台(tái)精機")



摘要:以某4 缸鑄鐵缸體的加工為例,介紹了缸(gāng)體加工曲軸孔的常見工藝和設備(bèi),通過解(jiě)決缸體線曲(qǔ)軸孔(kǒng)加工能力低的問題,分析了缸體曲軸孔加工中的常見問題和關鍵加工(gōng)參數,為(wéi)缸體(tǐ)曲軸孔的加工提供(gòng)參考經驗。
關(guān)鍵詞(cí):缸體;曲軸孔;加工中心;工藝;位置(zhì)度
發動機缸體屬於典型的多麵多孔的箱體類(lèi)零(líng)件,主要加工特(tè)征是平麵(miàn)和(hé)孔係,加工工藝複雜。曲軸孔為缸體上的重要孔係。曲軸的高速運轉對(duì)曲軸孔的(de)加工提出了較高的要求,其表麵粗(cū)糙度低,尺寸精度高,形狀精度和位置精度高,曲軸孔的加工質量直接(jiē)影(yǐng)響發動機的性能。本(běn)文主要為提升曲軸孔位置度加工能力提供一(yī)些(xiē)解決思路。
1 、曲軸孔加工工藝和設備
加工中心采用德國EXCEL 設備,設備型號XS211(B-AXIS,HSK63,FanucCNC 係統),設備主(zhǔ)軸圖見圖1。
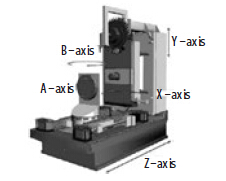
圖1 機床結構示意(yì)圖
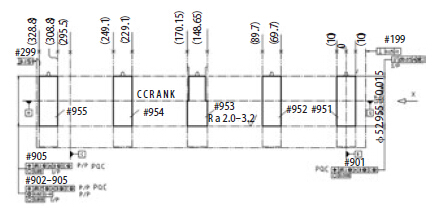
圖2 曲軸孔加工要求圖
曲軸孔加工要求見(jiàn)圖2,加工孔有5 個(gè),圖示#951(同901),952(同902),953(同903),954(同904),955(同905)孔,加工要求包括:直徑、位置度(dù)、同軸度、圓度、粗糙度等(děng)。
曲軸孔加工工藝為:粗鏜曲軸孔半圓→粗銑軸承蓋接合(hé)麵→加(jiā)工軸承蓋安裝孔→精銑軸承蓋接合麵,機床自帶測量(liàng)係統100%測量(liàng)並進行(háng)自動(dòng)補償→清洗零件→安裝軸承蓋→精鏜曲軸孔→鉸珩曲軸孔,設備自帶(dài)測量係統(tǒng)對直徑100%測量(liàng)→清洗→拆出軸承蓋→裝軸瓦及止推片→裝曲軸→安裝軸承蓋→回轉力矩測(cè)量。而精鏜和鉸珩曲軸(zhóu)孔是(shì)曲軸孔加工中的重點和(hé)難點,本文(wén)著重分析提高本工(gōng)位加工中曲軸孔位置(zhì)度的能力問題。
下圖3 中1 為缸體,
2 為軸承蓋,3 為軸承蓋安裝螺栓,軸承蓋(gài)安裝後形成完整的曲軸孔。
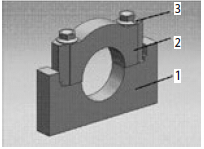
圖3 曲軸孔結構示意圖
2 、曲軸孔刀具(jù)切削(xuē)過程
首先,T16001 加工#955,#954 檔,然後(hòu)T16002加工#953,#952,#951 檔。加工時,首先加(jiā)工出一二擋孔,用(yòng)此(cǐ)兩孔做為長刀的支撐導向(xiàng)孔,以長刀保證加工的(de)穩定和各孔間的同(tóng)軸度。加工後麵三孔時,用加工好的前兩擋(dǎng)孔作為長刀體上導向條的支(zhī)撐孔,刀具旋轉時,切削液會在導向條與已加工孔之間形成一(yī)層油膜,對(duì)刀體起(qǐ)到(dào)支撐作用,從而保證切削穩定。通過刀具自定位的方法,解(jiě)決了刀具剛性不足的問題,同時也以此保證了各擋孔之間的同軸度。
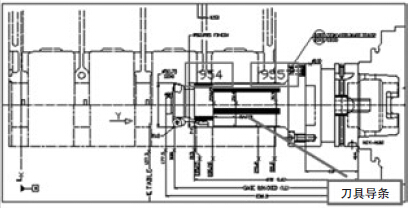
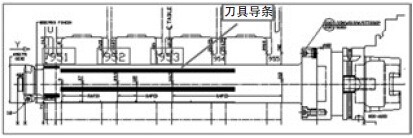
圖4 加工示(shì)意圖
3、 曲(qǔ)軸孔(kǒng)加工中能力低問(wèn)題描述
2012 年至今(jīn),缸體OP160 曲軸孔位置度能力持續小於0.8,見圖5 能(néng)力曲線圖,目(mù)標要求0.8。

圖5 能力曲線圖
4、 曲軸孔加工中能力低問題原因分析(xī)
針對曲軸孔位置度加工能力不達標問題,從人、機、料、法、環、測進行了問題定義樹分析,如下圖6所示。
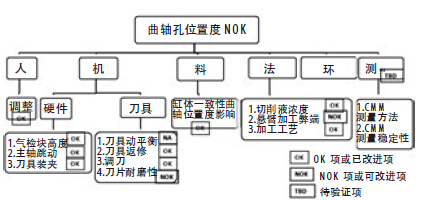
圖6 問題定義(yì)樹
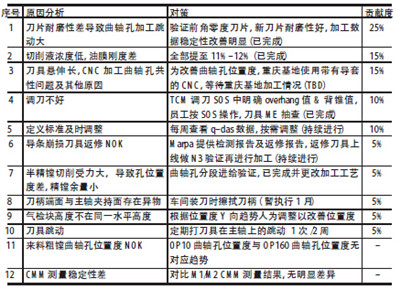
針對問題定義樹,原因(yīn)分析如表1 所示。
表1 原(yuán)因分析表
5 、曲軸孔(kǒng)加工中能力低問題要因確認
要因確認一: 切削液濃度低。提高缸體線OP160B 切(qiē)削液濃度至11~12%,圖7 數據對比如下:
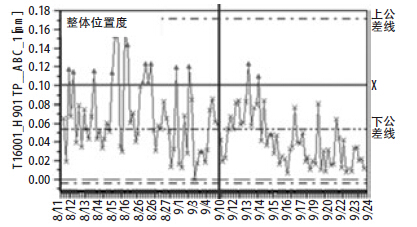
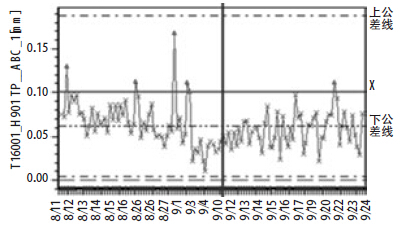
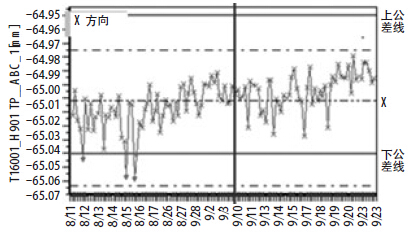
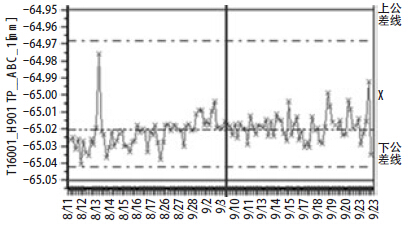
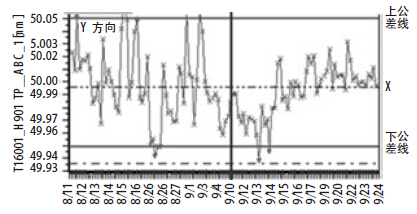
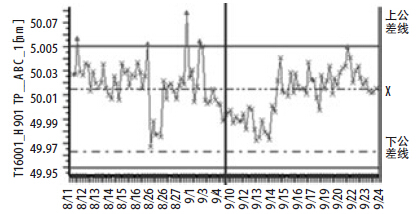
圖7 數據對比圖
#955 距離主軸較近,為短刀(dāo)加工(gōng),Y 方向較調整(zhěng)之前更加穩定,中(zhōng)間有偏離(lí)中值現象,後(hòu)續需及時(shí)調整,X 方向穩定;#951 距離主軸較遠(yuǎn),為長(zhǎng)刀加工,Y方向數據波幅較(jiào)之前有所(suǒ)改善,X 方向(xiàng)穩定。要因確認二:刀片耐磨(mó)性差。批量切件驗證(zhèng)前角零度刀片,單方向數據穩定,能(néng)力值改善明顯,見圖8。
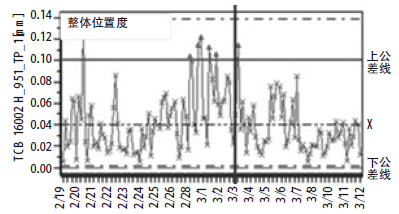
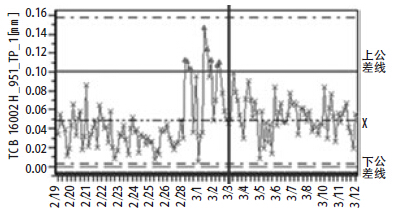
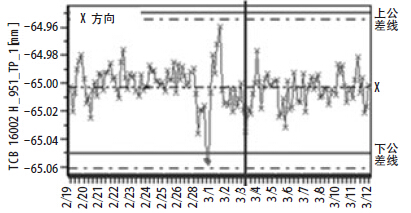
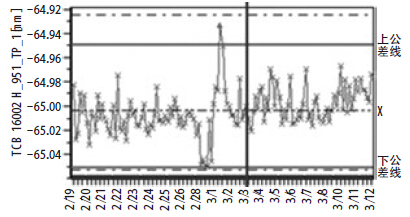
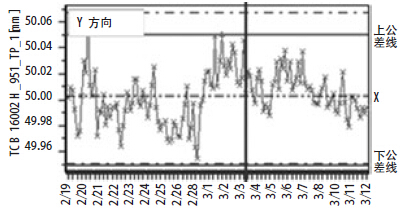
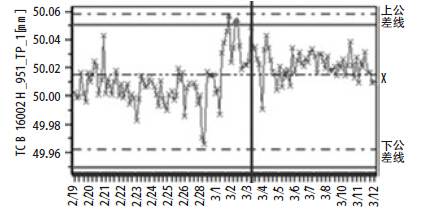
圖8 數據對比圖
經過客觀(guān)驗證,我們確定了兩(liǎng)個要因:
(1)切削液濃度(dù)低,油膜(mó)剛度差;
(2)刀片耐磨性差導致曲軸孔(kǒng)加工跳動大。
6 、曲軸孔加工中能力低問題對策
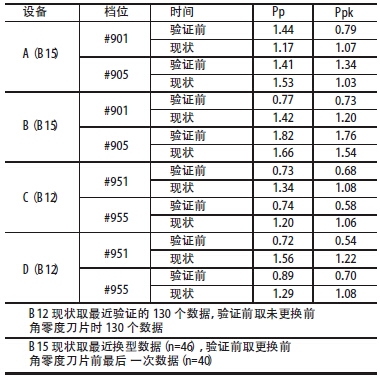
對策實施一(yī):提高切削液(yè)濃度(dù)。設備濃度檢測數據如下(驗證值(zhí)為11%~12%),數據(jù)如下圖8。更改切削(xuē)液濃度至今(jīn),能力數據前後對比如表(biǎo)2 所(suǒ)示。
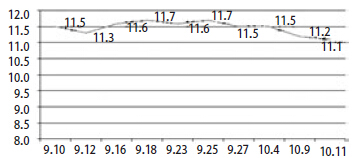
圖9 濃度檢測數據圖
表2 能力數據對比圖
結論:更改切削液濃度後(hòu),1、5 檔整(zhěng)體位置度及單(dān)方(fāng)向位置度能力值均不同程度改善。
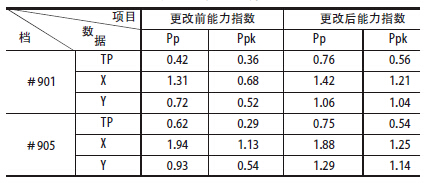
對策實施二:使用耐磨性好的刀片(piàn)。全部切(qiē)換前角零度刀(dāo)片,能力(lì)改善明顯,數據對比如下表3所(suǒ)示。
結論:前(qián)角零度刀(dāo)片(精)耐(nài)磨性優於原刀片,對能力指數提升貢獻較大。
表3 更改刀片後能力數據對比圖
7 、結束(shù)語
經過上述改進,曲軸孔位置度已經滿足大批量生產的要求,但加工工藝的優化還有很(hěn)大的空間,特別是為(wéi)改善曲軸(zhóu)孔位置度,對於帶有導套(tào)的加工刀具引入還有待進一步的關注。
曲軸孔是缸體中的關鍵加工部位,需要保證(zhèng)曲(qǔ)軸孔的各項加工(gōng)精度。上述依(yī)據(jù)是企業現(xiàn)場加工經驗以及問題解決,具有指導加工的實際應用價值。對缸體柔性生(shēng)產線上各關鍵部位的加工,需要綜合考慮加(jiā)工工(gōng)藝、刀具技術(shù)和加工設備,采用(yòng)先進高效的工藝方法,以提高加工精度和加工效率。
如果您有機床(chuáng)行業、企業(yè)相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地(dì)區金屬切削機床產量(liàng)數據
- 2024年11月 軸(zhóu)承出口情況(kuàng)
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量(liàng)情況
- 2024年10月(yuè) 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月(yuè) 金(jīn)屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型(xíng)乘用(yòng)車(轎車(chē))產量數據