



異型深孔內腔曲麵加工裝置的分析與(yǔ)研究
2016-8-18 來源(yuán):中北大學機電工程學院 北方通用(yòng)動力集 作(zuò)者(zhě):張保平(píng) 關世(shì)璽 鄭福(fú)祥 郭巨(jù)壽(shòu)
摘要(yào):為了解決現代深孔加工技術領域中具有複雜內腔曲麵的異型深孔零件難以加工的問題,以連鑄結晶器(qì)內(nèi)腔曲麵為例,針對複雜內腔曲麵的加工工藝進行了深入研究,並創新設計與研製開發了一套用(yòng)於(yú)異型深孔內腔曲麵機械加工的裝置。利用ANSYS Workbench對裝置進行了振動特性分(fèn)析,得到了其固有頻率和關鍵件的變形頻響函數曲線,保證裝置在遠離可能發生共(gòng)振(zhèn)區域的頻率內穩定運行。該裝置彌補了(le)國(guó)內外(wài)在異型深孔加工(gōng)領域中的不足,具有推廣應用價(jià)值。
關鍵詞:異型深孔;內腔曲麵;加工工藝(yì)
O、 引言
結晶器是鋼鐵行業大(dà)型連鑄機的重要關鍵(jiàn)部件,影響(xiǎng)著連鑄機的生產率,因而被喻為連鑄(zhù)機的心髒⋯。目(mù)前,大型連鑄機大都采用國外引進技術,但(dàn)結晶器屬於消耗品(pǐn)且消耗量大,進口價格相對昂貴,連同連鑄機全部依靠進口不太經濟。方坯(pī)結晶器具有著複雜(zá)的內腔曲麵,對已使用過的結晶器(qì)進行修複,其使用壽命並不低於新結晶器,因此我們力求做到(dào)更好(hǎo)的修複結晶器。目前國外主(zhǔ)要是對結晶器銅板(bǎn)材(cái)料及鍍層進(jìn)行深人研究,在結晶器修複方麵已經采用了較為先進的冷氣動(dòng)力噴塗修複技術【2j。國(guó)內多數企業采用的修複加工方法主要是機械切削擠壓成型(xíng)加工法和罐(guàn)內爆炸成型修複技術口引,但這些(xiē)技(jì)術對於生產裝(zhuāng)置的要求都過高,實用(yòng)性差,造成企業生產成本升高,製(zhì)約了企業的經濟效益和技術進步(bù)。
隨(suí)著(zhe)鋼鐵企業(yè)生(shēng)產能力的不(bú)斷擴大,結晶器的需求量會越來越大,因此需要一種(zhǒng)全新的用(yòng)於複雜內腔曲麵的專用工藝方法和裝置來取代現有(yǒu)的工藝方法,以修(xiū)複結晶器銅管,延長使用壽命,提高生產(chǎn)率,降低生產成本具有(yǒu)十分重要的(de)意義(yì)‘61。
1、零件(jiàn)結構分析
如圖1所示為內(nèi)腔為弧形的方坯結晶器結構(gòu)簡圖。B。一日。截麵為進口,B:一曰:截(jié)麵為出口。該結(jié)晶器的(de)工藝性特點為:①弧(hú)形軌跡:從圖1中可以看出方坯結晶器具有兩個弧形內腔曲麵,其半徑(jìng)為8000mm;即任一橫截麵為一連續的曲線,任一縱截麵由(yóu)直線(xiàn)構(gòu)成(chéng);②異型深孔:該(gāi)結晶(jīng)器為(wéi)帶(dài)有雙錐(zhuī)度的異型深孔,圖1中所示兩個曲麵為連續錐度曲麵,另外(wài)兩個為連續錐度的直(zhí)麵,即進口至出口的錐度由大到小變化;③方形(非(fēi)圓形(xíng)):圖中方坯結晶(jīng)器任一縱截麵為一正方(fāng)形,其中進口尺寸為(wéi)165×165mm,出口尺寸(cùn)為164×164mm。結晶器銅管總長£為900mm,壁厚K為15mm.
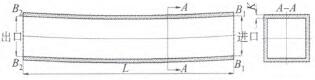
圖1 方坯結晶器的結構(gòu)示意圖
2、機械加工工(gōng)藝研究
方坯結晶器大多采用純銅或銅合金的(de)材質,對於圖l所示內腔為弧形且帶(dài)錐(zhuī)度(dù)的方坯結晶器,其加工(gōng)技術是最大的瓶頸,通常很難采用普通機床和常規工藝(yì)方法(fǎ)來加工071。考慮到方坯結晶器的內腔結構和(hé)通道線形特點,在具體加工曲麵、錐麵等異型曲麵時,采用仿(fǎng)形靠模銑削加工原理,實現對截麵為方(fāng)形,軌跡為任意(yì)曲線的結晶器銅管內截麵(miàn)的高效加(jiā)工。
仿形靠模銑削加工是以(yǐ)仿形(xíng)靠模作為二類工具(jù)來進行加工的舊J。仿形加工屬於相(xiàng)切(qiē)法的成型運動,銑(xǐ)削刀具采用立式麵銑刀和立式(shì)圓柱銑刀,以左右弧形導軌為仿形靠模分八次走刀(dāo)完成方坯結晶器(qì)各個麵的加工。其中立式(shì)麵銑刀用來加工結晶器四個麵中的上下兩個平麵,分四次走刀實現上左麵l、上右麵2、下左麵3、下右麵4四種軌(guǐ)跡麵(miàn)的加工;立式圓柱銑刀用來加工結晶器四個(gè)麵(miàn)中的左右兩個曲(qǔ)麵,分四次走刀(dāo)完成左上麵5、左下麵6、右上(shàng)麵(miàn)7、右下麵8四種(zhǒng)軌跡麵的加工。其加工麵示意圖如圖2所示。
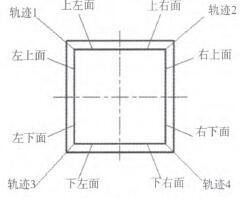
圖2 加工麵(miàn)示意圖
3、異型深孔內腔曲麵加工裝(zhuāng)置的開發設計
3.1異型深孔內腔曲麵加工裝置結構
根據上述結晶器銅管的機械加工工藝,所創新設計及研製開發的異型深孔內腔曲麵(miàn)加工裝置必須(xū)有以下要求(qiú):①符合零件的加工要求,符合金屬切削機床的基本結構和原理;②具有異型深(shēn)孔加工機床特性;③可加工零件截麵(miàn)尺寸在200mm×200mm以(yǐ)上,深度1000mm一1500mm;④銑削加工後工件尺寸精度(dù)達到H9以(yǐ)上,表麵粗糙度達(dá)到舶3.2以下。因此,開發設計了圖3所示的異型深(shēn)孔(kǒng)內腔曲麵加工裝置,具有以(yǐ)下特點:
①導軌為弧形導軌,且弧度與被加工零件左右兩側曲麵的弧度(dù)相同,起到靠模的作用。
②導軌的安裝(zhuāng)形式為兩端固定的簡支梁形式,且可自由調整(zhěng)位置。
③適用(yòng)於截麵為方形(xíng)、軌(guǐ)跡為任意曲線的異型深孔內表麵的銑削加工。
④整套裝置結構簡單,易加工製造,裝拆零件(jiàn)方便。
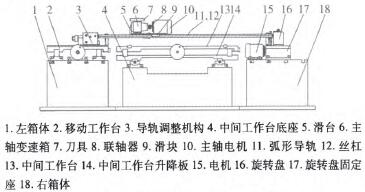
圖3異型深孔內腔曲麵機械加工(gōng)裝置結構圖
3.2裝配連接(jiē)
異型深孔內腔曲麵機械加工裝置主要包括左右箱體(tǐ)、中間工作台底座、左中右三個工作台、導軌左右固(gù)定及調整座(zuò)、工(gōng)件支撐平台、弧形(xíng)導軌、絲杠、主軸變速箱及(jí)主軸電機(jī)、專用刀具、電機(jī)及控製係統等。
左箱體(tǐ)1、中(zhōng)間工作台底座4、右箱體18作為整套裝置的工作(zuò)台,起固定和減震作用;左箱體上裝有移動工作台(tái)2,用來實現導軌調整機構的前後移動(dòng),便於加工工件的裝卸;中間工作台13和(hé)中間工作(zuò)台升降板14安裝在中間工作台(tái)底座上,用來裝夾被加(jiā)工工件和調整工件在裝置中的位置;右箱體上裝有旋轉盤固定座17和旋轉盤16;導軌調整機構(gòu)3和旋轉盤16用來調整弧形導軌11和絲杠12的角度和高度;主軸變速箱6通過聯軸(zhóu)器8與主(zhǔ)軸電機10聯接;變速箱上裝有刀具(jù)7,安裝在滑台5上,滑台與滑塊9連(lián)接,通(tōng)過與弧形導軌11和絲杠12的配合來實現弧形運(yùn)動,從而實現仿形銑削加工;電機15為整台裝(zhuāng)置的控製係統。
3.3異型深孔內腔(qiāng)曲麵加工裝置工作(zuò)原理
由加(jiā)工零件的結構分(fèn)析可知其具有四個形狀(zhuàng)各(gè)異的內表麵,因(yīn)此要製定詳(xiáng)細的加工方案。異型深孔內腔曲麵加工裝置在加(jiā)工(gōng)時分兩次裝夾(jiá)零件:
(1)第一次裝夾零件:主軸變速箱上安裝立式麵 銑(xǐ)刀,加工如圖2所示的上左麵、上右麵、左上麵和右上麵。
①上左麵的加工:以左側弧形導軌為(wéi)加工軌跡,首先(xiān)按照(zhào)零件內(nèi)孑L左(zuǒ)側曲麵的弧度(dù)要求,調整左側弧形導軌,使其與左側弧形(xíng)曲麵(miàn)平行;然後按照零件上表麵的錐度要求,通過導軌調整機構(gòu)調整弧形導軌端部的上下位置,使導軌上表麵與零件上表麵平行;最後將主軸變速箱(xiāng)移至最左側緊固,啟動電機開始加工。
②上右麵的加工:以右側弧形導軌為加工軌跡,按照零件內孔右(yòu)側曲麵的弧度要求,調整(zhěng)右側弧形導軌,使其與(yǔ)右側弧形曲麵平行;導軌的上下位置不變(biàn),移動主軸變速箱至最右端位置後緊固。啟(qǐ)動電機(jī)開始加工。
更換主軸變速箱上的(de)立式(shì)麵銑刀為立式側麵銑刀,進行左上麵和右上麵的加工。
③左上麵:同①調整曲線導軌位置,移動主軸變速箱至(zhì)最左(zuǒ)端位置後(hòu),啟動主軸電機和絲杠電機,開始加工(gōng)。
④右上(shàng)麵:同(tóng)②調(diào)整曲線導軌位置,移動主軸變速(sù)箱至最右端位置後,啟動主軸(zhóu)電機和絲杠(gàng)電機,開始加工。
(2)第二次裝(zhuāng)夾零件:加工下左麵、下(xià)右麵、左下(xià)麵和右下(xià)麵。
將零件沿縱向平麵內翻轉180。,大小端左右更換位置後定位夾緊,按照第一次裝夾零件的程(chéng)序和操作步驟執行,完(wán)成⑤下左麵、⑥下右麵、⑦左(zuǒ)下麵和⑧右下麵(miàn)的加工,即⑤和①、⑥和②、⑦和(hé)③、⑧和④的操作步驟相同。
4、異型深孔內腔曲麵(miàn)加工裝置的振動特性分析(xī)
4.1 異型深孔內腔曲麵(miàn)加工裝置有限元(yuán)模型的建立
首先通過Soli“orks建立異型深孑L內腔曲麵加工裝置(zhì)的三維模(mó)型(xíng),然後(hòu)通過Solidworks與ANSYS work.bench的接口將模型導人到ANsYs workbench中(zhōng)。在劃分(fèn)網格(gé)之(zhī)前,先要檢查導人的模(mó)型能達到仿真的基本要求,然後對模型結構進行材料屬性定義,定義材料密(mì)度(dù)為7800kg/m3,彈性模量為2.07×10¨N/m2,泊鬆(sōng)比為0.3。模型中大部分零件采用自由網格劃分,對於結構強度較低的部件如導軌、絲(sī)杠等實施了(le)細劃(huá)網格。異型深孔內(nèi)腔曲麵(miàn)加工裝(zhuāng)置(zhì)有限元模型如圖4所示,其(qí)中包含276461個節(jiē)點(diǎn),145773個單元。
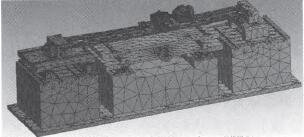
圖4異型深孑L內腔曲(qǔ)麵加工裝置有限(xiàn)元模型
4.2異型深孔內腔曲麵加工裝置的模態分析
在進(jìn)行模態分(fèn)析(xī)分(fèn)析前,需要對模型(xíng)施加載(zǎi)荷與約束,選取模(mó)型左、中、右三個工作台底座下與地麵接觸的麵進行位移約束(shù)。根據異型深孔內腔曲麵加工(gōng)裝置的運行規律,結合(hé)模態分析理論,提取前6階模態進行分析,每階振型都有不(bú)同的意義一】。異型深孑L內腔曲麵加工裝置的模(mó)態分析在ANsYsworkbench下進行,通過計(jì)算得到前6階固有頻率,如表1所示。
表1模態分析固有頻率

表1顯(xiǎn)示的是模態分析中的各階固有頻率,異型深孔內腔曲麵加工裝置在各階頻率範圍內的振(zhèn)型如圖5所示。
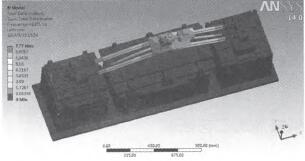
a)一階模態變形(xíng)雲圖
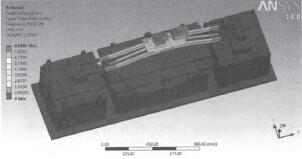
b)二階模態變形(xíng)雲(yún)圖
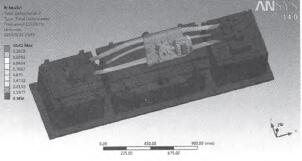
(C)三階模態變形雲圖
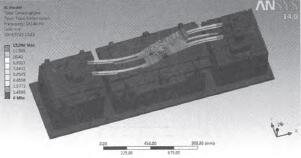
(d)四階模態變形雲圖
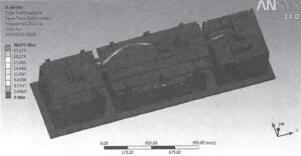
(e)五階模態變形雲圖
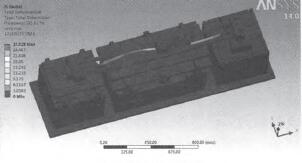
(f)六階模態變形雲圖
圖5模態分(fèn)析變形雲圖
由於異型深孑L內腔曲麵加工裝(zhuāng)置包含的零部件較多,空間結構較為複雜,因此(cǐ)在求(qiú)解模態分析過程中(zhōng)存在有局部模態【l0|。從圖5中的模態分析變形(xíng)雲圖可以看出,各階振型的變形(xíng)和變形大小都不同。異型深孔內腔曲麵加工裝置第1階固(gù)有頻率為43.201Hz,其(qí)模態振型的主要(yào)變形為弧(hú)形導軌與絲杠沿z軸向上振動,如圖5a所示,最大變形為7.77mm。第(dì)2階固有(yǒu)頻率為53.57Hz,其模(mó)態振型的主要變形為導軌與絲杠沿y軸正方向翻轉扭動,如圖5b所(suǒ)示,最大(dà)變(biàn)形發生在電機與主軸變速箱的頂端,變形量為8.6392mm。第3階固有頻率為111.78Hz,其模態振型的主(zhǔ)要變形為導軌與絲杠沿(yán)y軸負方向翻轉扭動,如圖5c所示,其變形量分布較廣,最大變形為10.42mm。第4階固有頻率為141.46Hz,其模態振型的主要變形為導軌與絲杠沿z軸上下擺動,如圖5d所(suǒ)示,最大變形發生在電機尾部,變形量為13.398mm。第5階固有頻率為151.3Hz,其模(mó)態振型的主要變形為絲杠沿),軸左右擺動,如圖5e所示(shì),最大變形量為26.072mm。第6階固有頻率為161.62Hz,其模態振型的主要變形為絲杠沿彳軸上下擺(bǎi)動,如圖5f所示,最(zuì)大變形量(liàng)為27.525mm。綜上所述,弧形導軌、絲杠、主軸變速箱、電機以及與導軌連接的滑塊、滑台是主(zhǔ)要變形區域,而這些部件都(dōu)直(zhí)接影響著零件的加工精度和進給係統的正常運行,為了避免由於共振現象影響異型深孔內腔曲麵加工裝置的正常工作,必須盡量避(bì)開這些容(róng)易發生共振的頻率。
4.3異(yì)型深孔內腔曲麵加工裝置諧響應分析
模態分析反應的隻是異型深孔內腔曲麵加工(gōng)裝置的固有頻率和振型(xíng),不(bú)同頻率的外(wài)力對裝置振動(dòng)的影響不同,而諧響應分析能直觀的(de)看出裝置在不同頻率外力作用下的(de)振(zhèn)動特性¨1|。在模態分析的基礎上對異型深孔內腔曲麵(miàn)加工裝置進行諧(xié)響應分析,由模態分析結果可知整套裝置的主要變形區域為(wéi)導(dǎo)軌和絲杠,為(wéi)了能更好的了解異型深孔內腔曲麵加工裝置的振動特性,現對導軌和絲(sī)杠進行諧響(xiǎng)應(yīng)分析。施加的激振力主要來源(yuán)於電機的輸(shū)出轉矩(jǔ),轉矩大(dà)小為95N·m,頻率選擇範圍為0—100Hz,得到變形與頻率的關係如圖6所示。



圖6變形頻響函數曲線
從圖6中可以看出,在外部載荷的激勵下,導軌與絲杠在裝置的各(gè)階頻率處均產生不同的響(xiǎng)應,且在第3階固有頻率處響應最大,左(zuǒ)右(yòu)導(dǎo)軌和絲(sī)杠變形的最大值分別為0.9716mm、0.281mm、0.458mm,說(shuō)明異型深孑L內腔曲麵加工裝(zhuāng)置對頻(pín)率為112Hz的外載荷感應比(bǐ)較明顯。
5、結論
(1)通過對具有複(fù)雜內腔(qiāng)曲麵的異型深孔零件加工工藝的分析與研究,創新設計並(bìng)研製開發了(le)一套能夠滿足加(jiā)工要求的異型深孑L內(nèi)腔曲麵機械加工裝置,解決了異型內腔曲麵難以加工的問題,特別是截麵為方形、軌(guǐ)跡為任意曲線(xiàn)的異型深孔(kǒng)內表麵的機械加工。該裝置結構簡單、裝卸(xiè)零件(jiàn)方(fāng)便,具有推廣應用價值(zhí)。
(2)利(lì)用(yòng)ANSYS Workbench對異型深孔內腔曲麵加工裝置進行了振動特性分析,模(mó)態分析得出了異型深孔內腔曲(qǔ)麵加工(gōng)裝置的(de)前六階固有(yǒu)頻率,而低階固有頻率周圍是容易(yì)產生共振的區域,因此為了防止共振現(xiàn)象導致異型深孔內腔曲麵(miàn)加工裝置無法正常運行,應使(shǐ)裝置在(zài)工作時避開低(dī)階固有頻率(lǜ)的(de)區域。諧響應分析反應的(de)是在外界載荷的作(zuò)用(yòng)下(xià)結構變形的情況,因此在選擇(zé)外載荷時應選擇遠(yuǎn)離變形量較大的(de)頻率範圍(wéi)。
[參考文獻】
[1]李建超,王寶峰.連鑄結晶(jīng)器錐度設計[J].鞍鋼技術,2014(2):l一6.
[2]史興隆,佟錚(zhēng),丁彥軍,等.管式連鑄結晶器爆炸成形與修複質量(liàng)分析[J].鍛壓技術,2011,36(6):47—50.
[3]張(zhāng)俊寶,梁永立,章華兵.冷氣(qì)動力噴塗技術修複連鑄結晶器應用研究(jiū)進展(zhǎn)[J].寶鋼技術,2011(5),23—29.
[4]郭順興(xìng),閻建設.連鑄鋼坯用結(jié)晶(jīng)器銅(tóng)管及其生產技術[J].有色金屬加工,2002,3l(6):17—21.
[5]於盛(shèng)發,閆鴻浩,李曉傑.罐內爆炸成型技術在修(xiū)複結(jié)晶器中的實驗研究[J].實驗力學,2008,23(1):83—88.
[6]關世璽,唐家鵬,關(guān)波,等.弧形方孔切削加工裝置及加工弧形方孔的方法:中國,201310423443.7[P].2013—12—25.
[7]葉旭明.一種針對複雜內曲麵磨削裝置的(de)研究與(yǔ)設計[J].製(zhì)造技術(shù)與機床,2005(1):43—44.
[8]陳(chén)廣(guǎng)娟,劉寶林(lín).模具複雜型(xíng)麵加工(gōng)現狀及未來發展[J].現代製造技術與裝備,2007(6):27—28.
[9]陳國榮(róng),唐紹華.振動電動機(jī)主軸的動態有限元分析[J].現代製造(zào)工程,2009(12):56—59.
[10]姚曉坡,劉德平,高建設,等.基於ANSYs workbench的加工中心動態特性分析[J].機床(chuáng)與液壓,2013,41(15):164一167.
[11]韓春勝,孫皆宜.6.Pus並聯機床的動態特性分析[J].機(jī)械(xiè)設計與製造,2013(6):16l—164.(編輯李秀敏)
投稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發表(biǎo),或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發表(biǎo),或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點(diǎn)
| 更多

行(háng)業數據
| 更多
- 2024年(nián)11月 金屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切(qiē)削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量(liàng)數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據