



1. Transflex柔(róu)性製(zhì)造係統
Transflex為我公司與瑞典MODIG公司合作開發設計的(de)一款新型的由多主軸加工中心構成的柔性製造係統。Transflex擁有完美的自(zì)適應能力,其(qí)將工作單元和輸送線融為一(yī)體,具(jù)有零換刀時間、多主(zhǔ)軸高速加工和配以直線電動機驅動(dòng)等優(yōu)勢。由於機床具有多進給軸、多(duō)動力主軸的聯動插補功能,因此能夠對汽(qì)車(chē)、航空等領域加工精度要求高、表麵(miàn)粗糙度質量(liàng)要求好、輪廓形狀複雜、多麵多(duō)孔的(de)零(líng)件,進行銑削、插(chā)補銑(xǐ)、鑽孔、鏜孔、銑螺紋及攻螺紋等多種工序的高效複合加工。Transflex在複合加(jiā)工方麵的卓越表現主要源自於以(yǐ)下核心技術。
(1)極高(gāo)的生產(chǎn)效率和適應性:由於使用了無換刀時間等技(jì)術,所以設備(bèi)運行中非加工時間被(bèi)有效地降低,從而實現了高生(shēng)產(chǎn)率。由於所有的主軸都有自己的刀(dāo)庫係統,所以每個主軸都可以滿足不同加工方(fāng)式的要求,實現了良好的適應(yīng)性。通過快速鎖緊定位裝置將夾具定位,降低了工件夾具的換位時間。
(2)無換刀時(shí)間(jiān):在另一根主軸(zhóu)運行的同時,設備在後台完成換刀。在進入加工位置之前,主軸已達到所要求的速度。基於此(cǐ)原則,主軸加速、減速和換刀
時間將從循環時間中扣除。
(3)優化的多主軸係統(tǒng):根據應用條件和客戶要(yào)求來確定(dìng)主軸(zhóu)的數量,最(zuì)多可以安裝10根主軸。針對所有(yǒu)主軸的(de)用(yòng)途,對其進行優化(huà)。主軸的加工範圍包括攻螺紋、鑽削、磨(mó)削、激(jī)光、銑削以及(jí)強力(lì)加工(gōng)等(děng)。
(4)無工(gōng)件重複夾緊:TransFlex 可以安裝最多10個臥(wò)式(shì)或者立式主軸,同時配以最(zuì)多可達5軸的工件定位係統,從而能(néng)夠(gòu)在大多數情況下,完成單個工件的多麵加(jiā)工。
(5)突出的動(dòng)態性能,配以直線電動機。TransFlex具有高(gāo)速度和高加(jiā)速(sù)度,通過在X、Y和Z向上使用直線電動機,能夠實現非常(cháng)高(gāo)的插補和定位公差。
(6)輔助時(shí)間短,設備可自動完成夾具的更(gèng)換,同時(shí)可(kě)以在數秒內完成主軸上的整個刀盤更換,還可根據生產要求來確(què)定(dìng)每個刀盤(pán)上的刀(dāo)具數量。
Transflex柔性製造係統機床整體(tǐ)外形和加工局部區域如圖1、圖2所示,主要適用於航空航天、軍(jun1)工及汽車等行業中小到中等規格的箱體類、殼體類及缸蓋類等零件的加工。

圖1 機床整體外形

圖2 機床局部加工區域
2. HOUSING零件加工方案以 MAGNA 公 司 L G 的HOUSING零(líng)件為例,將整個加工及工藝過程詳述如下。麥格納缸(gāng)殼規格為239mm×193mm×198mm,材(cái)料AlSi9Cu3,
加工部位有零件A基(jī)準麵、G麵、A '麵、G '麵和(hé)D麵,其三維示意如圖3所示。
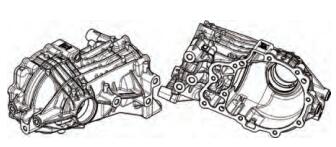
圖 3
工件以三(sān)等高基礎麵(X1、X 2、X 3)和兩錐孔(2個R 1)定位液壓夾緊,機床帶第四軸回轉,夾(jiá)具如圖4所示。
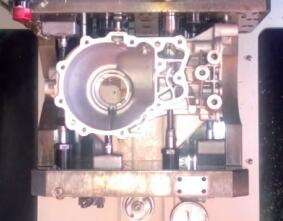
圖 4
主軸選擇及刀具分布如表1所示,8個獨立主軸單元(yuán)及其刀庫按照工藝最優化的原則被排列在加工區域的兩側。'加工部位及其工藝(yì)節拍如(rú)下:
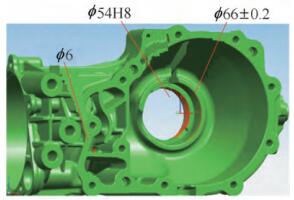
(1)A基準麵。加工工(gōng)步有銑平麵、鑽孔、鉸孔、鏜孔(kǒng)及攻(gōng)螺紋等,加工部位如圖5~圖7所(suǒ)示,機加節拍(pāi)如(rú)表2所示,得到A基準麵切削時間(jiān)為45.01s。
(2)G基準麵。加工工步有銑平麵、銑環槽、鑽孔、擴孔、鏜孔、背鏜及攻螺紋等,加工部(bù)位如圖8~圖(tú)10所示(shì),機加節拍如表3所示,得到G基準麵切削時間
為42.87s。
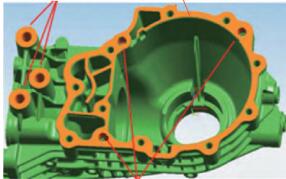
圖5
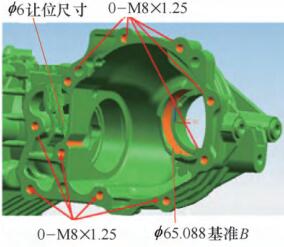
圖6
圖(tú)7

圖8
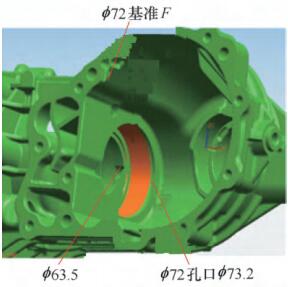
圖9
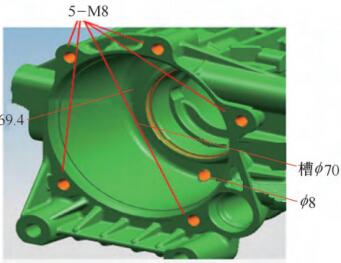
圖10
表(biǎo) 1

表 2
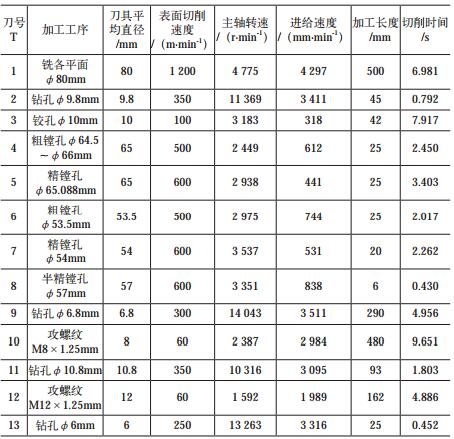
表 3

(3)A基準麵背麵——A′基準麵。加工工步有銑平麵、複合鑽孔及攻螺紋等(děng),加工部位如圖(tú)11所示(shì),機加(jiā)節拍如表4所示,得到A'基準(zhǔn)麵切削時間為11.93s。
(4)G 基準麵背(bèi)麵——G '基準(zhǔn)麵。加工工步有銑平麵、套車、鑽孔及攻螺紋等,加工部位如(rú)圖12所示,機加節拍如表5所(suǒ)示,得(dé)到G'基(jī)準麵切(qiē)削(xuē)時間為6.98s。
(5)D 基準(zhǔn)麵。加(jiā)工工步有銑平麵、套車、鑽孔(kǒng)及攻螺紋等,加工部位如圖13所示,機加節拍(pāi)如表6所示,得到D基準(zhǔn)麵切削時間為1.32s。
3. 零件加工時間分配及產(chǎn)能加工時,Transflex能實(shí)現快(kuài)速定(dìng)位,其主軸定位總時(shí)間是52.02s,裝卸工件時間是20s,切削時間是(shì)111.3s,則加(jiā)工總時間為183.28s。
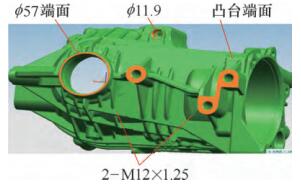
圖 11

圖 12
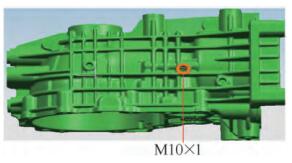
圖 13
表4
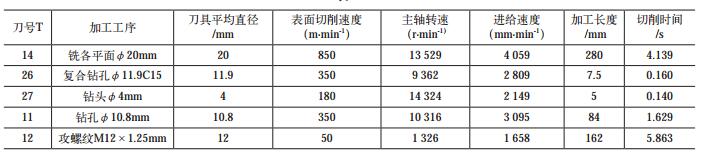
表5
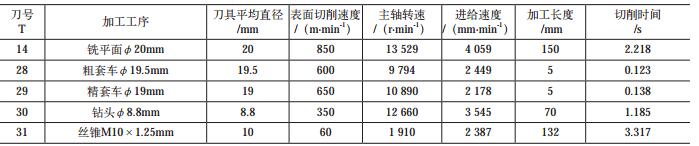
表6

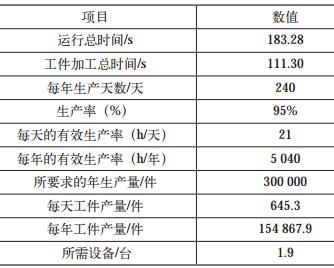
零件加工時間分配及產能(假定年產30萬件)分別(bié)如表7、表8所示。
表7 加工時間分配
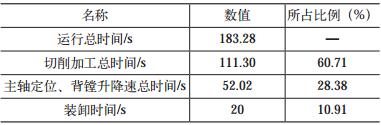
表8 年產能
4. 結語
綜上,2台Transflex設備即可完成年產30萬件的任務,而且工件隻需要一次裝夾,在多道工序加(jiā)工後的累(lèi)計誤差較(jiào)小,明顯提高了複雜工件的加工精度,減少了(le)機床的台數和(hé)占地麵積,簡化了物料(liào)流,縮短了整個工藝流程,降低了工藝局限對產品(pǐn)設計(jì)的製約。
如果您有機(jī)床行業、企業相(xiàng)關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年(nián)11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘(chéng)用(yòng)車(轎車)產量數據
- 機械加(jiā)工過程圖示
- 判斷一台加工中心精度(dù)的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多(duō)年,為何還是小作坊?
- 機(jī)械行業(yè)最(zuì)新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談(tán)點智造,多談點製造(zào)
- 現實麵前,國人(rén)沉默。製(zhì)造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車(chē)床鑽孔攻螺紋(wén)加工方(fāng)法及工裝(zhuāng)設計
- 傳統鑽削與(yǔ)螺旋銑(xǐ)孔(kǒng)加工工藝的區(qū)別