



摘要:本文以HMC63e 型臥式加工中心機床牙盤分度回轉台的設計計算作為例子, 介紹牙(yá)盤分度回(huí)轉台的計算設(shè)計過(guò)程。詳細講解了牙盤式分度回轉台的工作原理(lǐ)、具體結構以及理論計算(suàn)過程。通過機床(chuáng)樣機測試(shì)證實工(gōng)作台結(jié)構設計合(hé)理、設計計算過程正確。
一、引言(yán)
臥(wò)式加工(gōng)中心一次裝卡可以完成多個麵的加工且排屑方便,適合長(zhǎng)時間無人操作,市場需求量一直很大(dà)。現在各種行業尤(yóu)其是汽車行業的高速發展,國內外(wài)的中小型臥式加工中心正逐漸向高(gāo)速、精密、複合和智能化發(fā)展,對高精度轉台的要求也(yě)越來越高。
本文以HM63e 型臥式加工中心牙盤分度轉台為例,闡述轉台設(shè)計要(yào)點,理論計(jì)算(suàn)及一些實際經驗(yàn)。
二(èr)、原理結構設計
該機床采用630×630mm 雙交換工作台,廣泛適用於箱體(tǐ)類零件、殼體零件等中大(dà)型零件的加工,零件經過一次裝夾可自動完成四個麵的銑、鑽、鏜、鉸(jiǎo)、攻絲、兩維和三維曲麵等多工序加工,且排屑方便比較適合長時間(jiān)無人操作,適應多品(pǐn)種大批量生產。應用於航(háng)空航(háng)天、汽車機車、儀器儀表、輕工輕紡、電子電器和通用機械等行業。
牙盤回轉工作台(tái)依靠牙盤定位,定位精(jīng)度高。牙盤回轉工作台快速回轉速度為(wéi)11.1rpm。其回轉采用雙導程蝸杆,可以保證(zhèng)傳動時無間隙。其牙(yá)盤(pán)工作台參數:工作台為(wéi)630×630mm;載重為1200Kg;工作台分度(dù)為1°;工作台T 形槽尺寸為18×7;無觸點開關情況下,回轉台上(shàng)升、下(xià)落各一個(共2 個)轉台回零點一個;工作台鬆開、夾緊各一個(共2 個);係(xì)統工作壓力為3.5MPa 或5MPa;定位精度為8″;重複定位精度:5″。轉台具體結構(gòu)如圖1 所示。轉台(tái)的下牙盤4 固定在滑座1 上,上牙盤5 固定在回轉(zhuǎn)座6 上。轉台共有3 種(zhǒng)工作狀態。
(1)圖示位置為工作台夾緊狀態,這時Ⅰ油口開(kāi)始給油,活塞7 位於(yú)下麵位置,活塞(sāi)7 經過回轉座6 讓上麵的牙盤(pán)5 與下(xià)麵的牙盤4 緊緊齧合在一起,由(yóu)此來夾緊回轉座6,這(zhè)時工作台10 是通過拉杆13 與卡爪(zhǎo)16 拉緊,實現與回轉座6 的定位與夾緊,在這個時刻,工作台10、回轉座6 與滑座1 夾(jiá)緊成(chéng)為一個(gè)整(zhěng)體(tǐ),適合切削加(jiā)工。
(2)當Ⅱ油路(lù)開始進油時,活塞7 開始上升,帶動回轉座6 和上牙盤5 一(yī)起向上升,與下牙盤4 脫離,這時可以通過蝸杆軸24 傳遞動力(傳動如圖2 所示),與(yǔ)蝸輪齧合,帶動油缸體3 轉動,油缸體3 通過銷子21 帶(dài)動回轉座6 與工作台10 一起轉動,最終實現回轉工作台轉動。
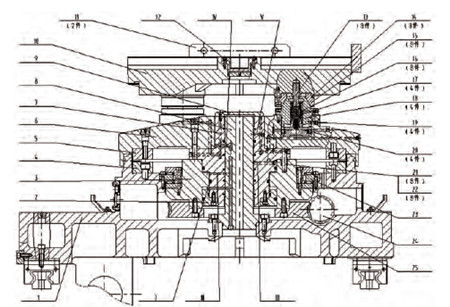
圖1 牙盤式回轉(zhuǎn)工(gōng)作台結構示意圖
1、滑座 2、油缸端蓋 3、油缸體 4、下齒(chǐ)盤 5、上齒盤 6、回轉座 7、活塞 8、分油(yóu)軸 9、壓蓋 10、工作台 11、定位板 12、定心(xīn)套 13、拉杆 14、調整墊 15、錐座 16、卡爪 17、拉爪(zhǎo)推杆 18、拉爪芯套 19、缸體 20、活塞 21、銷 22、自潤滑(huá)軸承 23、回轉支承軸承 24、蝸(wō)杆軸 25、蝸輪
(3)工作(zuò)台夾緊和鬆開,當Ⅲ進油(yóu)時,推動活塞20上升,帶動拉爪芯套17 和卡爪16 向上運動8mm,使得卡爪16 鬆開拉杆13,拉杆13 與工作台固定,此時可以進行工作台10 的交換。此(cǐ)時Ⅴ口氣動管(guǎn)路進行錐定位麵中心吹氣,以清潔錐麵。同時,圖2 的(de)無觸點開關18 與(yǔ)圖2 的撞塊16 接觸,反(fǎn)饋信(xìn)號(hào)並表示,隨後工作台升起(qǐ)到位,可以交換。當Ⅳ進油時,推動活塞(sāi)20 下降,帶動卡爪16 與拉杆13 拉緊,從而使工作台夾緊,工作台(tái)可以工(gōng)作,此時,圖2 的無觸點(diǎn)開關19 和圖(tú)2 的撞塊16 接(jiē)觸,反饋信號,表示工作台下降到位。工作台可(kě)以工作。
轉台分度定(dìng)位由牙盤實現,優(yōu)點是定位精度好。工作台回轉經過伺服電機(jī)傳到帶輪2,帶輪2 固定在蝸杆軸8 上,蝸杆與蝸輪齧合,蝸輪(lún)帶動整個工作(zuò)台及回轉座旋轉。此種(zhǒng)轉台的定位方式,對動力傳(chuán)遞裝置定位的(de)準確性要求不是太高,因此在實際生產中對對蝸杆(gǎn)副加工的要求不至於過於苛刻,能夠在實際更加容易實現(xiàn)。由於采(cǎi)用雙導程蝸杆傳(chuán)動機構,可以消除傳動間隙,保證分度精度。
三、校核計算
(1)上牙盤浮起計算。工作(zuò)時(shí),活塞受到的總(zǒng)作用力為
(2)上(shàng)升下降速度計算。
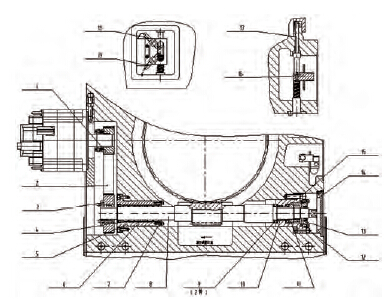
圖2 轉台動力傳動結構示意圖
由於下降時有(yǒu)工作台加工件的總重量,所以為了保證其升降穩定性,在管路上裝有節流(liú)閥,調節(jiē)管路流量,以便(biàn)調整工作台整體升降的(de)速度及其穩定(dìng)性。
四、回轉(zhuǎn)工作台電(diàn)機的選(xuǎn)擇計算
回轉工作(zuò)台選(xuǎn)用西門子廠家交流伺服電機,交流伺服(fú)電機無電刷和換向器,工作可靠,維護和保養要求(qiú)低,慣量小,易於提高係統快速性,是(shì)高動態(tài)性能的永磁型電機,具有性能優良、運行穩定,適應於高速(sù)大(dà)扭矩工作狀態等特性。
文5
(2)工作(zuò)台旋轉扭矩的計算。
工作台回轉時, 牙盤浮起後, 活塞內油(yóu)麵與回轉座的零件接觸, 摩擦係數為0.005, 浮起零件總重量
五、結語
樣機(jī)生產裝(zhuāng)配完成(chéng)後,進行了指標測試(shì),其測試(shì)結果轉台滿載時,轉動和交換都能順利平穩快速完成,其轉動定位精度達(dá)到6″,重複定位精度達到4″,各項指標均能達到設計前預計指(zhǐ)標。
(全(quán)文完)
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
馬")

- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新(xīn)能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
- 機械(xiè)加工過程圖示
- 判斷一(yī)台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控(kòng)係(xì)統和數(shù)控機床何去何從?
- 中(zhōng)國的技術工人都去哪裏了?
- 機械老板做了十(shí)多年(nián),為何還是小作坊(fāng)?
- 機械行業(yè)最新自殺性營(yíng)銷(xiāo),害人(rén)害己!不倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車(chē)床加工刀具補償功能
- 車床鑽孔攻螺紋加(jiā)工(gōng)方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區(qū)別