台精機(jī)")



【摘 要】 德國(guó)馬豪公司生產的MH600C加工中心因長期使用(yòng),液壓係(xì)統泄漏,壓力不足;壓力保不住壓(yā),導致液(yè)壓泵頻繁啟動打壓;更換刀具時夾持有(yǒu)異常(cháng),自動換(huàn)刀功(gōng)能喪失。經修理改造,設備恢複正常使(shǐ)用。
【關鍵(jiàn)詞】 加工中心;蓄能器;自動換刀(dāo)
1 、設備(bèi)基本現(xiàn)狀
我公(gōng)司機加分廠加工中心,型(xíng)號 MH600C,設備出廠編號:661872,廠內編號:3402001,為德國馬豪公司 1993 年生產的設備。
該設備因長期使用,出現以下故障:
(1)液壓係統泄漏,壓力不足。
(2)壓力保不住壓,導致液壓泵頻繁啟動打壓。
(3)更換刀具時夾持有異常(cháng),自(zì)動換刀功(gōng)能不正常(cháng)。
2 、故障原因分析及措施
(1)工作台加緊液壓缸體磨損、密封圈損壞缸體泄露、液壓閥泄露,導致係統壓力不足;準備檢修缸體及液壓閥,更換密封圈。
(2)蓄(xù)能器壓力(lì)不(bú)夠,保不住壓,檢修蓄能器。
(3)自動換刀部分部件損壞(huài),功能喪失(shī)。因設備已停產,無法(fǎ)購買,隻能製作備件進行更換。
3 、修理改造方案
3.1 液(yè)壓部分解決(jué)方(fāng)案
3.1.1 液壓係(xì)統結構原理
如圖,開機後,液壓泵開(kāi)始向係統在(zài)數秒時間內供油,建立(lì)所要求的工作壓力。工作中,若壓力低於30bar,壓力開關使機床停機。液壓係統正常工作壓力在110bar至130bar之間,如運行中係統工作壓力低於110bar,壓力開關會使油泵開啟,重新加壓。高於130bar就靠溢流閥來調(diào)節(jiē)液壓係統的壓(yā)力,液壓油從溢流閥流回油箱,保持正常工作壓力。另一方麵溢流閥上的安全閥將係統安(ān)全(quán)壓力設定為140bar,以保護(hù)和防止過載。蓄能器的作用起保壓作(zuò)用(yòng),儲蓄液(yè)壓(yā)油,在夾頭持續加緊(jǐn)時,常用它提(tí)高使用效(xiào)率,即油泵工作時,液壓油進入蓄能器儲存起來,當達到加緊壓力使(shǐ)刀具加緊後,液壓泵可停止工作,靠蓄能(néng)器補償漏油保持壓力。
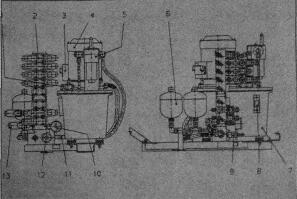
1.加油口蓋及過濾網;2.電磁閥塊集(jí)成;3.電器連(lián)接;4.電機-泵單元(yuán);5.回油過濾器;6.蓄能器;7. 液壓泵;8.油位顯示帶溫度計;9.壓力開關(guān);10.壓(yā)力表;11.泄油堵頭(tóu);12. 溢(yì)流閥(安全閥);13.壓力控製單(dān)元
3.1.2 液壓係統清洗及(jí)換油
為確保液壓係(xì)統(tǒng)工作正常,首先必須對管道、流道(dào)等進行循環清洗。液壓裝置經過長期工作後,油液劣化(huà)、橡膠落渣、金屬磨耗物等雜質影響係統正常工作。清洗(xǐ)過程中要經(jīng)常輕(qīng)輕(qīng)地敲擊管(guǎn)子,這樣可收到除去水(shuǐ)鏽和塵(chén)埃的(de)效(xiào)果。清洗20min後要拆卸濾油器,檢查汙(wū)染物的情況,並把濾網清洗幹(gàn)淨。然後,再次進行清洗,反複多次(cì),直至清洗到使濾油器上無大量的汙染物出現為止。清洗時(shí)間的長短應(yīng)根據係統的複雜(zá)程度、油液的汙染程(chéng)度和過濾要求等因素來確定。按設備使(shǐ)用說明書上規定的油(yóu)品牌號加油(yóu),加油必須過濾,注意(yì)清潔。
3.1.3 油缸及部(bù)件檢修
檢查修理工作台加緊(jǐn)油缸,更換密封(fēng)圈,擰緊閥蓋及管接頭,消除泄露。
3.1.4 溢流閥修理改造(zào)
溢流閥存在故(gù)障,泄露嚴重,長時間不斷卸荷,引起油溫上升較快,修(xiū)理方案:
(1)研磨閥體孔,根據修(xiū)複後尺(chǐ)寸重做滑閥,使各(gè)項精(jīng)度(dù)達到要求(qiú)。
(2)更換(huàn)調壓彈簧。
(3)調壓後應緊固鎖緊螺母。
(4)研磨閥座孔,將封(fēng)油麵圓度誤(wù)差(chà)控製在0.005~0.01mm,表麵粗糙度值Ra≤0.8μm。修磨錐(zhuī)閥,其表麵粗(cū)糙度值Ra應達到0.4μm。
3.2 檢修蓄能器,徹底解決故障
該蓄能器(也叫儲能罐)為德國產品,正常工作(zuò)壓力不低(dī)於80MPa。因係統保不住壓,判斷蓄能器故障為氮氣不足,需要對其充氮氣。但其(qí)結構與國內產品不一致,無專用充氣裝置。蓄能器(qì)上端進氣閥門鎖緊外螺(luó)紋為(wéi)M28×1.5,國內充氣管(guǎn)進氣接口內螺紋隻有M14×1.5,無法對接(jiē)。其二,國內充氣裝置為頂杆(gǎn)結構,而此蓄能器進氣結(jié)構為內六方螺(luó)杆旋(xuán)動閥門加放氣方式。經認真研究和反複試驗,我(wǒ)們對國(guó)產加氣裝置進(jìn)行(háng)了改裝,製作轉換(huàn)套,轉換套一頭為內螺紋 M28×1.5,一頭為外螺紋M14×1.5。製作內六(liù)方(fāng)扳手,內六方(fāng)扳(bān)手六方尺寸與蓄能器放氣閥內(nèi)六方孔一致,一頭為3×3四方能與充氣管旋鈕內頂針相連。增加防漏墊圈(quān),將頂杆結構改裝為(wéi)旋轉結構。
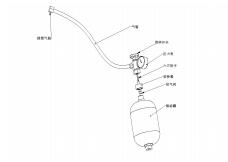
將轉(zhuǎn)換套連接到(dào)蓄能器上,內置尼龍墊片,擰緊不漏氣;將六方扳手一頭與充氣裝置(zhì)旋鈕內頂杆連接(jiē)插入轉換套孔內,另一頭與放氣閥(fá)內六方孔連接,充氣裝置與轉換套上部連接緊固。旋動充氣裝置旋鈕,即可打開蓄能器放氣閥,給其(qí)充(chōng)放氣。
將充氣裝置另一端與氮氣瓶(píng)連接,旋開氮氣瓶閥充氣,當壓力表上顯示的氮氣壓力超過80MPa後(hòu),即可用。
蓄能器壓力達標後,再逆(nì)時針旋轉充氣裝(zhuāng)置旋轉(zhuǎn)開關並用力擰(nǐng)緊,即可(kě)關閉蓄能(néng)器的(de)進氣閥。最後拆下充氣裝置及轉(zhuǎn)換套等,蓄能器(qì)修複完成,解決了蓄能器充氣問題,效果良好。
3.3 機械部分自動換刀故障修理(lǐ)
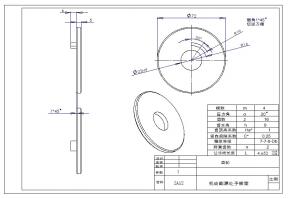
換(huàn)刀機構故障,傳動齒輪損壞。該傳動齒輪為尼龍壓鑄成型,長(zhǎng)時間運行後,疲勞斷齒(chǐ)。
故障處理:鑒於工藝的限製,改用鋁製(zhì)齒(chǐ)輪代替原有齒輪,測量計算各數據,用線切割機加工成型,如下圖:
4、 結束語
通過改造方案的實施,徹(chè)底解決了設備現有存在的故(gù)障,消除了液壓係統的泄漏,壓力不足,更換刀具時夾持不緊,自動換刀功能喪失等故障;使設備恢複使用功能,達到完好水平,投入生產使用,滿足生產工藝要求(qiú)。
如果您有機床行業、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")
")
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用(yòng)車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源(yuán)汽車銷量(liàng)情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源(yuán)汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數(shù)據