台精機")



摘(zhāi) 要: 進口二手加工(gōng)中心(xīn)在(zài)很大程度上解決了我國加工製造企(qǐ)業的技術難題,但也產生了一係列的安全、衛生及環保方麵的問題,不法分子將技術落(luò)後(hòu)的機電設備以新設備(bèi)的名義進口到我國,不僅給國內使用者帶來了(le)生命財產安全的威脅,更重要的是由(yóu)於關鍵部(bù)件的磨損,加工精度得(dé)不到(dào)保證,使得進口設備沒有達到預期的使用目的,本文研究一種(zhǒng)判定進口(kǒu)舊(jiù)加工中心定(dìng)位精度的方法,以便(biàn)於口岸執法人員快速有效(xiào)控製缺陷設(shè)備進口。
關(guān)鍵詞(cí): 加工中心; 定位精度
加工中心定位精度是機床(chuáng)的(de)運動部件在數控係統控製(zhì)下運動所能達到的(de)位(wèi)置(zhì)精度,是數控機床有(yǒu)別於其他普通機床的一項重要精度。一般來講,就是指機(jī)床把刀具的刀尖定(dìng)位到程序中(zhōng)目標點的準確程度。機床定位精度是其實際位置的一致程(chéng)度,大小用誤差表示,包括機械傳動誤差和控製係統誤差。隨著我國汽(qì)車及零配(pèi)件、船舶製造、石化(huà)鋼鐵、地鐵工程設備等行業的突飛(fēi)猛進,對精密加工零件的需(xū)求也持續上升,由於我國國產加工(gōng)中心生產(chǎn)製造技術條件(jiàn)還達不到國際(jì)領先水平,因此加工中心的進口數量也(yě)在(zài)逐年遞增,僅 2014 年廣東(dōng)地區進口數量就高達 1. 2 萬台( 套) 。
目前在口岸執法監管過程中,對進口二手加工中心的定位精度的評價工作基本(běn)處於空白階段,執法人員隻能依靠經驗,采用目視化檢查的方法,對設備的導軌、主軸、電機等關鍵部件的磨損(sǔn)情(qíng)況進行判(pàn)斷,以此作為定位精度評價的依據,目(mù)前的檢驗評(píng)價工作存在以下問題: ①缺乏有效的設備來檢測精度情況; ②國家及行業標準中(zhōng)也沒有對加工中心定位精(jīng)度評價的相關方法(fǎ),檢驗評價工作缺乏技術依據指導; ③評價人(rén)員能力及技術手(shǒu)段(duàn)參差不齊(qí),造成評價結果的差異性,深層(céng)次(cì)的技術缺陷沒有辦法進行發掘。因此,研究一種適合口岸執(zhí)法監管需要的定位(wèi)精度判定方法(fǎ),對口岸把(bǎ)關、控製進口設備質量具有現實的意義。
1 、定位精度檢測方法
1. 1 常(cháng)用方法
在進行加工中心定位精度(dù)檢測時,按(àn)照檢測設備的結(jié)構特點和工作(zuò)原理,可以(yǐ)把檢測方法分為兩類: 第一類是接觸(chù)式誤差測量(liàng)方法,主要有一維球列法、球柄儀法( DBB) 等。經過誤差參數辨識後,這類檢測方法可以直接測量各(gè)個誤差元,測量(liàng)精度高,操作簡便,設備本低,但(dàn)該類方法在測量時,由於檢測設備與機床相(xiàng)接觸,在檢(jiǎn)測(cè)過程(chéng)中帶入了接(jiē)觸(chù)變形和(hé)磨損等誤差(chà)。第二類(lèi)是非接觸式誤差測量(liàng)方法,主要有正交光柵檢測及分離法、激光幹涉測量(liàng)法等。這類檢測方(fāng)法測量精度高,實時性強,檢測速度快,操作界麵友好,軟件處理係統功能強大,但檢測的周期相對較長(zhǎng)。本文選用(yòng)激光幹涉測量法來開展針對加工中心的定(dìng)位精度檢測。
1. 2 激光幹涉儀測量原理和方法
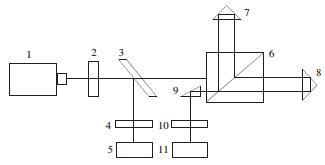
圖 1 激光幹涉測量原理圖
1—激光(guāng)器(qì); 2—λ /4 片; 3—分光器; 4,10—檢偏器; 5,11—接受器;6—偏振分光器; 7,8—反射鏡; 9—棱鏡
用激光幹涉儀測量加工中心定位精度是目前國際上通用(yòng)的做法。激(jī)光幹涉(shè)儀測量係統通常(cháng)包括: 空氣傳感器、溫(wēn)度傳感器、激光頭(tóu)、遙控裝置、計算機、顯示器及圖
形繪製儀器等(děng),配以專用測量軟件,可以實現圖形顯示等功能。其測量原理如圖 1 所示。
將 He - Ne 激光器 1 置於永久磁場中,由於塞曼效應使激(jī)光原子(zǐ)譜線分裂為旋轉方向(xiàng)相反的左右圓(yuán)偏振光。設兩束光振幅相同,頻率分別為 f1 和 f2 ( f1 和 f2 相差很小) 。左右圓偏振光經 λ /4 片 2 後變成振(zhèn)動方向相互垂直的線偏振光。分光器 3 將(jiāng)一部分光束(shù)反射,經(jīng)檢偏器 4 形成 f1、f2 拍頻信號,由接收器 5 接收(shōu)為參考信
號; 另一部分光束通過(guò)分光器 3 進入偏振分光器 6,其中平行於分光麵(miàn)的頻率(lǜ)為(wéi) f2 的線偏(piān)振光完全通過分(fèn)光器 6到達可動反射鏡 8,可動反射鏡 8 以速度 v 移動時,由於多普勒效(xiào)應產生差頻 Δf,這時 f2 變成 f' = f2 + Δf; 而垂直於分光麵的頻率為 f1 的(de)線偏振光完全發射到固定(dìng)反射鏡 7。從反射鏡 7 和 8 發射回來的兩束光到偏振分光器6 的分光麵會合,再經(jīng)轉向棱鏡 9、偏(piān)振器 10,由(yóu)接收器11 接收(shōu)為(wéi)測(cè)量信號,測量信號與參考(kǎo)信號的差值即為多普勒(lè)頻(pín)率差 Δf。計數器在時間 t 內計取頻率為 Δf 的脈(mò)衝數 N 相當於在 t 區間內(nèi)對 f 積分,即:
N = fΔfdt; Δf = 2( v × c) /f
而 v = ( dt) /( dl) ; f = c /λ; 則(zé) N = ( 2 /λ) ∫ dl = 2l /λ
故測量距離為: l = ( Nλ) /2
式中: N—累計脈衝數; λ—激光波長; c—光速。
因此,當移動可動反射鏡 8 時,可通(tōng)過累計脈(mò)衝數得到(dào)測量(liàng)距離。當把測量距離與數控機(jī)床上的光柵尺讀數相減時,即可得到數控機床的定位誤差。
激光幹涉儀(yí)檢測定位精度方法如下:
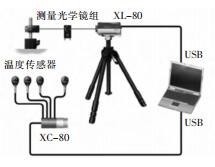
圖 2 激光幹涉儀(yí)測量方式
(1) 安裝雙頻激光幹涉儀;
( 2) 在需要測量的(de)機床坐標軸方向上安裝光(guāng)學測量裝置;
( 3) 調整激光頭,使測量軸線與機床移動(dòng)軸線共線(xiàn)或平行,即(jí)將光路預調準直;
( 4) 待激(jī)光預熱後輸入測量參數;
( 5) 按規定的測量程序運動機床進行測量;
(6) 數據處理及結果輸出。
本文采用雷尼紹公(gōng)司 XL80 激光幹涉儀開展定位(wèi)精度測量,測量方式如(rú)圖 2 所示。
2、 測量情(qíng)況
本文測量對象為某企業進口(kǒu)二手美(měi)國哈斯牌 VF -3SS 型立式加工中心,為(wéi)方便測量及統計,選取加(jiā)工中心X 軸為研究對象,該類型加工中心(xīn) X 軸主要參數如下:行程 1016mm,工 作 台(tái) 長 度 1219mm,主 軸 最 大 轉 速12000rpm,X 軸快速移動速度 35. 6m /min,最大切削速度21. 2m /min。在測(cè)量過程中(zhōng),檢(jiǎn)測裝置中的可移動反射鏡安裝在工作台的工件位置上,而幹涉鏡(jìng)安裝在刀具的安裝位置處,其他的棱鏡和激光頭組件則(zé)固定於加工中心外部,以避免(miǎn)機(jī)床的(de)振動對測量結果(guǒ)產生(shēng)影響。加工中心的床鞍處(chù)於靜止(zhǐ)狀態,滑體則在(zài)伺(sì)服電機和絲杆的驅動下沿 X 軸(zhóu)導軌移動,這樣的測(cè)量方案可以準確(què)的獲(huò)得近似於加工時刀具的刀尖部位沿 X 軸(zhóu)的定位精度。需要注意的是測量精度會受到周圍環境條件的影響,特別是氣(qì)溫、氣壓和相對濕度。因此一般需要經由環境補償單元手動或自(zì)動輸入這些參(cān)數並(bìng)由 PC10 /PCM10 軟件進行補償。
表 1 定(dìng)位精度測量結果
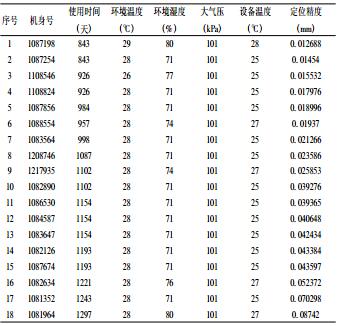
測量(liàng)中先由操作人員根據需要編(biān)製好采(cǎi)樣程序,然後整個係統按照該程序自動運行。1000mm 的 X 軸行程中每間(jiān)隔約 50mm 或 100mm 取一個目(mù)標點,可動反射鏡沿 X 軸依次到達各目標點,並在該點停留幾秒,等待係統穩定和測(cè)量(liàng)結果輸出後再移動至下一目標點。各目標點(diǎn)分別正向和反(fǎn)向 5 次采集測量(liàng)數據。獲得的測量數據由測量係統自動計算(suàn)出重複定位精度、定位(wèi)精度和反向偏差,並直觀的給出定位精度的(de)曲線(xiàn)。本文共選取 18 台加工中心進行測量,測量結果如表 1 所示。
將測量(liàng)結果中的定位精度值按升序排列後的變(biàn)化趨勢如圖 3 所示,而使用時(shí)間的變化趨勢則(zé)如(rú)圖4 所示,可見設備使用時間越長,其定位精度越大,即加工誤差越大。
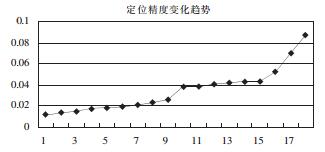
圖3 定位精度變化趨勢(shì)
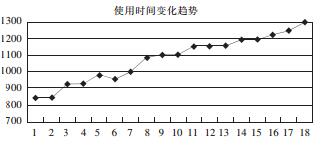
圖4 使用時間(jiān)變化趨勢
在口岸(àn)現場查驗過(guò)程中(zhōng),執法人員往往不具備定位精度檢測手段及設備,因此可以(yǐ)利(lì)用上述設備(bèi)使用時間與定位精度的關(guān)係,運用插值(zhí)法或其(qí)他計算方法,預先大致(zhì)計算出定位精度值,再通過對比(bǐ)加工零件的效果以及使用情況(kuàng),判定該設備是否存在虛報使(shǐ)用時間,以次充好,以舊頂新的行(háng)為。
3 、結束語
影響加工中心精度(dù)的因(yīn)素有很多,通過上述工作得出如下結論: 在影響加工中心定(dìng)位(wèi)精度的眾多因素中,設備(bèi)使用時間(jiān)與(yǔ)機床定位精度之間具有直接的聯係,而且也是導致定位精度超差的最主要因素。通過(guò)及時發現進口二手加工中心定位精度方麵的缺陷並及時加以調整,從而保證設備能夠在企業生產中發揮(huī)應有的作用。
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能(néng)源汽(qì)車銷量情況
- 2024年10月 新(xīn)能源汽車產量(liàng)數據
- 2024年10月 軸承出口(kǒu)情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
- 機械加工(gōng)過程圖(tú)示
- 判斷一台加工中心(xīn)精度的幾種辦法(fǎ)
- 中(zhōng)走絲線切割機床的發展趨勢
- 國產(chǎn)數控係統和(hé)數控機床何去何從?
- 中國的技術工人都去哪裏了(le)?
- 機(jī)械老(lǎo)板做了十多年,為何還是小作坊?
- 機械行(háng)業最新自殺性營銷,害人害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多談(tán)點製造(zào)
- 現實麵(miàn)前,國人沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加工刀具補償(cháng)功(gōng)能
- 車床鑽孔攻螺紋加(jiā)工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔(kǒng)加工工藝的區別(bié)