 1。
表 1 斜(xié)床身結構改進前靜力學分析結(jié)果
2.4 結構改進及有(yǒu)限元分析
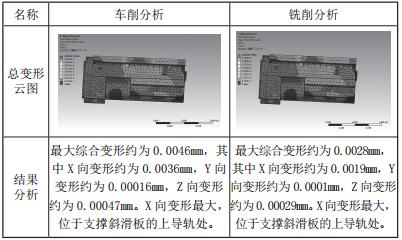
針對上述有限元分析結果,對斜床身的上導軌進行結構改進,對上導軌進行加厚、加寬(kuān)處理(lǐ)。在 ANSYSWorkbench 靜力學分析模塊上進行仿真求解,得到斜床身的總變形雲圖和 X、Y、Z 方向的變形雲圖,對分析結果進行處理,具體見表2。
表2 斜床身結構改進後靜力學分析結果
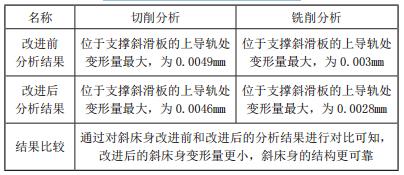
2.5 結構分析(xī)結果對比
通過對斜床身改進前和改進(jìn)後的分析結果進行(háng)對比可知,改進後的斜床身變形量(liàng)更小,斜床身的結構更可靠,具體見表 3。
表 3 斜床身結構分析結果對比表
3、 結論(lùn)
針對 MJ-520MC/Y 數控車銑複合加工中心的斜床身進行高(gāo)剛性設計分析,探討建立有利於仿真(zhēn)分析的(de)數字樣(yàng)機的方法;對斜床身數控車銑複合加工中心的受力情況進行分析,得出斜床(chuáng)身的載荷參數;運用有限元(yuán)方法對(duì)斜床身零件進行靜力學分析,得到斜床(chuáng)身靜態特性(xìng),探討外部靜力載荷對斜床身應力(lì)應變的影響;提(tí)出了斜床身(shēn)改進優化(huà)的基本思
路,並通過分析(xī)結果對斜床身進行結構(gòu)改進並進行分析對比,得知對斜床身改進的斜床身變形量更小,斜床身的結構更可靠。這為斜床身車銑複合加工中心的結構設計與改(gǎi)進提供技術支持。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2024年11月(yuè) 金(jīn)屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據(jù)
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數(shù)據